ACF贴附作业指导书
- 格式:doc
- 大小:394.00 KB
- 文档页数:4
文号 PWI-PRD002 版本 A/1文 件 名 称 一、 目的:规范ACF 贴覆作业,使生产过程及产品品质受到控制。
二、 适用范围:适用于佰得威生产部热压段ACF 贴附岗位。
三、 使用工具与物料:贴附机、SENSOR 、ACF 、无尘布、静电环、吸塑盘、手指套。
四、 权责:1、生产部负责管理及按要求作业。
2、品质部负责对作业要求的稽核及监督。
3、采购部负责物料/工具的采购。
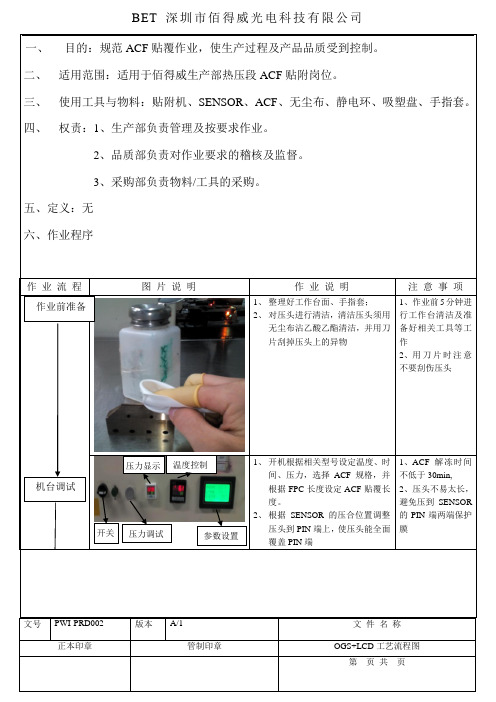
五、定义:无 六、作业程序作 业 流 程 图 片 说 明 作 业 说 明注 意 事 项1、 整理好工作台面、手指套;2、 对压头进行清洁,清洁压头须用无尘布沾乙酸乙酯清洁,并用刀片刮掉压头上的异物1、作业前5分钟进行工作台清洁及准备好相关工具等工作2、用刀片时注意不要刮伤压头1、 开机根据相关型号设定温度、时间、压力,选择ACF 规格,并根据FPC 长度设定ACF 贴覆长度。
2、 根据SENSOR 的压合位置调整压头到PIN 端上,使压头能全面覆盖PIN 端1、ACF 解冻时间不低于30min,2、压头不易太长,避免压到SENSOR 的PIN 端两端保护膜作业前准备机台调试开关 压力调试压力显示温度控制参数设置文号PWI-PRD002 版本 A/1文 件 名 称七、ACF 机图示1、 从周转条架拿取待贴的SENSOR ,不可触碰到ACF 贴覆区域,将SENSOR 平整放到作业平台上,并以定位挡片定位, 2、 按下中间按钮机器处于吸真空状态,再双手同时按下两边的绿色按钮,机器开始贴覆1、注意分清SENSOR 贴覆正反面。
2、定位好产品后再按下吸真空按钮。
3、若操作出现异常及时按下红色紧急按钮1、取下产品检查贴覆效果,效果OK 后放入L 槽内,批量生产流入下一工序检查项目:ACF 移位,ACF 卷曲,ACF 气泡,ACF 长度紧急按钮真空按钮开始按钮开始按钮ACF 贴覆ACFACF 检查参数设定 温控设定压力显示压力调试按钮 紧急停止按钮真空按钮启动按钮压头。
电子有限公司 文件类型: 指导类文件 文件编号RL-SB-005 文件名称: FPC-ACF 附贴作业指导书 版本号 A1实施日期 2010/12/25 发行部门: 制造部 页码/页数 1/1制作: 审核: 核准: 日期: 1. 目的:通过文件规范正确、统一的作业手法,完成FPC ACF 附贴作业工作,保证产品品质提高良率。
2. 设备、工具:ACF 压贴机。
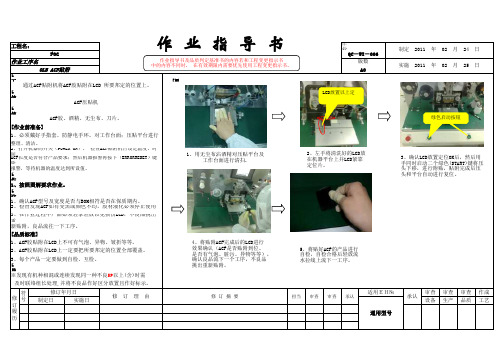
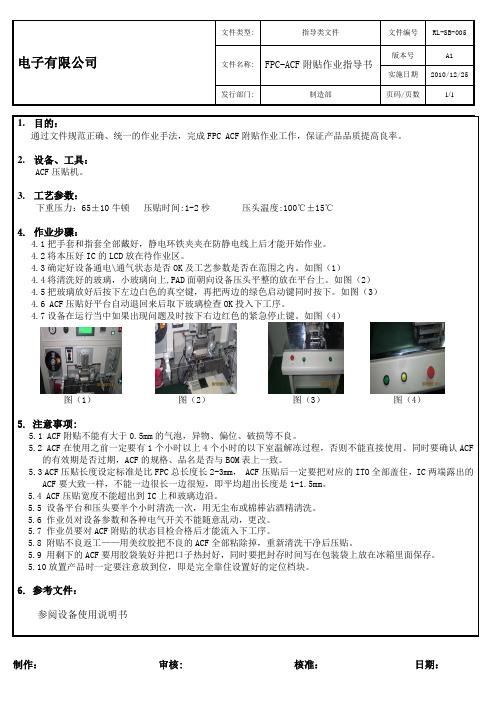
3. 工艺参数:下重压力:65±10牛顿 压贴时间:1-2秒 压头温度:100℃±15℃4. 作业步骤:4.1把手套和指套全部戴好,静电环铁夹夹在防静电线上后才能开始作业。
4.2将本压好IC 的LCD 放在待作业区。
4.3确定好设备通电\通气状态是否OK 及工艺参数是否在范围之内。
如图(1)4.4将清洗好的玻璃,小玻璃向上,PAD 面朝向设备压头平整的放在平台上。
如图(2)4.5把玻璃放好后按下左边白色的真空键,再把两边的绿色启动键同时按下。
如图(3)4.6 ACF 压贴好平台自动退回来后取下玻璃检查OK 投入下工序。
4.7设备在运行当中如果出现问题及时按下右边红色的紧急停止键。
如图(4)图(1) 图(2) 图(3) 图(4)5. 注意事项:5.1 ACF 附贴不能有大于0.5mm 的气泡,异物、偏位、破损等不良。
5.2 ACF 在使用之前一定要有1个小时以上4个小时的以下室温解冻过程,否则不能直接使用。
同时要确认ACF的有效期是否过期,ACF 的规格、品名是否与BOM 表上一致。
5.3 ACF 压贴长度设定标准是比FPC 总长度长2-3mm , ACF 压贴后一定要把对应的ITO 全部盖住,IC 两端露出的ACF 要大致一样,不能一边很长一边很短,即平均超出长度是1-1.5mm 。
5.4 ACF 压贴宽度不能超出到IC 上和玻璃边沿。
5.5 设备平台和压头要半个小时清洗一次,用无尘布或棉棒沾酒精清洗。
5.6 作业员对设备参数和各种电气开关不能随意乱动,更改。

XXXX 有限责任公司
文件名称 FH ABD-200 机台ACF 贴附方法
一. 部材及治工具: ACF, ,无尘布,酒精,吸着球
二. 作业流程
三. 作业手顺:
四.注意事项:
注意: 1.开机点检项目: 1).检查机台是否接地.2).检查载台是否已清洁.3).检查机台是否能正常开机.
从Tray 盘中取出产品 确认制品外观 OK
NG
放入Tray 盘中,待下一站作业
按不良打下 开始作业
检查ACF 贴附状况
重新贴附
NG
OK
用吸着球从Tray 盘中取出制品,并确认制品外观
将确认OK 的制品放入贴附机载台 将制品单手按箭头所指方向轻轻靠至载台定位片处。
按下机台上的真空开关(黄色)同时按下机台上的驱动开关(绿色)。
ACF 贴附完成后确认ACF 贴附 位置,确保接地Bonding 能压在ACF 贴附位置
确认完成后将制品交叉放在带 凸点的Tray 盘中
XXXX有限责任公司
2.拿取制品时必须用吸附球,禁止捏制品边角.
3.作业台清洁方式&频率:用无尘布沾酒精,由右向左单向水平擦拭至作业台下,频率:1 次/节,无尘布更换频率:1P/班
4.吸着球清洁频率:一节/次,清洁方式:无尘布沾酒精擦拭吸嘴
5.作业台TFL胶带更换频率1周/次
6.贴附完成的OK品应尽快投入Bonding作业,切不可隔班作业,以防止ACF变质造成压接不良。
FOG绑定品质管控作业指导书一、目的为了FOG工序生产的产品达到质量标准,制定FOG工序的控制要求。
二、适用范围FPC+ACF 热压工序。
三、职责3.1、生产部: FOG组长负责热压绑定工序的操作,执行纠正和预防措施。
3.2、品质部:PQC组长负责首样检验、检验员负责巡检和功能全检的操作。
四、定义4.0、4M1E:人、机、料、法、环,五大生产要素。
4.1、首件:生产线在批量生产前,为了避免产出批量性的不良品,需要对生产线进行适当的调整,调整适当后首先进行一个或几个产品的试做,试做的这部分产品为首件。
4.2、首件确认:生产线在人、机、料、法、环(4M1E)等因素变化时,和每天上班后开始生产前,需要对生产线的首件产品进行确认,确认外观、特性、可靠性是否达到规格要求的过程为首件确认。
4.3、巡检:生产线在连续生产后,品质人员定时对所产出的产品进行一定数量的抽检,和4M1E的检查。
4.4、全检:品质人员,对生产线产出的产品,进行全数检查。
4.5、ACF: Anisotropic Conductive Film 异向性导电膜。
4.6、FPC: Flexible Printed Circuit 柔性印刷线路。
4.7、ITO: Indium-Tin Oxide 透明的导电膜层。
4.8、FOG: Flex On Glass FPC热压到玻璃上。
4.9、热压: Heat Seal 通过加热加压的方式,将柔性印刷线路(FPC)与功能片连接在一起。
4.10、外观:目视检查可见缺陷,包括FPC折痕折伤、电磁膜脱落、字条或LOG印刷不良、电子件异常、连接器异常、Sensor划伤顶伤、崩边破损、FPC脏污、Sensor脏污等。
五、设备/仪器烤箱、拉力测试仪、热电偶测温仪、压力测试仪、金相显微、测试电脑镜等。
六、首件检查操作流程七、首件检查的内容 7.1 首件确认的时机每班、每型号产品、每批次产品批量投产前,或4M 变动时进行。
深圳市中显微电子有限公司
深圳市中显微电子有限公司质量体系文件文件编号版本号A0 生效日期2011.3.20 发放序号
(盖受控印章处)
贴合(全自动)
作业指导书
序号修改单号版本号修改内容修改日期修改人备注
编制丁尧审
核
批准
生效日期
文件名称贴合(全自动)作业指导书本页码第1页共4页
TP制作流程作业目的完成钢化与ITO的贴合,达到产品要求序号所需材料和工具适用范围适用于TP 9.75吋、10.1吋钢化与ITO的贴合 1 钢化玻璃
一.生产前准备:
1.每天各班应提前5-10分钟上班,搞好环境卫生和整理工作,查看ECN文件。
2.点检贴合机,并做好准备工作,如果不合格,则做好标志,及时通相关部门检修。
3.操作前戴好防静电带、双手都戴好胶手套和口罩。
二.作业流程:
1.按“加压”键,打开程序,按下“RECIPE"键,选择程序,并选择图形
2. 开压力罐,放入胶水,关上压力罐,扭开压力开关,调好一次二次压力,一次压力为0.3Mpa,二次压力为0.2Mpa
2 ITO玻璃
3 UV胶
4 防静电手环
5 全自动贴合机
6
一、作业前准备:
一、作业前准备:
1.做好卫生和整理工作,台面7S。
2.戴好手套口罩和防静电带。
3.准备所需的钢化玻璃和ITO玻璃。
4.点检完毕设备
来料检验切割FOG 一次电测封胶清洗
生效日期
文件名称贴合(全自动)作业指导书本页码第2页共5页
(图1)(图2)(图3)
3.先放入钢化玻璃,并按右吸着,
4.再放入ITO并按吸着,同时按两个绿色启动按键,TP平台翻转,CDD下降,进行对位动作
5. 对位完成后,再按启动键,TP平台翻回来,CG平台上升,转盘旋转到点胶位置,开始进行边检查、厚度检查项目,完成后开始点胶,充填速度0.6---到0.8
6.完成本次动作后 TP翻转,进行贴合
7. 重复以上步骤二、管控内容
1.台面7S
2.防静电
3.贴合是否有气泡,移位
三、工序要求Requirements:
1.贴合时注意台面清洁及所贴玻璃的洁净度。
2.OK品进入下一步流程,不良品进行分类,返工或请示上级进行处理。
贴合
脱泡
目检
固化
擦拭
贴膜二次测试
生效日期
文件名称贴合(全自动)作业指导书本页码第4页共4页五.注意事项:
1.生产过程中如遇异常情况应及时向上一级汇报。
2.点胶高度应该高于最高胶水液面
成品目测
3.在放玻璃时手指不可触摸其ITO贴合面。
六、记录及表单
1.贴合岗位工艺参数点检表。
包装
出货检验。