塑胶咬花常见问题_20150112
- 格式:ppt
- 大小:1.65 MB
- 文档页数:13
模具咬花工艺一、咬花的目的增进塑料零件的外观质感。
使产品呈现多变化或全新的设计。
二、咬花:最浅的咬花深度是2umm,常被使用在压克力的表示窗,防止光线乱射及防止反射等加工处理。
最深的咬花是3mm,仿大理石,常被用在浴室的磁砖。
所谓良好的咬花是:1、与设计相调和。
2、付于价值感。
3、均等划一的加工。
4、不易损伤商品本身-GTYPE的喷砂,梨地,皮纹。
5、成形寿命长--1.皮纹2.梨地3.喷砂。
6、价廉,交货快--1.喷砂2.梨地3.皮纹。
7、维修简单-----1.喷砂2.梨地3.皮纹。
要做良好的咬花之前的检查事项1、喷砂(HN20-23,1000-1017,No.1-12HN3000-3013)加工:一日-三日特征:1.交货期短2.维修简单3.价格较便宜4.可取得细致均匀图样注意点:耐久性短:细砂5000--10000射次中砂20000--50000射次粗砂50000--100000射次*树脂过硬及模具硬度低则寿命会短维修:可以部份修理.先将初期制造的成品保管起来.可依照花纹进行修理2、梨地(HN24-31,418-422,梨地No.1-9,HN2000-2060)加工:一日-四日特征:1、交货期短;2、可取得中程度且均匀的图样。
3、比喷砂可多一倍的耐性,100000--200000射次。
4、粗纹可隐藏睆接线和凹陷。
注意点:耐久性比皮纹低,复杂且深窄形状会形成花纹不均维修:与喷砂同3、皮纹(HN423-441,608-631,4000-4055,NO.1--181)加工:四日---七日特征:1、具耐久性:100,000-500,000射次;2、不易破坏制品注意点:1、加工时间长;2、价格偏高.维修:1、可以做部份修理,但100%的修理不可能。
2、生锈,瓦斯烧灼,只须做表面处理既可.4、线(No.1-12),柄(No.1-27),木纹(No.1-8)加工:三日---五日注意点:无法做三次元曲面的加工,连修理也不行. 维修:生锈,瓦斯烧灼,只须做表面处理既可.MOLD-TECH咬花制作参考数据四、慎选模具材料与制造方法1、市售的模具用钢,构造精密的金属,系结顺利的完成。
注塑花纹解决措施我跟你说啊,这注塑花纹的事儿啊,可真是个麻烦事儿。
我就碰到过这么个情况,那注塑机在那嗡嗡地响着,就像个老黄牛在那喘粗气儿。
车间里那灯光啊,白晃晃的,照在那些个模具上,感觉就像要把啥秘密都给照出来似的。
我就站在那儿,看着那些有花纹问题的注塑件,皱着眉头。
那花纹啊,就像调皮的小鬼在上面乱画一通,一点都不规整。
旁边那工人小李啊,挠着头跟我说:“哥,这可咋整啊?”我瞅了他一眼,他那脸上啊,都是油污,就像个小花猫似的。
我就说:“慌啥,咱得先找到原因。
”我就开始琢磨啊,这花纹出问题,是不是模具的事儿呢?我拿着那个模具,在灯光下翻来覆去地看。
这模具的表面啊,摸起来应该是光滑得很,可现在感觉就有点毛毛糙糙的。
我就对小李说:“你看这模具,像是好久没清理了吧,这脏东西糊在上面,能不出花纹问题吗?”小李凑过来一看,眼睛瞪得老大,说:“哥,还真是,那咱赶紧清理清理?”我白了他一眼,说:“这还用说嘛。
”于是啊,我们就开始清理模具。
我拿着小刷子,小心翼翼地刷着那些缝隙,就像给一个宝贝打扫卫生似的。
小李在旁边拿着清洗剂,时不时地喷一下。
那清洗剂的味道啊,刺得鼻子直痒痒。
这时候,车间主任走过来了,他那大肚皮在前面晃悠着,看着我们就说:“你们这整得行不行啊?”我抬起头,有点不耐烦地说:“主任,您就放心吧,这模具脏了,肯定得先清理了才能看下一步啊。
”主任哼了一声,就走了。
清理完模具,我们又开始试注塑。
我在那盯着注塑机的屏幕,心里就像揣了个小兔子,砰砰直跳。
小李在旁边也是一脸紧张。
那塑料材料就像熔化的岩浆一样,缓缓地注入模具里。
等注塑件出来了,我赶紧拿起来看。
你还别说,那花纹比之前规整多了,但还是有点小瑕疵。
我就又开始想啊,这是不是注塑的压力或者温度有问题呢?我就开始调整压力,一点一点地试。
这时候,小李在旁边嘟囔着:“哥,这得调到啥时候啊?”我没好气地说:“你以为这是玩儿呢,不得慢慢试嘛。
”我眼睛紧紧盯着注塑件的花纹变化,手不停地调整着压力旋钮。

塑胶制品常见问题成因及解决办法(1)塑料制品出现凹痕的原因及解决方法一、产生凹痕的原因1 、制品各部分厚度不同2、模具内在压力不足3、模具冷却不充分4、由于冷却时间不足而产生的变形二、相关联的知识1、在生产制品过程中,凹痕是不良现象中发生频率最高的,注入模具的塑料在冷却时发生体积收缩,早冷却部分即表面首先硬化,内部就会产生气泡,所谓凹痕,就是冷却慢的部分在气泡收缩的方向产生了显眼的凹面。
2、收缩性大的材料也容易产生凹痕。
当要改变成型条件来消除凹痕时,应该把设定条件往收缩小的方向设定。
即模温、料筒温度降低,射出压力提高,但是应该注意由此可能会引起残余内应力。
3、因为凹痕以不显眼为好,所以,如果不影响外观的时候,有故意在模具上加工成腐蚀的模样,例如纹状、粒状等。
还有,如果成型材料是HIPS时,用降低模温来降低光洁度也有效果。
但是这些方法一旦有凹痕发生,想修理磨光制品就有困难。
三、解决的方法1、即时:提高射出压力,延长射出保压时间,降低料筒温度和模具温度,在产生凹痕的地方强制冷却。
2、短期的:在产生凹痕的地方补上流边。
在产生凹痕的地方的材料通边有狭小的场所时,把这部分边厚。
3、长期的:应彻底避免设计制品厚度的差异。
容易产生凹痕的加强筋,狭长的形状应尽量短。
四.于材料的差异成型收缩性大的材料,凹痕也大。
例如PE、PP,即使只要稍微的加强筋,就会产生凹痕。
材料成型收缩率PS 0.002~0.006PP 0.01~0.02PE 0.02~0.05五、参考事项:1、当温度降低到不产生凹痕时,如果在模腔内的材料还有压力,应该考虑到不会产生凹痕了。
围绕在模具内的材料在模具内的压力即静压力,无论什么地方都是不一定的。
接近浇口部分的压力高,如果材料的通边宽,因为到各个角落的压力的传递,近浇口同远离浇口的地方的压力差跟全体的压力相比相差很小就不会产生凹痕,也就能得到不残留内部应力的制品。
而部分的材料在流入有困难的场所时,这个地方有高的压力,其他地方的压力降低就会产生凹痕。
注塑缺陷原因分析与解决方案一、变形/翘曲( Warpage )塑胶件产生翘曲变形,导致制品的效或引起尺寸误差和装配困难;翘曲变形是塑件最严重的质量缺陷之一。
变形产生原因:1、材料:物料收缩率大,如PA+GF的收缩率就很大,流动玻纤取向。
2、模具:(1)产品两侧,型腔与型芯间温度差异较大;(2)模具冷却水路位置分配不均匀,没有对温度很好地进行控制;(3)浇口方式和位置设计不合理,特别加纤料,流动规则很重要;(4)产品粘模引起变形,顶出不平衡导致变形;(5)模具排气不佳,导致模腔内注塑压力大。
3、成型工艺:(1)注塑压力过高或者注射速度过大;(2)料筒温度、熔体温度过高;(3)保压时间过长或冷却时间过短;(4)尚未充分冷却就顶出,由于顶针对表面施压造成翘曲变形。
4、产品结构(1)长条形结构翘曲加剧;(2)产品结构不对称导致不同收缩;(3)产品壁厚不均匀,突变或过薄,导致薄壁部分冷却较快引起翘曲。
解决方案:主要应从产品和模具设计方面着手解决,而依靠成型工艺调整的效果是非常有限的。
1、材料:(1)选择收缩性较小的材料,内部的长条形纤维会顺着流动方向发生取向。
沿着取向方向收缩小、垂直取向方向收缩大,取向引起的收缩不均会导致产品变形;(2)如PA66或PA+GF料都容易变形,评估时特别注意,提前做模流分析。
2、产品结构和模具:(1)由于塑胶从熔体转变为固体体积必然收缩,厚度大收缩大,厚度小收缩相对也小,收缩不均产生的内应力导致产品变形。
只能通过优化产品设计,尽量使产品壁厚均匀;(2)模具的冷却系统设计合理,使得产品能够冷却均匀平衡,控制模芯与模腔的温差。
(3)合理确定浇口位置及浇口类型,可以较大程度上减少产品的变形,一般情况下,可采用多点式浇口,在评估阶段多做几种模流分析方案来验证最小变形;(4)模具设计合理,确定合理的拔模斜度,顶针位置和数量,检查和校正模芯,提高模具的强度和定位精度;(5)改善模具的排气功能。
注塑件常见品质问题及原因分析、解决方法一、注塑件常见品质问题塑胶件成型后,与预定的质量标准(检验标准)有一定的差异,而不能满足下工序要求,这就是塑胶件缺陷,即常说的品质问题,要研究这些缺陷产生原因,并将其降至最低程度,总体来说,这些缺陷不外乎是由如下几方面造成:模具、原材料、工艺参数、设备、环境、人员。
现将缺陷问题总结如下:1、色差:注塑件颜色与该单标准色样用肉眼观看有差异,判为色差,在标准的光源下(D65)。
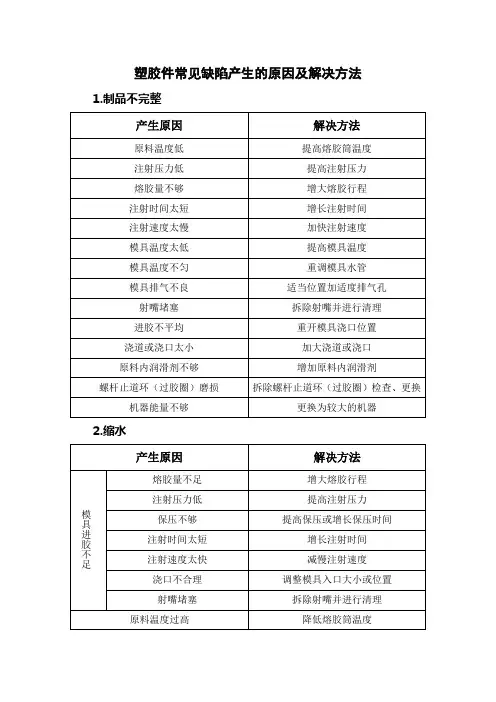
2、填充不足(缺胶):注塑件不饱满,出现气泡、空隙、缩孔等,与标准样板不符称为缺胶。
3、翘曲变形:塑胶件形状在塑件脱模后或稍后一段时间内产生旋转和扭曲现象,如有直边朝里,或朝外变曲或平坦部分有起伏,如产品脚不平等与原模具设计有差异称为变形,有局部和整体变形之分。
4、熔接痕(纹):在塑胶件表面的线状痕迹,由塑胶在模具内汇合在一起所形成,而熔体在其交汇处未完全熔合在一起,彼此不能熔为一体即产生熔接纹,多表现为一直线,由深向浅发展,此现象对外观和力学性能有一定影响。
5、波纹:注塑件表面有螺旋状或云雾状的波形凹凸不平的表征现象,或透明产品的里面有波状纹,称为波纹。
6、溢边(飞边、披锋):在注塑件四周沿分型线的地方或模具密封面出现薄薄的(飞边)胶料,称为溢边。
7、银丝纹:注塑件表面的很长的、针状银白色如霜一般的细纹,开口方向沿着料流方向,在塑件未完全充满的地方,流体前端较粗糙,称为银丝纹(银纹)。
8、色泽不均(混色):注塑件表面的色泽不是均一的,有深浅和不同色相,称为混色。
9、光泽不良(暗色):注塑件表面为灰暗无光或光泽不均匀称为暗色或光泽不良。
10、脱模不良(脱模变形):与翘曲变形相似,注塑件成型后不能顺利的从模具中脱出,有变形、拉裂、拉伤等、称为脱模不良。
11、裂纹及破裂:塑胶件表面出现空隙的裂纹和由此形成的破损现象。
12、糊斑(烧焦):在塑件的表面或内部出现许多暗黑色的条纹或黑点,称为糊斑或烧焦。