公差配合术语——解释
- 格式:doc
- 大小:318.50 KB
- 文档页数:13
公差配合术语——解释一、术语及定义1.尺寸——用特定单位表示长度值的数字。
2.孔——主要指圆柱形的内表面,也包括其它内表面中由单一尺寸确定的部分。
3.轴——主要指圆柱形的外表面,也包括其它外表面中由单一尺寸确定的部分。
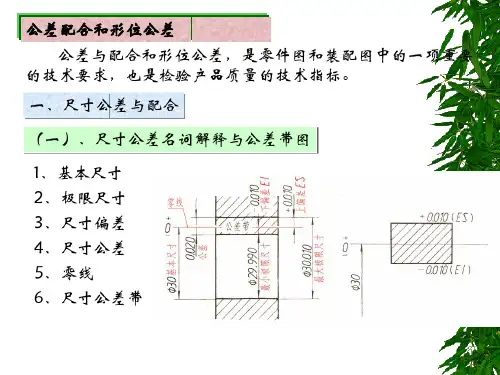
4.基本尺寸——设计给定的尺寸。
5.实际尺寸——通过测量所得尺寸。
(由于存在测量误差,所以实际尺寸并非尺寸的真值)6.极限尺寸——允许尺寸变化的两个界限值,它以基本尺寸为基数来确定。
7.尺寸偏差(简称偏差)——某一尺寸减其基本尺寸所得的代数差。
8.尺寸公差(简称公差)——允许尺寸的变动量。
(公差等于最大极限尺寸与最小极限尺寸之代数差的绝对值;也等于上偏差与下偏差之代数差的绝对值)9.零线——在公差与配合图解(简称公差带图)中,确定公差的一条基准直线,即零偏差线。
通常零线表示基本尺寸。
10.尺寸公差带(简称公差带)——在公差带图中,由代表上、下偏差的两条直线所限定的一个区域。
11.标准公差——本标准表列的,用以确定公差带大小的任一公差。
12.公差单位——计算标准公差的基本单位,它是基本尺寸的函数。
13.公差等级——确定尺寸精确程度的等级。
14.基本偏差——本标准表列的,用以确定公差带相对于零线位置的上偏差或下偏差,一般为靠近零线的那个偏差。
15.配合——基本尺寸相同的,相互结合的孔和轴公差带之间的关系。
16.间隙或过盈——孔的尺寸减去相配合的轴的尺寸所得代数差。
此差值为正时是间隙;为负时是过盈。
17.间隙配合——具有间隙(包括最小间隙等于零)的配合。
此时,孔的公差带在轴的公差带之上。
18.过盈配合——具有过盈(包括最小过盈等于零)的配合。
此时,孔的公差带在轴的公差带之下。
19.过度配合——可能具有间隙或过盈的配合。
此时,孔的公差带与轴的公差带相互交叠。
20.最小间隙——对间隙配合,孔的最小极限尺寸减轴的最大极限尺寸所得的代数差。
21.最大间隙——对间隙配合或过渡配合,孔的最大极限尺寸减轴的最小极限尺寸所得的代数差。
第一节公差与配合的基本术语及定义一、孔和轴(一)孔孔是指工件的圆柱形内表面,也包括其他内表面中由单一尺寸确定的部分。
孔的直径尺寸用D表示。
(二)轴轴是指工件的圆柱形外表面,也包括其他外表面中由单一尺寸确定的部分。
轴的直径尺寸用d表示。
二、尺寸(一)尺寸用特定单位表示长度的数值。
如直径、长度、宽度、高度、深度等都是尺寸。
(二)基本尺寸由设计给定的尺寸称为基本尺寸,一般要符合标准尺寸系列,以减少定值刀具、量具、夹具的种类。
(三)实际尺寸通过测量所得的尺寸称为实际尺寸。
由于存在测量误差,实际尺寸并非被测尺寸的真值。
(四)作用尺寸(1)孔的作用尺寸即在配合面全长上,与实际孔内接的最大理想轴的尺寸。
(2)轴的作用尺寸即在配合面全长上,与实际轴外接的最小理想孔的尺寸。
(五)极限尺寸允许尺寸变化的两个界限值称为极限尺寸。
两个界限值中较大的一个称为最大极限尺寸,较小的一个称为最小极限尺寸。
三、偏差与公差(一)尺寸偏差某一尺寸减去基本尺寸所得的代数差即为尺寸偏差(简称偏差)。
(1)上偏差最大极限尺寸减去基本尺寸所得的代数差称为上偏差。
孔的上偏差用ES表示,轴的上偏差用es表示。
(2)下偏差最小极限尺寸减去基本尺寸所得的代数差称为下偏差。
孔的下偏差用EI表示,轴的下偏差用ei表示。
(二) 尺寸公差允许尺寸的变动量称为尺寸公差(简称公差)。
公差等于最大极限尺寸与最小极限尺寸之代数差的绝对值;也等于上偏差与下偏差之代数差的绝对值。
孔和轴的公差分别用T h和T s 表示。
公差、极限尺寸及偏差的关系如下T h=︱D max-D min︱=︱ES-EI︱T s=︱d max-d min︱=︱es-ei︱公差与偏差的比较:1)偏差可以为正值、负值或零,而公差则一定是正值。
2)极限偏差用于限制实际偏差,而公差用于限制误差。
3)对于单个零件,只能测出尺寸“实际偏差”,而对数量足够多的一批零件,才能确定尺寸误差。
4)偏差取决于加工机床的调整(如车削时进刀的位置),不反应加工难易,而公差表示制造精度,反应加工难易程度。
公差与配合一、公差与配合的基本概念1、了解两个术语:1)标准公差:用来确定公差带大小的任一公差,数值可以根据公差等级和基本尺寸,在标准公差数值表上查得。
(公差没有正负,不能是零)2)公差等级:确定尺寸精确程度的等级,共分20级,IT01—IT18高←───公差等级─────低IT01、IT0、IT1、IT2.............IT18小 ̄───标准公差值───→大2、确定公差带的两个基本要素:1)、大小要素:由标准公差确定2)、位置要素:由基本偏差确定基本偏差: 用来确定公差带相对于零线位置的上偏差或下偏差,一般为靠近零线的那个偏差。
基本偏差的作用是确定了公差带相对于零线的位置,由于公差带的位置不同就可得到不同的配合,以满足各种配合性质的需要。
新国标就将这些确定公差带位置的基本偏差进行标准化,构成了一个基本偏差系列(共28种)孔/轴基本偏差代号A.a B.b C.c CD.cd D.d E.e EF.ef F.f FG.fg G.g H.h J.j JS.js K.k M.m N.n P.p R.r S.s T.t U.u V.v X.x Y.y Z.z ZA.za ZB.zb ZC.zc__孔的公差带代号↓例:¢20H7↑↑_公差等级代号(大小要素)│__孔的基本偏差代号(位置要素)3 配合:孔的尺寸减轴的尺寸的代数差1)间隙配合(X 都为正值)孔的公差带在轴的公差带之上。
配合公差=︱最大间隙-最小间隙︱ A.a—H.h属间隙配合2) 过盈配合:(Y都为负值) 孔的公差带在轴的公差带之下。
配合公差=︱最小过盈-最大过盈︱ P.p—ZC.zc属过盈配合3) 过渡配合 :孔的公差带与轴的公差带相互交叠。
配合公差=︱最大间隙-最大过盈︱ J.j K.k M.m N.n属过渡配合例题¢50+0.025 、0的孔与¢50+0.018,+0.002的轴配合,求最大间隙,最大过盈和配合公差Xmax=孔的最大-轴的最小=50.025-50.002=0.023mmYmax=孔的最小-轴的最大=50-50.018=-0.018mm配合公差=︱最大间隙-最大过盈︱=︱0.023-(-0.018)︱=0.0414 最大实体状态 MMC孔或轴具有的材料量为最多时的状态。
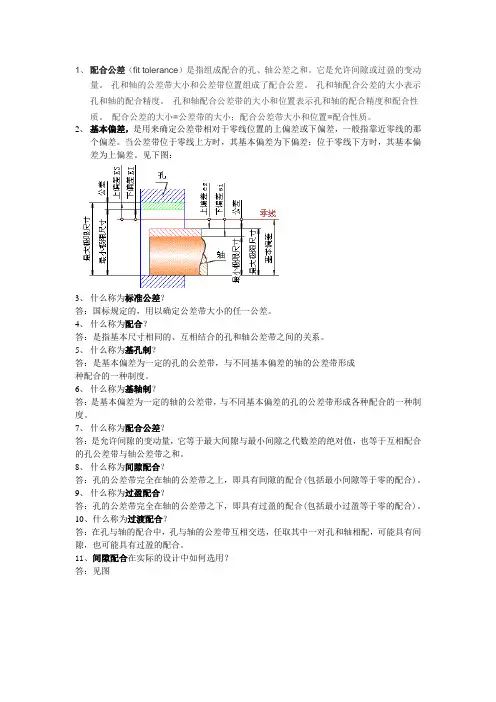
--公差与配合根底知识一.尺寸偏差和公差的术语及定义1.尺寸:用特定单位表示的数值.Ф20±0.05中20为根本尺寸.3.实际尺寸;实际测量所得的尺寸4.极限尺寸;指允许尺寸变化的两个界限值.其中:较大的一个称为最大极限尺寸较小的一个称为最小极限尺寸尺寸偏差=某一尺寸-根本尺寸偏差包括:实际偏差=实际尺寸-根本尺寸上偏差=最大极限尺寸—根本尺寸ES〔孔〕、es〔轴〕下偏差= 最小极限尺寸—根本尺寸EI〔孔〕、ei〔轴〕零线是在公差带图中,确定偏差的一条基准直线,也叫零偏差线二、有关配合的术语及定义1.配合——公差带之间的关系〔根本尺寸相同〕孔——轴 { 其差值为正是 X ;其差值为负是 Y}2.间隙配合——具有间隙〔含 Xmin =0 〕的配合。
孔在轴的公差带之上。
最大间隙 Xmax =Dmax -dmin =ES-ei最小间隙 Xmin =Dmax -dmax =EI-es平均间隙 Xp=1/2〔Xmax +Xmin 〕3.过盈配合——具有过盈〔含 Ymin =0 〕的配合。
孔在轴的公差带之下。
最小过盈 Ymin =Dmax -dmin =ES-ei最大过盈 Ymax =Dmin -dmax =EI-es平均过盈 Yp=1/2〔Ymin +Ymax 〕4.过渡配合——可能具有 X 或 Y 的配合。
此时孔轴公差带相互交叠。
公式用以上 X , Y5.配合公差——允许 X 或 Y 的变动量。
间隙配合:Tf= ∣Xmax -Xmin ∣过盈配合:Tf= ∣Ymin -Ymax ∣过渡配合:Tf= ∣Xmax -Ymax ∣结论:配合精度与零件的加工精度有关,假设要配合精度高,那么应降低零件的公差,即提高工件本身的加工精度。
反之亦然。
三.基准制 ------ 公差与配合标准对孔与轴公差带之间的相互位置关系,规定了两种基准制:基孔制和基轴制基孔制 -------- 基孔制中的孔称为基准孔,用 H 表示,基准孔以下偏差为根本偏差,且数值为零。
公差配合总结的知识点公差配合是指零件之间的尺寸关系,即公差是用来规定零件尺寸和形位误差的。
公差配合是机械产品制造中的重要环节,它直接影响着产品的质量和使用性能。
在实际生产过程中,合理的公差配合能够保证产品的可靠性和稳定性,降低生产成本,提高生产效率。
一、公差配合的基本概念1. 公差公差是指一定尺寸范围内的允许偏离值。
在实际生产中,由于零件制造的原因,很难做到尺寸的精确控制,因此需要规定一个允许偏差范围,这个范围就是公差。
2. 配合配合是指两个或两个以上零件在装配时的间隙和压合情况。
合适的配合能够保证零件能够正常地装配在一起,并且在运动过程中能够保持稳定。
3. 公差配合公差配合是指在设计和制造过程中,对零件的尺寸和形位误差进行合理的控制,以保证零件能够正常地配合在一起,并且在使用过程中能够满足设计要求。
二、公差配合的分类1. 尺寸配合尺寸配合是指零件之间的尺寸关系,包括间隙配合和压合配合两种。
(1)间隙配合间隙配合是指在零件装配时,零件之间留有一定的间隙,以便于安装和调整。
间隙配合通常用于轴与孔、轴承与轴等部件之间。
(2)压合配合压合配合是指在零件装配时,零件之间没有间隙,而是通过压力或力矩使其紧密结合。
压合配合通常用于销轴与轴孔、齿轮与轴等部件之间。
2. 形位配合形位配合是指零件之间的形位关系,包括平面配合、轴线配合、倾斜配合等。
(1)平面配合平面配合是指零件之间的平面间隙或重合关系,通常用于机床的滑块、机箱的盖板等部件之间。
(2)轴线配合轴线配合是指零件之间的轴线位置关系,通常用于轴承座与基座、机床的导轨等部件之间。
(3)倾斜配合倾斜配合是指零件之间的倾斜角度关系,通常用于机床的斜齿轮等部件之间。
三、公差配合的原则1. 实用性原则公差配合应以实用性为原则,即根据零件的使用情况和装配工艺,选择合适的公差配合方案。
2. 适度原则公差配合应以适度为原则,即在保证产品质量和稳定性的前提下,尽量缩小公差,降低生产成本。
公差与配合的基本术语及定义1. 公差呀,就好比给零件打造的一个合适“小窝”,让它们能刚刚好待在那里!比如说,螺丝和螺母,公差合适才能完美配合嘛!2. 配合,不就是两个零件之间的“默契”嘛!像钥匙和锁,它们的配合多重要啊!3. 公差范围,就像是给零件活动的一个特定“区域”,可不能超出这个范围哦!比如齿轮的转动,公差范围得把握好呀!4. 基本术语啊,那可是我们理解公差与配合的“钥匙”呢!像学习语言的单词一样重要!5. 上偏差,就像是给零件向上的一个“小限制”,可不能太过分啦!例如一个轴的尺寸上限。
6. 下偏差,这就是给零件向下的“底线”呀,不能突破哟!好比一个孔的最小尺寸。
7. 公差带,不就是零件的“舒适区”嘛!像给它们划定的一个特定范围。
8. 间隙配合,就好像两个人跳舞时的距离,不能太近也不能太远!比如轴和孔之间有一点空隙。
9. 过盈配合,那简直就是“紧紧相拥”呀!像两个紧紧嵌套的部件。
10. 过渡配合,这不就是一种“中间状态”嘛!有时候松一点有时候紧一点,就像天气有时晴有时阴。
11. 公称尺寸,这可是个重要的“标准”呢!就像我们买衣服的尺码一样。
12. 实际尺寸,那就是零件真正的“大小”啦!好比你量身高得到的数值。
13. 极限尺寸,这就是尺寸的“边界”呀,不能越界哦!像比赛的终点线一样。
14. 尺寸公差,不就是对尺寸的一种“管束”嘛!让它乖乖的在范围内。
15. 配合公差,这可是衡量配合好坏的“尺子”呢!像判断一场比赛精彩程度的标准。
16. 基孔制,就像是以孔为中心的“规则”呀!大部分情况都好用呢。
17. 基轴制,那就是围绕轴制定的“准则”嘛!也有它独特的用处。
18. 公差等级,这不就是给公差划分的“级别”嘛!越高要求越严格呀。
19. 形位公差,那可是对形状和位置的“严格要求”呢!像对一个舞蹈动作的精准把控。
20. 表面粗糙度,就像是零件表面的“粗糙程度指标”呀!越光滑要求越高呢。
我的观点结论:公差与配合的基本术语及定义真的超级重要,它们是机械制造等领域的基础呀,只有搞清楚这些,才能让各种零件完美配合,发挥出最大的作用!。
公差配合相关术语和及定义
1、配合
配合就是基本尺寸相同的、相互结合的孔与轴公差带之间的相配关系。
基孔制:基孔制是基本偏差固定不变的孔公差带,与不同基本偏差的轴公差带形成各种配合的一种制度。
基孔制的孔为基准孔,它的下偏差为零。
基准孔的代号为“H”。
ES 0
基轴制:基轴制是基本偏差固定不变的轴公差带,与不同基本偏差的孔公差带形成各种配合的一种制度。
基轴制的轴为基准轴,它的上偏差为零。
基准轴的代号为“h”。
es=0
基孔制配合与基轴制配合
2、三种配合类型:
○1间隙配合
○2过渡配合
○3过盈配合
间隙配合:当孔的公差带在轴的公差带之上,形成具有间隙的配合(包括最小间隙等于零的配合)。
过盈配合:当孔的公差带在轴的公差带之下,形成具有过盈的配合(包括最小过盈等于零的配合)。
过渡配合:当孔与轴的公差带相互交叠,既可能形成间隙配合,也可能形成过盈配合。
3、配合公差
允许间隙或过盈的变动量称为配合公差。
间隙配合:配合公差=最大间隙—最小间隙
过盈配合:配合公差=最大过盈—最小过盈
过渡配合:配合公差=最大间隙—最大过盈
配合公差=轴公差+孔公差
4、标准公差系列与基本偏差
○1、公差等级
标准公差共分20级:
IT01、IT0、IT1、IT2、…到IT18。
IT—标准公差。
IT7表示标准公差7级。
从IT01至IT18,公差等级依次降低,相应的标准公差数值依次增大。
○2基本偏差
基本偏差从A到Z,见下图:
见下图。
公差配合术语——解释一、术语及定义1.尺寸——用特定单位表示长度值的数字。
2.孔——主要指圆柱形的内表面,也包括其它内表面中由单一尺寸确定的部分。
3.轴——主要指圆柱形的外表面,也包括其它外表面中由单一尺寸确定的部分。
4.基本尺寸——设计给定的尺寸。
5.实际尺寸——通过测量所得尺寸。
(由于存在测量误差,所以实际尺寸并非尺寸的真值)6.极限尺寸——允许尺寸变化的两个界限值,它以基本尺寸为基数来确定。
7.尺寸偏差(简称偏差)——某一尺寸减其基本尺寸所得的代数差。
8.尺寸公差(简称公差)——允许尺寸的变动量。
(公差等于最大极限尺寸与最小极限尺寸之代数差的绝对值;也等于上偏差与下偏差之代数差的绝对值)9.零线——在公差与配合图解(简称公差带图)中,确定公差的一条基准直线,即零偏差线。
通常零线表示基本尺寸。
10.尺寸公差带(简称公差带)——在公差带图中,由代表上、下偏差的两条直线所限定的一个区域。
11.标准公差——本标准表列的,用以确定公差带大小的任一公差。
12.公差单位——计算标准公差的基本单位,它是基本尺寸的函数。
13.公差等级——确定尺寸精确程度的等级。
14.基本偏差——本标准表列的,用以确定公差带相对于零线位置的上偏差或下偏差,一般为靠近零线的那个偏差。
15.配合——基本尺寸相同的,相互结合的孔和轴公差带之间的关系。
16.间隙或过盈——孔的尺寸减去相配合的轴的尺寸所得代数差。
此差值为正时是间隙;为负时是过盈。
17.间隙配合——具有间隙(包括最小间隙等于零)的配合。
此时,孔的公差带在轴的公差带之上。
18.过盈配合——具有过盈(包括最小过盈等于零)的配合。
此时,孔的公差带在轴的公差带之下。
19.过度配合——可能具有间隙或过盈的配合。
此时,孔的公差带与轴的公差带相互交叠。
20.最小间隙——对间隙配合,孔的最小极限尺寸减轴的最大极限尺寸所得的代数差。
21.最大间隙——对间隙配合或过渡配合,孔的最大极限尺寸减轴的最小极限尺寸所得的代数差。
22.最小过盈——对过盈配合,孔的最大极限尺寸减轴的最小极限尺寸所得的代数差。
23.最大过盈——对过盈配合或过渡配合,孔的最小极限尺寸减轴的最大极限尺寸所得的代数差。
24.配合公差——允许间隙或过盈的变动量。
配合公差对间隙配合,等于最大间隙与最小间隙之代数差的绝对值;对过盈配合,等于最小过盈与最大过盈之代数差的绝对值;对过渡配合,等于最大间隙与最大过盈之代数差的绝对值。
25.基孔制——基本偏差为一定的孔的公差带,与不同基本偏差的轴的公差带形成各种配合的一种制度。
(基孔制的孔为基准孔,本标准规定的基准孔,其下偏差为零)。
26.基轴制——基本偏差为一定的轴的公差带,与不同基本偏差的孔的公差带形成各种配合的一种制度。
(基轴制的轴为基准轴,本标准规定的基准轴,其上偏差为零)。
27.最大实体状态(简称MMC)和最大实体尺寸:孔或轴具有允许的材料量为最多时的状态,称为最大实体状态(MMC)。
在此状态下的极限尺寸,称为最大实体尺寸,它是孔的最小极限尺寸和轴的最大极限尺寸的统称。
28.最小实体状态(简称LMC)和最小实体尺寸:孔或轴具有允许的材料量为最少时的状态,称为最少实体状态(LMC)。
在此状态下的极限尺寸,称为最少实体尺寸,它是孔的最大极限尺寸和轴的最小极限尺寸的统称。
29.孔或轴的作用尺寸——在配合面的全长上,与实际孔内接的最大理想轴的尺寸,称为孔的作用尺寸;与实际轴外接的最小理想孔的尺寸,称为轴的作用尺寸。
30.基本尺寸分段——对基本尺寸的分段规定于表1(参看GB1800-79标准第 7页)。
31.标准公差的等级、代号及数值:标准公差分20级,即:IT01、IT0、IT1至IT18。
IT表示标准公差,公差等级的代号用阿拉伯数字表示。
从IT01至IT18等级依此降低,各级标准公差的数值规定于表2。
(参看GB1800-79标准8页)。
32.基本偏差的代号:基本偏差的代号用拉丁字母表示,大写的为孔,小写的为轴各28个。
孔; A, B, C, CD, D, E, EF, F, FG, G, H, J, Js, K, M, N, P, R, S, T, U, V, X, Y, Z ,ZA, ZB, ZC 。
轴;a, b, c, cd, d, e, ef, f, fg, g, h, j, js, k, m, n, p,r, s, t, u, v, x, y, z, za, zb, zc 。
33. 偏差代号: 偏差代号规定如下:孔的上偏差 ES; 孔的下偏差 EI; 轴的上偏差 es; 轴的下偏差 ei 。
34. 轴的极限偏差:轴的基本偏差: 从a 到h 为上偏差; 从j 到zc 为下偏差; js 为上偏差(+2IT )或下偏差(-2IT) 轴的基本偏差数值规定于表3 。
(GB1800-79标准)轴的另一个偏差(下偏差或上偏差),根据轴的基本偏差和标准公差,按 以下代数式计算:ei = es – IT 或 es = ei – IT 35. 孔的极限偏差:孔的基本偏差:从A 到H 为下偏差; 从J 到ZC 为上偏差;Js 为上偏差(+2IT )或下偏差(-2IT )。
孔的基本偏差数值规定于表4 。
(GB1800-79标准)孔的另一个偏差(上偏差或下偏差),根据孔的基本偏差和标准公差,按 以下代数式计算: ES = EI+IT 或 EI = ES-IT 36. 公差带代号:孔、轴公差带代号用基本偏差代号与公差等级代号组成。
例:H8, F8, K7, P7等为孔的代号 ; h7, f7, k6, p6 等为轴的代号 ; 37. 基准制:本标准规定有基孔制和基轴制。
在一情况下,优先采用基孔制。
如有特殊 需要,允许将任一孔、轴公差带组成配合。
38. 配合代号:用孔、轴公差带的组合表示,写成分数形式,分子为孔的,分母为轴的。
例: H8/f7 或f7H8。
表示方法可以用以下示例之一: Φ50H8/f7或Φ5078f H ; 10H7/n6或1067n H 。
39. 配合分类:本标准的配合有三类,即间隙配合、过渡配合和过盈配合。
属于那一类 配合去决于孔、轴公差带的相互关系。
基孔制(基轴制)中:a 到h (A 到H )用于间隙配合;j到zc(J到ZC)用于过渡配合和过盈配合。
40.公差带及配合的选用原则:孔、轴公差带及配合,首先采用优先公差带及优先配合;其次采用常用公差带及常用配合,再次采用一般用途公差带。
必要时,可按本标准所规定的标准公差(表2)与基本偏差(表3、4)组成孔、轴公差带及配合。
41.极限尺寸判断原则(即泰勒原则):孔或轴的作用尺寸不允许超过最大实体尺寸。
即对与孔,其作用尺寸应不小于最小极限尺寸;对于轴,则应不大于最大师傅反对赶得上极限尺寸。
在任何位置上的实际尺寸不允许超过最小实际尺寸。
即对于孔,其实际尺寸应不大于最大极限尺寸;对于轴,则应不小于最小极限尺寸。
在孔的极限尺寸中,例如:Φ20+00.021,形状误差可能的极端情况见图9 。
在轴的极限尺寸中,例如:Φ20 0-0.018 ,形状误差可能的极端情况见图10 。
42.温度条件:本标准规定的数值均以标准温度(20°C)时的数值为准。
附录本附录是为了理解和使用本标准而提供的。
1.基本尺寸分段的计算值:在计算标准公差和基本偏差时,公式中的D用每一尺寸分段中首尾两个尺寸的几何平均值。
但在小于或等于3mm这一尺寸分段中,用1和3mm的几何平均值31 mm。
2.标准公差的计算公式:基本尺寸小于或等于500mm和基本尺寸大于500mm的标准公差计算公式分别列入附录表1和附录表2 。
基本尺寸小于或等于500mm,标准公差的计算公式μm 附表1表中i为公差单位:i =0.453D +0.001D式中i—以μm计;D—以mm计。
注:从IT6起,其规律为:每增5个等级,标准公差增加至10倍。
基本尺寸大于500mm,标准公差的计算公式μm 附表2表中I为公差单位:I=0.004D+2.1式中:I—以μm计;D—以mm计。
注:从IT6起,其规律为:每增5个等级,标准公差增加至10倍。
3.基本偏差的计算公式:(1)基本尺寸小于或等于500mm时,轴的基本偏差的计算公式列入附表3 。
(2)基本尺寸小于或等于500mm时,孔的基本偏差是从轴的基本偏差换算得来得。
换算的前提是:在孔、轴为同一公差等级或孔比轴底一级的配合条件下,当基轴制中孔的基本偏差代号与基孔制中轴的基本偏差代号相当(例如孔的F对应轴的f)时,使基轴制形成的配合(例如F6/h5)与基孔制形成的配合(例如H6/f5)相同。
根据这一前提,孔的基本偏差按以下两种规则换算。
基本尺寸小于或等于500mm,轴的基本偏差计算公式μm 表3Js=±2注:①式中:D的单位为mm。
②除j 和is 外,表中所列公式与公差等级无关。
a. 通用规则:孔与轴的基本偏差对应(例如A 对应a )时,两者的基本偏差 的绝对值相等,而符号相反(见附图)。
即: 或 EI=-es ES=-ei 通用规则适用于以下情况:△=I Tn I Tn-1上图是用Word 制作的、下图是用大恒做的图片插入的。
基本尺寸附图孔的基本偏差的计算规则对A至H: 因其基本偏差(EI)和对应轴的基本偏差(es)的绝对值都等于最小间隙的绝对值,故不论孔、轴是否采用同级配合,均按通用规格(即:EI=-es)。
对K至ZC: 因标准公差大于IT8的K、M、N和大于IT7的P至ZC,一般孔、轴采用同级配合,故按通用规则(即ES=-ei)。
但标准公差大于IT8, 基本尺寸大于3mm的N例外,其基本偏差ES等于零。
b.特殊规则:孔、轴基本偏差(ES和ei)的符号相反,而绝对值相差一个△值(见附图)。
即{△=ITn-ITn-1ES=-ei+△c.式中:ITn、ITn-1系指某一级和比它高一级的标准公差。
特殊规则适用于基本尺寸至500mm,标准公差小于或等于IT8的J、K、M、N和小于或等于IT7的至ZC。
此时,由于一般的配合采用孔的公差等级比轴低一级,为满足配合相同的要求,故ES和ei的绝对值相差一个△值。
(3)基本尺寸大于500mm时,孔和轴的基本偏差的计算公式列入附表4。
基本尺寸大于500mm,孔和轴的基本偏差计算公式μm基本尺寸大于500mm,孔和轴的基本偏差计算公式附表4注:①D的单位为mm。
②除Js和js外,表中列公式与公差等级无关。
4.尾数化正规则:在计算标准公差或基本偏差时,按附表5、附表6的规定化整。
基本尺寸小于或等于500mm,计算结果的尾数化整μm 附表5注:①经过化整的两个数,其和或差不在化整。
②在本标准的表2、表3、和表4中,为了使数值分布得更好,有的没有采用本附录的这一规则。