振动时效技术在铝合金箱形焊接构件中的应用
- 格式:pdf
- 大小:237.29 KB
- 文档页数:4
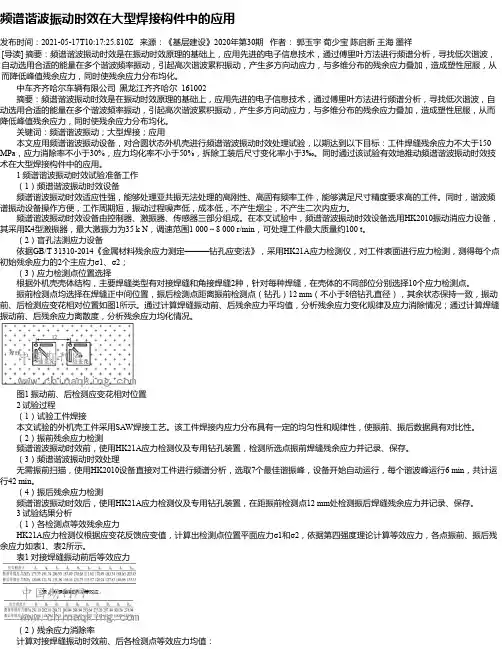
频谱谐波振动时效在大型焊接构件中的应用发布时间:2021-05-17T10:17:25.810Z 来源:《基层建设》2020年第30期作者:郭玉宇荀少宝陈启新王海墨祥[导读] 摘要:频谱谐波振动时效是在振动时效原理的基础上,应用先进的电子信息技术,通过傅里叶方法进行频谱分析,寻找低次谐波,自动选用合适的能量在多个谐波频率振动,引起高次谐波累积振动,产生多方向动应力,与多维分布的残余应力叠加,造成塑性屈服,从而降低峰值残余应力,同时使残余应力分布均化。
中车齐齐哈尔车辆有限公司黑龙江齐齐哈尔 161002摘要:频谱谐波振动时效是在振动时效原理的基础上,应用先进的电子信息技术,通过傅里叶方法进行频谱分析,寻找低次谐波,自动选用合适的能量在多个谐波频率振动,引起高次谐波累积振动,产生多方向动应力,与多维分布的残余应力叠加,造成塑性屈服,从而降低峰值残余应力,同时使残余应力分布均化。
关键词:频谱谐波振动;大型焊接;应用本文应用频谱谐波振动设备,对合圆状态外机壳进行频谱谐波振动时效处理试验,以期达到以下目标:工件焊缝残余应力不大于150 MPa,应力消除率不小于30%,应力均化率不小于50%,拆除工装后尺寸变化率小于3‰。
同时通过该试验有效地推动频谱谐波振动时效技术在大型焊接构件中的应用。
1 频谱谐波振动时效试验准备工作(1)频谱谐波振动时效设备频谱谐波振动时效适应性强,能够处理亚共振无法处理的高刚性、高固有频率工件,能够满足尺寸精度要求高的工件。
同时,谐波频谱振动设备操作方便,工作周期短,振动过程噪声低,成本低,不产生烟尘,不产生二次内应力。
频谱谐波振动时效设备由控制器、激振器、传感器三部分组成。
在本文试验中,频谱谐波振动时效设备选用HK2010振动消应力设备,其采用K4型激振器,最大激振力为35 k N,调速范围1 000~8 000 r/min,可处理工件最大质量约100 t。
(2)盲孔法测应力设备依据GB/T 31310-2014《金属材料残余应力测定———钻孔应变法》,采用HK21A应力检测仪,对工件表面进行应力检测,测得每个点初始残余应力的2个主应力σ1、σ2;(3)应力检测点位置选择根据外机壳壳体结构,主要焊缝类型有对接焊缝和角接焊缝2种,针对每种焊缝,在壳体的不同部位分别选择10个应力检测点。
第四章振动时效技术的原理及应用最近十多年来,国内外使用振动处理的方法消除金属构件内的残余应力,以防止构件变形和开裂,代替传统的热时效和自然时效。
这种技术在国外称做”VSR”技术,它是”Vibratory Stress Relief”的缩写,由于这种方法可以降低和均化构件内的残余应力,因此可以提高构件的使用强度,可以减小变形而稳定构件的精度,可以防止或减少由于热时效和焊接产生的微观裂纹的发生。
特别是在节省能源、缩短生产周期上具有明显的效果,因此被许多国家大量使用。
我们在该项技术的机理研究和应用上取得了较大的进展。
一、振动时效工艺的简单程序振动处理技术又称做振动消除应力法,在我国称做振动时效。
它是将一个具有偏心重块的电机系统称做激振器安放在构件上,并将构件用橡胶垫等弹性物体做支撑,如图所示。
通过控制器启动电机并调节其转速,使构件处于共振状态,约经20—30分钟的振动处理即可达到调整残余应力的目的。
图中的振动测试系统是用来监测动应力幅值及其变化的。
实际生产上使用中不需要做动应力监测,振动时效设备本身具有模拟振幅监测系统。
可见,用振动调整残余应力的技术是十分简单和可行的。
二、振动时效工艺特点振动时效之所以能够取代热时效,是由于该技术具有明显的优点。
1、机械性能显著提高经过振动时效处理的构件其残余应力可以被消除20%—80%左右,高拉应力区消除的比例比低应力区大。
因此可以提高使用强度和疲劳寿命,降低应力腐蚀。
可以防止和减少由于热处理、焊接等工艺过程造成的微观裂纹的发生。
可以提高构件抗变形的能力,稳定构件的精度,提高机械质量。
2、适用性强由于设备简单易于搬动,因此可以在任何场地上进行现场处理。
它不受构件大小和材料的限制,从几十公斤到几十吨的构件都可以使用振动时效技术。
特别是对于一些大型构件无法使用热时效时,振动时效就具有更加突出的优越性。
3、节省时间、能源和费用振动时效只需30分钟即可进行下道工序。
而热时效至少需要一至两天以上,且需要大量的煤油、电等能源。
振动时效在铝合金零件加工中的应用
张晓;杜战峰
【期刊名称】《新技术新工艺》
【年(卷),期】2008(000)007
【摘要】高强度铝合金在加工过程中的变形问题广泛存在,而残余应力是引起变形的关键因素.因此,研究如何去除残余应力、稳定铝合金零件尺寸具有重要的理论意义和工程应用价值.本文首先介绍了去除残余应力的常用方法及其特点,然后详述了振动时效去除残余应力的工艺和原理.然后在试验中通过检测刚加工完成时和放置90 d时,零件表面的平面度变化的方法比较了人工时效法、深冷处理法和振动时效法在去除实例零件残余应力时的效果.最后结果表明:振动时效在去除铝合金残余应力时较其它方法具有更好的效果.
【总页数】3页(P56-58)
【作者】张晓;杜战峰
【作者单位】西安电子工程研究所,陕西,西安,710100;西安电子工程研究所,陕西,西安,710100
【正文语种】中文
【中图分类】TH161
【相关文献】
1.振动时效在铝合金厚板应力消减中的局限与应用 [J], 廖凯;吴运新;郭俊康
2.振动时效在消除铸铝合金框架变形中的应用 [J], 刘赫;唐兄彬
3.振动时效在铝合金薄壁件加工过程中的应用 [J], 梁岩里;谢飞;左彬;田姜斌
4.振动时效工艺在不封闭薄壁筒形零件加工中应用 [J], 郭艳红
5.振动时效技术在铝合金箱形焊接构件中的应用 [J], 杨建
因版权原因,仅展示原文概要,查看原文内容请购买。
浅谈焊接结构件振动时效处理应用研究作者:刘振来源:《装饰装修天地》2018年第21期摘要:振动时效技术的应用已经很多年了,但至今,真正能用于指导生产的理论基础尚无定论,虽然振动时效没有科学的理论支持,但实际应用是不可置否的。
大量的实践证明,振动时效是非常实用的一项技术,国内外已有诸多文章及一些技术资料已证明了这一结论,其应用效果也是一致被公认的。
然而由于种种误区,科学研究的成果远远落后于实际应用,但我们相信,随着科学的发展,一定会给予振动时效一个科学答案的。
由于这项技术所独具的工艺特点,还有许多人对它的工作原理处于模糊状态,进而对这项技术的应用前景持怀疑态度。
为了振动时效的推广,下面针对振动时效的工作原理、技术应用问题及技术发展前景做一探讨。
关键词:焊接;震动;实效处理1 引言随着科学技术的发展,在机械加工制造业中,焊接结构件的应用越来越广泛.焊接结构件焊后消除应力的方法,越来越多地用振动时效取代热处理。
实践证明,采用振动时效方法消除焊接应力,既保证了产品质量,又提高了生产效率,而且还节约了大量能源,从而降低了制造成本。
但对于超高强度钢的焊接结构件,特别是马氏体组织的焊接件的振动时效,一直被认为是禁区.针对这种现状,本文详尽叙述了振动时效应用原理及我厂超高强度钢的焊接结构件振动时效处理的应用情况,结果证实,其应用效果可靠,可行。
2 应用中的问题振动时效技术发展的初期,由于其技术应用不成熟,振动时效设备不够完善,给应用振动时效技术带来诸多的困难。
首先在各单位应用时,相关部门需得到振动时效后的检测数据,这主要是对振动时效这门技术还不了解。
其实振动时效的目的并不是想要消除多少应力,主要原理是使工件的内应力平衡,使工件内部应力水平处于一个稳定的状态。
简单地说,就是说使工件或部件内部的最高应力值降低,工件内部的最低应力值提升。
在使用过程中,如果振动时效前测出残余应力最高值时,经过振动时效后发现,最高残余应力值降低了,这是人们普遍可以接受的。
振动时效技术的原理及应用振动时效技术是一种通过施加机械振动来改善材料性能的方法。
它基于振动对材料微观结构的影响,通过控制振动参数和时效工艺来实现材料性能的优化。
振动时效技术已经被广泛应用于金属、陶瓷、复合材料等领域,在材料制备、强化和改性等方面取得了显著的效果。
振动时效技术的原理主要包括两个方面:物理效应和化学效应。
首先,物理效应是指振动对材料内部结构的改变。
振动能够调整和排布材料的晶格缺陷,如晶格位错、孪晶和晶界等。
振动还能够促进材料中的原子扩散,使得原本困扰材料性能的缺陷部位得到修复。
此外,振动还能改善材料中的晶粒生长,细化晶粒颗粒尺寸,提高材料的力学性能。
其次,化学效应是指振动对材料内部化学反应的促进作用。
振动能够加速材料中的气体和溶液的弥散和成分均匀分布,提高反应速率。
振动时效还能促进化学反应中的质量转移和相界面扩散,加速组分的重分布和形核生长,从而得到更加均匀和细小的相结构,提高材料的性能。
振动时效技术在材料制备中的应用非常广泛。
首先,振动时效可用于材料的强化。
金属材料经过振动时效处理后,晶粒尺寸变小,晶界密度增加,从而使材料的强度、硬度和韧性等力学性能得到显著提高。
此外,振动时效能够提高材料的疲劳寿命和耐腐蚀性能,有效防止材料的疲劳和蠕变失效。
其次,振动时效技术还能够用于材料的改性。
通过振动时效处理,可以改变材料的组织结构和相成分,从而得到具有特定性能的新型材料。
例如,陶瓷材料的韧化处理、固溶体的析出和晶界清洁化等都可以通过振动时效来实现。
此外,振动时效技术在粉末冶金和纳米材料制备中也得到了广泛应用。
振动可以调控粉末粒度和分布,减少颗粒之间的结合能,促进粉末的烧结和致密化。
总之,振动时效技术通过物理效应和化学效应改善材料性能。
其原理在于振动对材料微观结构的调控和材料化学反应的促进。
该技术在材料制备、强化和改性等方面具有广泛应用前景,对于提高材料性能,开发新材料具有重要意义。

铝型材在震动中的应用《铝型材在震动中的应用》我想给你们讲一个关于我朋友小李的故事。
小李是一个热爱机械的小伙子,他在一家制造小型发电机的工厂里工作。
这个工厂不大,但是里面的设备却不少,整天都能听到机器运转的嗡嗡声。
有一天,我去他的工厂参观。
一进去,就看到小李皱着眉头站在一台正在运转的发电机旁边,旁边还有他的师傅老王。
我好奇地走过去,问小李:“你这是怎么了?看着像遇到了什么大难题似的。
”小李无奈地指了指那台发电机说:“你看,这发电机一运转起来就震动得厉害,就像一个人在不停地哆嗦,这样不仅噪音大,而且还很容易损坏零件呢。
”老王在旁边点了点头,接着他的话说道:“是啊,我们一直在想办法解决这个震动的问题。
你看这周围的支架,之前用的是普通的钢材,但是在这种持续震动的情况下,很容易出现疲劳变形,就像一个人长时间干重活,身体总会吃不消一样。
”我听了之后,也觉得这是个棘手的问题。
就在我们都愁眉不展的时候,小李突然眼睛一亮,说:“师傅,我们为什么不试试铝型材呢?”老王疑惑地看着他:“铝型材?那玩意儿能行么?”小李自信地解释道:“师傅,您想啊,铝型材就像是一个柔韧性很好的舞者。
它重量轻,在震动环境下,自身的惯性就小,就不会像那些沉重的钢材一样,被震动弄得‘晕头转向’。
而且,铝型材的强度可并不低,就像一个看起来瘦弱但实际上很有力量的运动员,它能够承受一定的力量而不变形。
”老王听了小李的话,若有所思地摸了摸下巴。
小李看到师傅有点心动,就继续说道:“我们可以用铝型材来重新打造这个发电机的支撑结构,就像给这个爱哆嗦的‘病人’换上一套轻便又结实的骨架。
而且,铝型材的表面处理也比较容易,可以防止在使用过程中被腐蚀,就像给这个骨架穿上了一层保护衣。
”于是,他们决定试一试。
小李和老王开始动手,他们精心地测量、切割、组装铝型材。
在这个过程中,我看到小李的眼睛里闪烁着兴奋的光芒,他的动作迅速而又准确,就像一个正在完成杰作的艺术家。
而老王呢,虽然年纪大了些,但经验丰富,他在旁边时不时地指点一下小李,就像一个沉稳的领航员。
焊接构件的振动时效技术焊接构件的振动时效技术是对已焊接成型的构件进行振动处理,用以降低和均化由於焊接造成的残余应力。
而振动焊接是首先将被焊部件进行振动,且边振动边焊接,直到焊完为止。
这种振动是在肯定频率范围内的稍微振动,其作用如下:首先,当焊缝金属在熔溶状态时,振动可以使组织发生变化,晶粒得以细化。
焊缝晶粒细化必将使材料力学性能得到提高;其次在有温度作用下,焊缝处材料屈服极限很低,因此振动很简单使热应力场得到缓解,极易发生热塑性变形,而释放受约束应变,使应力场梯度削减,故使最终的焊接残余应力得到降低或均化;第三由于振动,在结晶过程中使气泡杂质等简单上浮,氢气易排解,焊缝材料与母材过渡连接匀称、平缓,降低应力集中,提高焊接质量。
因此振动焊接可以有效地防止焊接裂纹和变形,提高构件的疲惫寿命,增加机械性能。
振动焊接技术是在振动时效技术基础上进展起来的。
但振动焊接技术的作用明显优於振动时效技术。
振动时效技术是在构件焊好后使用的处理技术,只能对焊接残余应力起到降低和均化作用,而振动焊接技术从焊接开头就起到细化晶粒的作用,接着在热状态下通过热塑性变形来调整应变而降低残余应力。
因此,可以说振动焊接从一开头就起到了防止焊接裂纹和削减变形的作用。
提高焊接质量是优於振动时效技术的最突出优点。
做为振动焊接,它并不要求构件必需达到共振状态,只要达到某一频率范围内且具有肯定的振幅就可以,因此振动焊接技术可以在任何构件上应用。
特殊是在大型结构件焊接修复时,振动焊接就完全可以实现,焊后不再使用热时效处理。
在这里必需说明的是"振动焊接技术'包括两个方面,即"焊接技术'与"焊接振动技术'两个内容。
这里说的"焊接技术'就是正常的焊接技术,而"焊接振动技术'就是在焊接过程中依据不同构件施加一种不同参数的机械振动。
这一章就是讨论关於"振动焊接'的作用和"振动焊接'的工艺参数选择原理。
铝合金厚板振动时效工艺以及效果的研究的开题报告一、研究背景随着我国经济的快速发展,高速铁路、航空航天、汽车、船舶等制造业的需求不断增加,对高强度、高韧性、高耐久性的铝合金产品的需求也越来越高。
而铝合金厚板作为一种广泛应用于各种行业的材料,在很大程度上满足了市场的需求。
但是,由于铝合金厚板制造工艺复杂、成本较高,在实际应用中常常会遇到振动疲劳、裂纹扩展等问题,影响产品的使用寿命。
研究铝合金厚板的振动时效工艺可以有效地改善铝合金产品的性能,提高其使用寿命,进而满足市场需求。
因此,针对铝合金厚板振动时效工艺以及效果进行研究,具有重要的现实意义和科学价值。
二、研究目的本研究旨在探索铝合金厚板振动时效工艺的优化方法,提高铝合金产品的性能,减少振动疲劳、裂纹扩展等问题,提高产品使用寿命。
具体目标如下:1. 研究不同的振动时效工艺对铝合金厚板性能的影响。
2. 探究不同工艺参数对铝合金厚板振动时效效果的影响,并对其进行优化。
3. 分析振动时效工艺的优化对铝合金厚板材料、组织和微观结构的影响。
三、研究内容1. 文献综述对铝合金厚板的振动时效工艺相关文献进行综述,了解其发展历程、现状及存在问题、研究现状及进展等。
2. 材料试制选取铝合金厚板样品进行试制,进行振动时效处理,并根据不同处理工艺制备不同的试样。
3. 试验分析采用拉伸试验、硬度试验、金相分析、扫描电镜等测试手段,对样品进行性能测试和结构分析,探究振动时效工艺对铝合金厚板性能的影响。
4. 结果分析根据试验结果进行数据分析,得出结论并进行讨论,提出适合铝合金厚板振动时效的优化工艺方案。
四、研究意义1. 探究铝合金厚板振动时效工艺,为提高铝合金产品的性能,延长生命周期提供技术支持。
2. 优化铝合金厚板振动时效工艺,可以提高产品质量和效率,同时降低生产成本。
3. 研究振动时效工艺对铝合金厚板材料、组织和微观结构的影响,可以为相关领域的开发和研究提供新思路和方向。
五、研究计划和进度安排1. 文献综述:1个月2. 材料试制:2个月3. 试验分析:3个月4. 结果分析:1个月5. 论文撰写:1个月总计:8个月预计完成时间:20xx年xx月。
焊接结构件论文振动时效处理论文:焊接结构件振动时效处理摘要:大型焊接结构件存在较高的宏观残余应力。
通常采用热时效(tsr)消除宏观残余应力,这就要求有较大的设备,花费大量工时,耗费很多电能,投资很高,而且污染环境。
而用振动时效方法(vsr)可以节省95%以上的工时、设备、资金和能源,而且不会污染环境。
本文在试验和实践的研究基础上,对振动时效机理分析,得出振动时效(vsr)去除焊接构件残余应力的效果。
关键词:焊接构件;振动时效;宏观残余应力;热时效一.前言大型焊接结构件存在较高的宏观残余应力。
通常采用回火来消除宏观残余应力,即热时效(thermal stress relief 简称tsr)消除宏观残余应力,这就要求有较大的设备,花费大量工时,耗费很多电能,投资很高,而且污染环境。
用振动时效方法(vibration stress relief简称vsr)可以节省95%以上的工时、设备、资金和能源,而且不会污染环境。
同时构件在服役过程中不会出现宏观残余应力回升。
探讨振动时效(vsr)取代热时效(tsr)去除焊接构件残余应力,本文在试验和实践的研究基础上,对振动时效机理分析,得出选择振动失效取代热时效的工艺。
二.焊接结构件振动时效1.设备仪器及材料振动时效设备采用黑龙江海伦振动设备厂生产的vsr-n06激振器及控制箱。
材料为焊接结构件,重10余吨,焊接钢板有多种厚度,形状为长矩形。
2.振动时效工艺振动时效总工艺框图见图1,由控制箱控制激振器转速,使工件产生共振。
由加速度传感器得到信号反馈给控制箱,从控制箱仪表可以直接读出共振频率及振幅,供控制人员参考。
3.振动时效过程vsr-n06全自动振动消除应力专家系统具有很高的自动控制性能,按使用说明书介绍的基本工艺方法操作,直到打印数据和曲线达到jb/t5926-91,jb/t10375-2000的要求。
三.残余应力测量盲孔法残余应力测量见表1。
四.分析大量的实验,金属在其弹性极限的1/4应力作用下,有个别晶粒发生塑性变形,可以观察到位错运动留下的痕迹。
振动时效消除应力引言振动时效是一种通过振动作用来消除金属材料内部应力的方法。
在金属材料加工、焊接、热处理等过程中,常常会产生各种应力,如残余应力、应力集中等。
这些应力不仅会影响材料性能和使用寿命,还可能导致材料发生变形、开裂等问题。
振动时效是通过施加一定的振动载荷来调控金属材料的内部结构,以达到消除应力的目的。
本文将介绍振动时效的原理、应用范围和效果评估方法。
一、振动时效原理振动时效是基于振动疲劳原理而发展起来的一种技术。
振动载荷可以有效地改变金属材料的内部结构,进而改善其力学性能。
具体来说,振动时效的原理可以归纳为以下几个方面:1. 相互作用原理:振动载荷作用下,材料内部的晶界、位错、空位等缺陷会发生移动和聚合,从而消除应力集中。
2. 晶粒细化效应:振动时效可以通过晶界间的滑动和重排,使晶粒得到细化和均匀分布,从而提高材料的强度和韧性。
3. 相变效应:振动时效可以引发材料内部的相变,如固相析出、溶质冷凝等,从而改变材料的组织结构和性能。
二、振动时效的应用范围振动时效可以在多个领域中得到应用,以下是一些常见的应用范围:1. 金属材料加工:在金属材料的加工过程中,常常会产生残余应力,例如锻造、轧制、拉伸等过程。
通过施加一定的振动载荷,可以有效地消除这些残余应力,减小材料的变形和开裂风险。
2. 焊接工艺:焊接过程中会产生大量的热应力和残余应力,严重影响焊接接头的性能。
振动时效可以通过调节焊接区域的应力分布,减小残余应力,提高焊接接头的强度和韧性。
3. 金属热处理:金属热处理过程中常常会产生应力,如淬火应力、回火应力等。
振动时效可以在热处理过程中施加振动载荷,使得应力得到释放和调整,从而得到更好的组织和性能。
三、振动时效效果评估方法评估振动时效效果的方法有很多种,下面介绍几种常用的方法:1. X射线衍射:通过对振动时效后的材料进行X射线衍射分析,可以得到材料的晶体结构、残余应力等信息,从而评估振动时效的效果。
振动时效在铝合金薄壁件加工过程中的应用梁岩里;谢飞;左彬;田姜斌【摘要】介绍了振动时效法消除残余应力的机理,通过进行振动前后残余应力测试,验证了振动时效在铝合金薄壁件加工中的有效性,通过进行振动时效在薄壁件加工过程中的工艺,运用试验,得出振动时效在薄壁件加工中的应用方案.【期刊名称】《航空制造技术》【年(卷),期】2016(000)006【总页数】3页(P85-87)【关键词】薄壁件;振动时效;残余应力【作者】梁岩里;谢飞;左彬;田姜斌【作者单位】航天五院北京卫星制造厂,北京100086;航天五院北京卫星制造厂,北京100086;航天五院北京卫星制造厂,北京100086;航天五院北京卫星制造厂,北京100086【正文语种】中文高强度铝合金精密薄壁支架类零件由于比强度高、相对重量较轻等优点,广泛应用于卫星和飞船等航天器结构机构中。
由于该类零件材料加工应力大,容易产生加工变形,加工精度难以保证。
零件在加工过程中需进行消除应力处理,以减小加工变形。
薄壁支架在以往的加工中,通常采用多工序间多次进行热时效消除应力的方式。
由于多次热时效后材料性能将发生改变,影响零件使用。
而零件进行热时效次数少,则应力去除效果不理想,不能彻底消除零件的残余应力或使应力分布匀化,无法满足加工精度要求。
振动时效法消除残余应力与传统的热时效和自然时效[1-2]相比,具有节省能源、效率高、适应性强、使用方便等特点,并且能进行多次时效。
本文选取航天器典型薄壁件(图1)作为研究对象,对振动时效消除残余应力的机理,在铝合金薄壁件加工中的应用效果及工艺运用进行研究,获得振动时效在薄壁件加工中的应用方案。
1 振动时效机理图1 典型薄壁件Fig.1 Typical thin-walled parts振动时效(VSR)消除残余应力使工件获得尺寸稳定性的机理可以从宏观和微观两方面解释:宏观上,当σ动+σ残≥σS时(σ动为激振器施加给工件的周期性动应力,σ残为残余应力,σS为材料屈服强度极限),工件会产生少量的塑性变形,使残余应力峰值下降,原来不稳定的残余应力得到松弛和匀化。