锅炉受热面的综合技术改造
- 格式:doc
- 大小:24.50 KB
- 文档页数:5

工业锅炉尾部烟气余热综合利用技术的应用摘要:工业锅炉为了避免尾部受热面发生低温腐蚀,排烟温度较高,通常在200℃左右,由此造成大量的能源浪费。
利用锅炉尾部烟气余热综合利用技术对锅炉加以改造,可有效控制受热面最低壁面温度高于烟气酸露点,避免结露腐蚀的同时可将排烟温度降至130℃左右。
随着燃料价格的大幅上涨,该项技术的推广应用具有相当可观的经济效益和社会效益。
关键词:节能;烟气余热利用;腐蚀;省煤器;空气预热器中图分类号:s210.45 文献标识码:a 文章编号:1006-4311(2013)16-0317-021 锅炉尾部受热面的低温腐蚀目前,国内应用锅炉的行业中,由于煤、石油、天然气等燃料中均含有硫,燃烧时通常会产生硫氧化物,硫氧化物与水蒸气结合后即形成硫酸蒸汽。
当锅炉尾部受热面的金属壁面温度低于硫酸蒸汽的凝结点(称为酸露点),就会在其表面形成液态硫酸(称为结露)。
长期以来,空气预热器作为电站锅炉或10t/h以上工业锅炉尾部受热面,由于结露而引起的腐蚀时常发生,很难避免,以至于目前在锅炉设计时不得不通过提高排烟温度或使用非金属涂层(如搪瓷管)来缓解结露腐蚀,但仍没有从根本上解决结露堵灰问题。
而简单地通过提高排烟温度来避免低温腐蚀,又势必造成大量低温能源的浪费;尽管如此,空气预热器往往在运行一到两年后依旧会出现低温腐蚀穿孔、漏风、堵灰现象,以至影响锅炉的正常运行。
10t/h以下小型工业锅炉一般不设空气预热器,部分锅炉只设置了铸铁省煤器。
由于锅炉常常是间歇给水,省煤器的热效率并不高。
所以小型工业锅炉一般设计排烟温度在160℃~180℃,实际运行中往往高达200℃以上。
2 工业锅炉尾部烟气余热利用节能改造的可行性一般10t/h以上的工业锅炉在尾部烟道通常布置有省煤器和空气预热器,而空气预热器往往布置于省煤器之后。
通过热力计算可知,排烟温度为200℃时,管式换热器(烟气走管内,入口风温20℃)最低壁面温度在100℃左右,而层燃锅炉烟气酸露点往往超过100℃。
燃煤锅炉尾部受热面技术改造该文通过了燃煤锅炉尾部受热面的改造,使浙江浙能长兴发电有限公司(以下简称:长电公司)2号机组锅炉的过热器减温水量大幅降低,SCR入口烟温得到有效控制,并且降低了锅炉空预器排烟温度,在降低煤耗、提高锅炉效率方面取得良好效果,同时过热器减温水量的降低在提高经济性的同时,可提高机组CCS调节稳定特性和AGC负荷响应速率,减少调度对AGC调节品质的经济考核。
标签:燃煤锅炉;尾部受热面;技术改造一.引言长电公司2号机组锅炉由北京巴布科克·威尔科克斯有限公司设计制造,为亚临界参数汽包炉,燃用淮南烟煤,采用自然循环、一次中间再热、单炉膛、前后墙对冲燃烧方式、固态排渣、平衡通风、半露天布置、全钢架悬吊结构燃煤锅炉。
于2012年进行了增容改造工作,使机组额定出力增至330MW,相应的BMCR 工况主汽流量由1025t/h增加到1088t/h。
增容改造后2号锅炉运行中存在SCR 入口烟温过高,喷水量过高的问题。
SCR入口烟温过高,当机组运行至300MW 时,SCR入口烟温接近410℃(该温度为SCR报警值),无法再提升负荷,此时喷水量达到150t/h左右,影响机组运行的经济性。
通过对锅炉受热面重新进行热力计算,决定对2号锅炉尾部受热面进行改造,解决过热器减温水量高、SCR 入口烟温高的问题。
二.改造前分析长电公司2号炉2013年低氮改造刚刚完成后,炉膛清洁,沾污程度低,炉膛吸热良好,因此喷水量较低,SCR入口烟温较低。
2015年11月,锅炉经过了两年多的运行后,炉膛相对清洁度差,沾污程度高,使炉膛吸热量减少,导致喷水量增加,SCR入口烟温提高,尾部受热面也有不同程度的沾污,更加剧了SCR 入口烟温高的问题,实际运行反映,当炉膛吹灰器投入使用时,喷水量会有效降低,同时SCR入口烟温降低。
因此在尾部受热面改造前,选取了不同负荷工况下的锅炉关键参数值,分析锅炉存在的问题,通过测量得到的介质参数和锅炉厂已有的结构参数进行计算模拟出炉膛和尾部受热面沾污情况,并分别根据2013年比较理想运行状态的数据基础和2015年11月运行状态较差的数据基础进行模拟计算和方案设计,以寻找到最合理的尾部受热面优化方案,提高锅炉运行经济性。

600MW锅炉受热面技术改造
苏利红;王兴
【期刊名称】《电力学报》
【年(卷),期】2011(026)006
【摘要】针对宁夏某电厂两台600MW锅炉汽温调节方式不合理、减温水量严重超标问题,根据对锅炉进行的热力计算结果,对锅炉尾部烟道中低温过热器、低温再热器和省煤器受热面积进行了重新分配,使改造后的锅炉在运行中可采用较理想的汽温调节方式,从而达到了减少减温水量的目的,提高了锅炉运行的经济性和安全性.【总页数】4页(P523-526)
【作者】苏利红;王兴
【作者单位】山西大学工程学院,太原030013;山西大学工程学院,太原030013【正文语种】中文
【中图分类】TK229.6
【相关文献】
1.600MW亚临界锅炉受热面超温爆管改造 [J], 李路明
2.600MW锅炉受热面调整降低排烟温度热力计算研究 [J], 刘龙龙;陈云;李雪峰;况敏;王智化;周俊虎;岑可法
3.600MW超临界锅炉受热面氧化皮生成原因分析及防治措施 [J], 李振华;张仁海
4.世界首台600MW级超临界W型火焰锅炉受热面膨胀拉裂治理研究 [J], 张正坤;龙和平
5.600MW供热机组发生RB时防止锅炉受热面超温控制措施 [J], 邱立钟
因版权原因,仅展示原文概要,查看原文内容请购买。
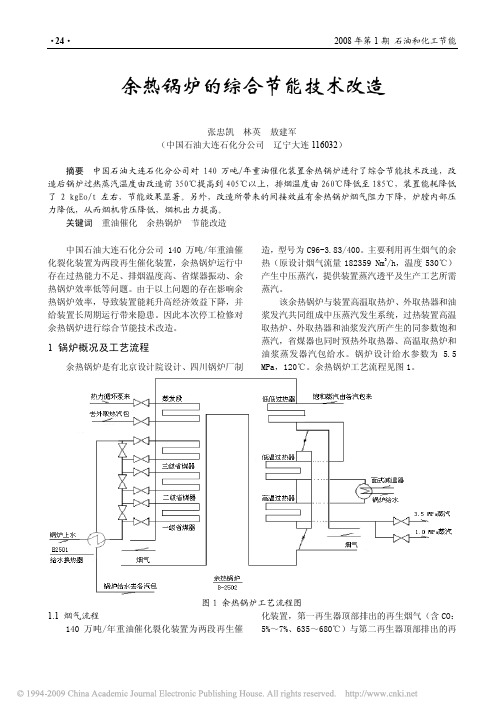
余热锅炉的综合节能技术改造张忠凯 林英 敖建军(中国石油大连石化分公司 辽宁大连116032)摘要 中国石油大连石化分公司对140万吨/年重油催化装置余热锅炉进行了综合节能技术改造,改造后锅炉过热蒸汽温度由改造前350℃提高到405℃以上,排烟温度由260℃降低至185℃,装置能耗降低了2 kgEo/t 左右,节能效果显著。
另外,改造所带来的间接效益有余热锅炉烟气阻力下降,炉膛内部压力降低,从而烟机背压降低,烟机出力提高。
关键词 重油催化 余热锅炉 节能改造中国石油大连石化分公司140万吨/年重油催化裂化装置为两段再生催化装置,余热锅炉运行中存在过热能力不足、排烟温度高、省煤器振动、余热锅炉效率低等问题。
由于以上问题的存在影响余热锅炉效率,导致装置能耗升高经济效益下降,并给装置长周期运行带来隐患。
因此本次停工检修对余热锅炉进行综合节能技术改造。
1 锅炉概况及工艺流程余热锅炉是有北京设计院设计、四川锅炉厂制造,型号为C96-3.83/400。
主要利用再生烟气的余热(原设计烟气流量182359 Nm 3/h,温度530℃)产生中压蒸汽,提供装置蒸汽透平及生产工艺所需蒸汽。
该余热锅炉与装置高温取热炉、外取热器和油浆发汽共同组成中压蒸汽发生系统,过热装置高温取热炉、外取热器和油浆发汽所产生的同参数饱和蒸汽,省煤器也同时预热外取热器、高温取热炉和油浆蒸发器汽包给水。
锅炉设计给水参数为 5.5 MPa,120℃。
余热锅炉工艺流程见图1。
图1 余热锅炉工艺流程图1.1 烟气流程 140万吨/年重油催化裂化装置为两段再生催化装置,第一再生器顶部排出的再生烟气(含CO:5%~7%、635~680℃)与第二再生器顶部排出的再生烟气(含O2:3%~5%,710~730℃)在烟道内混合并燃烧(温度达到900~1200℃),燃烧后的高温烟气进入高温取热炉产生中压饱和蒸汽。
降温后的烟气(650~720℃)经过三级旋风分离器后进入烟气轮机做功,回收烟气的压力能。
锅炉受热面改造监护工作总结范文尊敬的领导:经过几个月的努力,我所负责的锅炉受热面改造监护工作已经圆满完成。
在此,我向您汇报一下工作总结。
一、工作目标与计划在开始工作时,我制定了以下目标和计划:1. 完成锅炉受热面改造的全面监护工作,确保改造的质量和进度。
2. 按照相关法律法规和技术标准要求,保障施工安全。
3. 组织并协调相关部门及施工方的工作,确保各项工作顺利进行。
二、工作过程与方法在工作过程中,我采取了以下方法:1. 确定工作计划和时间节点,及时与相关部门和施工方沟通协调,保证施工进度。
2. 建立健全的工作档案,记录每一次会议和检查,以及施工工作中的问题和解决方案。
3. 定期组织工作会议,了解工作进展情况,听取相关部门和施工方的意见和建议。
4. 加强与各相关部门的沟通合作,共同研究解决施工中的技术难题。
三、取得的成果和亮点在锅炉受热面改造监护工作中,我取得了以下成果:1. 严格按照标准和法规要求,组织施工方开展工作,确保了施工质量和安全。
2. 及时发现和解决施工过程中的问题,确保改造工作按照计划进行。
3. 与相关部门建立了良好的合作关系,能够及时协调解决各种问题和困难。
四、心得与体会通过此次锅炉受热面改造监护工作,我深刻认识到良好的组织协调能力和沟通能力的重要性。
只有与相关部门和施工方保持良好的沟通合作,才能够保证工作的顺利进行。
同时,也提醒自己要始终保持高度的责任心和紧迫感,及时发现和解决问题,确保工作质量和安全。
以上是我的工作总结,感谢领导对我的支持和信任!我会继续努力,为企业的发展做出更大的贡献。
谢谢!。
锅炉受热面的综合技术改造
摘要我厂#8炉在低负荷运行时,长期出现二次汽温偏低、锅炉排烟温度偏高等问题,多次召集有关专家、技术人员对其原因进行了仔细分析。
为提高二次汽温,降低锅炉排烟温度,决定利用#8炉大修机会对锅炉受热面进行技术改造:增加再热器受热面积,增加省煤
器受热面积,抬高高温再热器出口集箱、重新布置再热器微量喷水减温器,更换中隔墙过热器并增加膨胀缝。
改造后通过测试,各项指标达到改造设计要求。
徐州发电厂#8炉受热面的成功改造,为同类型锅炉的改造提供了范例。
关键词技术改造;再热器;省煤器;测试
中图分类号tk22 文献标识码a 文章编号
1674-6708(2010)31-0142-02
国华徐州发电有限公司#8炉为dg670/140-8型超高压、中间再热、自然循环、固态排渣煤粉炉、单炉膛、四角切圆燃烧,采用中间储仓乏气送粉式制粉系统。
该锅炉呈“п”型布置,烟气自炉膛流向前、后屏过热器,高温过热器,高温再热器,低温再热器/低温过热器(尾部竖井前/后烟道),省煤器,空气预热器,电除尘器。
再热蒸汽温度主要靠尾部烟气挡板调节,依靠低温再热器出口与高温再热器进口之间的喷水微调。
为降低锅炉排烟温度、提高二次汽温,决定对#8炉再热器、省煤器进行技术改造,为确保改造成功,特邀请东方锅炉厂和多家科研
单位对技术方案进行了充分论证,并做了大量前期准备工作,使改
造得以顺利实施。
1 锅炉改造的内容
1.1 再热器改造
原低温再热器设备规范:共110片,横向节距s1为107.5mm,每片分高、中、低温三段,每片由8管圈组成,规格ф42×3.5mm,材料:高温段12cr1mov,中、低温段20g。
决定在原有受热面的基础上再增加一部分垂直段受热面(即中温再热器),中温再热器管规格:ф42×3.5mm,材料:钢研102,管排数量、管子纵向、横向节距保持不变。
再热器原设计受热面积5 250m2,改造后受热面积5 937 m2,实际增加面积约687m2,增幅达13.1%。
这样在尽量不改变原有受热面布置的基础上有效地增加了再热器
受热面,使再热汽温在满负荷和低负荷时均能达到设计要求,同时
由于增加了受热面积,有效的增加了吸热量,使进入省煤器和空气
预热器的烟温得以降低,有利于降低排烟温度。
改造后,可使再热器侧和过热器侧的烟气流量分布更加合理,b-mcr工况烟气调节挡板
再热器侧为44.4%,尾部烟气挡板的再热蒸汽温度调节作用更加有效。
将低温再热器出口集箱移到顶棚上,以减少烟道漏风及方便检修。
出口集箱移动后,二次汽(备用)减温器,减温水管路将随之改动,由于低温再热器出口集箱移到顶棚后分为两段,在锅炉深度方向交错布置,二次汽(备用)减温器改为水平布置在烟道左右侧。
由于低再出口集箱至高再进口集箱连接管与高再出口集箱相碰,此次改造
将高再出口集箱上移500mm,出口集箱管接头采用厚壁加强管(ф51×5 mm),长度80mm,集箱管接头与蛇形管屏间重新设计连接散管。
低温再热器进口管束的布置、出口垂直段的布置满足了检修的需要;重新设计了管屏吊挂装置、低温再热器防磨装置。
原再热器进口管屏穿前包墙处用扁钢密封。
改造后,管屏穿顶棚处重新设计了密封装置。
顶板上,在低再出口集箱位置焊接6根小梁,出口集箱重新设计了吊挂装置。
1.2 省煤器改造
将低再侧和低过侧省煤器同时由光管改成螺旋翅片管,这样既能使受热面增加,又能保证足够的检修空间、适当的烟气流速和排烟温度。
省煤器采用ф38×5mm的基管,材料20g,翅片为1.5×11×14mm,双管圈,再热器侧137片,横向节距s为85 mm,纵向管子根数为18根(最上一圈和最下一圈各算半根),平均节距89.33 mm,过热器侧123片,横向节距s为95 mm,纵向管子根数为20根,平均节距89.33 mm,翅片装焊在基管的直段部分,翅片装焊长度为:再热器侧4 140mm,过热器侧面3 140mm。
光管采用ф38×5mm的管子,弯管半径为
50/130mm。
此次改造将原设计的上下两组管圈合并为一组管圈,取消原设计两组管圈间的检修空间,省煤器进口集箱、中间集箱位置不变,管圈上留有930mm空间,管圈下留有1 170mm空间,管屏高度1 880mm,
这样管屏的检修可通过将管屏拉上或拉下得以实现。
管屏的最上一根管子采用光管,省煤器增设防磨装置,均流板。
为保证管排整体的刚性,省煤器管夹厚度采用6mm,材质1cr6si2mo。
2 改造效果
2.1 锅炉改造后达到的主要目标
1)100%bmcr出力时锅炉排烟温度在140±5℃;2)100%bmcr出力时空气预热器出口热风温度300℃~320℃;3)70%~100%bmcr出力时主蒸汽温度540±5℃,再热蒸汽温度540±10℃,过热汽减温水量不大于5%的锅炉额定蒸发量(30.5t/h);4)50%mbcr出力时主、再蒸汽温度不小于520℃。
2.2 锅炉改造后的主要参数
表1锅炉改造后的主要参数
2.3 试验结论
1)锅炉排烟温度达到改造设计要求;
2)在70%~100%bmcr工况时,锅炉主蒸汽、再热蒸汽温度保持在额定值,达到改造设计要求;
3)在70%~100%bmcr工况时,过热器减温水量小于5%的锅炉额定蒸发量;
4)在70%~100%bmcr工况时,再热器减温水量基本上可以达到原则上不投再热器减温水的设计要求;
5)在bmcr工况时,锅炉热风温度在300℃以上,达到改造设计要求;
6)燃烧设计煤种时,bmcr工况时的锅炉热效率大于92%。
3 经济效益
#8炉改造预计费用800万元,其中新增设备300万元,试验研究20万元,实际发生费用1 300万元。
#8炉改造前锅炉效率为91%,汽机热耗按1 945大卡/kw·h计算,发电煤耗为321.6g/kw·h;改造后锅炉效率为94%,汽机热耗按1 945大卡/kw·h计算,发电煤耗为309.18g/kw·h;发电煤耗降低
12.42g/kw·h,年节约标准煤9 215t,按2010年1月~8月份标准煤单价平均为350.06元/t计算,年节约燃料成本为326.76万元,改造投资为1 200万元,收回成本年限为4年。
参考文献
[1]潘效军.锅炉技术改造[m].中国电力出版社,2006(6).
[2]姜锡伦,屈卫东.锅炉设备及运行[m].中国电力出版
社,2010(1).
[3]江苏电力科学研究院.徐州发电厂#8炉受热面改造后锅炉性能试验报告.。