热轧带钢表面质量检测系统的工程设计与实践_刘钟
- 格式:pdf
- 大小:457.21 KB
- 文档页数:5
表面质量检查仪在热轧机组生产线中的应用王勇【摘要】In this paper,the structure and principle of surface quality inspection instrument are described.The practical application of the equipment in the production process is explained,which provides reference for the peers.%介绍了用于带钢轧制过程表面质量监控的检查仪的结构及原理,并说明了该设备在生产过程中的实际应用情况,以供同行参考.【期刊名称】《无损检测》【年(卷),期】2018(040)004【总页数】3页(P70-72)【关键词】热轧;表面质量检查仪;分类;质量控制【作者】王勇【作者单位】本溪钢铁集团公司质量管理中心,本溪117000【正文语种】中文【中图分类】TG115.28由于热轧生产环境复杂,带钢表面常会出现结疤、夹杂、辊印、铁皮、划伤、孔洞、裂纹等缺陷,从而影响热轧产品的质量。
德国百视泰(Parsytec)公司研制的表面质量检查仪是能对高速运动的热轧带钢表面缺陷进行在线自动检测和分级的系统,已成功应用于欧洲和美国的连轧机和CSP(薄板坯连铸连轧)生产线上,取得了良好效果。
1 表面质量检查仪的作用2008年,笔者所在公司为1700热轧机组生产线增设了表面质量检查仪(Parsytec)。
该Parsytec HTx 5.0系统是建立在100%软件工具基础上的,其与标准PC硬件及频闪氙照明的录像机相结合,可根据表面缺陷的类型和严重程度以及其在带钢上的位置,对所有缺陷进行分级记录,客观地对缺陷进行评估;并可提供对整个热轧带钢表面质量的准确鉴定以及完整记录。
此设备的应用,打破了检查员只能靠人工检查钢卷的传统方法,实现了百分之百地检查钢卷表面,做到了对钢卷生产的全过程监控;同时,可以提供钢卷表面质量实时相关数据,以便于后续的分析。
热轧带钢上下表面检测仪方聪丽(中冶赛迪公司自动化事业部, 重庆 400013)[摘要]介绍了上下表面检测仪在热轧带钢厂的应用,对上下表面检测仪的系统构成,主要技术参数,安装设计,相关条件进行了论述。
[关键词]摄像机氙照明上表面检测器 TS 下表面检测器 BS GB 以太网1前言随着照相技术数字化、网络化的发展,PC 计算机的性能日益增强,GB 以太网的出现,上下表面检测仪的生产技术也随着进行了一系列硬件软件的改进,使其硬件的组成越来越小,越来越少,性价比越来越高,实行 100%的工业化标准部件,GB以太网摄像机,WWW 操作运行,开放性增强,性能增强,操作培训越来越方便易学,调试时间缩短,系统的可靠性增强,故障率减少。
上下表面检测仪的缺陷检测、缺陷分类,生成的产品质量报告对产品的质量分级及有效利用,提高了产品对不同应用领域的合格率及有效利用,减少因缺陷导致的浪费,对提高经济效率有着重要的价值意义,故国外许多大型造纸厂,板材生产厂从上世纪 80 年代就开始使用上下表面检测仪进行质量跟踪、分析,形成质量报告,对产品的销售使用起指导作用。
国内热轧带钢厂使用上下表面检测仪大概在 2003 年开始使用。
现在有许多新建的热轧带钢厂和改造的热轧带钢厂都相继设置了上下表面检测仪。
这是钢铁技术发展的必然趋势。
2上下表面检测仪 SIS 的配置关于上下表面检测仪 SIS(SURFACE INSPECTIONSYSTEM)的配置,现以德国百视太(Parsytec)公司2006 年 5 月推出的新系统espresso SI 为例(带钢宽度以 1500mm~2000mm)进行介绍,其配置见图 1所示。
图1 上下表面检测仪SIS的配置图带钢的宽度不同,其摄像机、氙照明灯的个数不同,上表面检测器 TS、下表面检测器 BS 的支架大小也不同。
摄像机、氙照明灯可分别在支架上移动,找到最佳检测位置后固定。
上下表面检测器均配有光路保护器,下表面检测器的光路保护器还设置排水管,每个摄像机 1 根排水管,照明灯侧两端各设 1 根排水管。
热轧带钢表面在线自动检测系统(摘自中国金属学会网张树堂、周积智综述)对热轧带钢表面缺陷在线进行检测和分级的光学系统,在德国的百视泰(Parsytec)公司研制成功并应用于欧洲和美国的连轧机和CSP生产线上取得良好效果。
该系统是目前世界上唯一能对高速运动的热轧带钢表面缺陷进行在线自动检测和分级的系统。
ParsytecHTS-2W建立在100%软件工具基础上,它与标准PC硬件及频闪氙照明的录像机相结合,可根据表面缺陷的类型和严重程度,以及在带钢上的位置,对所有缺陷进行分级记录,可完全替代人工目测,防止目测的主观性和漏判,客观地对缺陷进行评估,不再依赖于专业人员的技能,并可提供对整个热轧带钢表面的准确鉴定以及完整的记录。
系统由三个主要部分组成:(1)影像传感系统。
在工业标准录像机基础上,采用两个频闪氙闪光灯,保证红热带钢上的缺陷清晰可见。
这些装置安装在仪表房中,录像头一般距热带钢0.8~2.0m,以避免强热辐射和被带钢碰坏。
用一排录像机捕获整个带钢表面,录像机数取决于带钢宽度和所要求的清晰度。
为了在有效范围内能够捕获整个带钢表面而无任何遗漏,录像机视场可在横幅方向上重叠。
清晰度是按所要检测的最小缺陷尺寸设计的。
如果在较后阶段要求更高清晰度,则可再增设几台录像机和PC机。
(2)检验用计算机。
包括几台pentiumPC的高性能系统执行软件,对每台录像机的所有影像进行分析和检测异常,缺陷的类型和严重程度通过比较缺陷数据库中的相似缺陷特性的方法来进行分级。
对特定带钢相同级别的缺陷可作聚类分析,将若干个小缺陷归并成一个大面积缺陷,如氧化铁皮。
还可采用频率分析,来识别造成重复缺陷的轧辊。
缺陷分级系统冷轧宽带钢轧机发展的新势头。
目前美国等发达国家,不仅大力推进薄(中厚)板坯连铸连轧生产线的建设,生产低成本薄规格的热轧宽带钢,同时还加速建设和改造冷轧宽带钢轧机,扩大冷轧宽带钢和涂镀层板等高附加值产品在钢材生产中的比例,据统计,近年来热轧板带转化为冷轧宽带钢和涂镀层板的比例不断提高,美国已达90.7%,日本为81.5%,欧盟为76.2%,表明了国际上钢材生产结构调整动向的一个方面。
新型热轧带钢在线表面检测系统
佚名
【期刊名称】《涟钢科技与管理》
【年(卷),期】2004(000)005
【摘要】德国蒂森—克虏伯钢铁公司最近开发了一套新的热轧带钢在线表面检测系统。
该系统由视频摄像仪、氙闪光灯和拥有专用软件的计算机组成。
目前该系统已安装在蒂森一克虏伯钢铁公司的4台带钢热轧机上。
【总页数】1页(PF003)
【正文语种】中文
【中图分类】TF088
【相关文献】
1.基于LED光源的热轧带钢表面质量在线检测系统的开发与应用 [J], 何永辉;苗润涛;陈云;梁爽;费江华
2.梅山钢铁热轧带钢表面质量检测系统气动导向翻板装置的设计及应用 [J], 刘镇原
3.新型冷轧带钢表面缺陷在线检测系统 [J], 罗志勇;刘栋玉
4.热轧带钢表面缺陷检测系统的现场应用 [J], 王宏军; 杨伟; 史红林; 李耀辉; 张云錦; 王鸿翔; 刘树伟; 江罩林
5.热轧带钢表面在线检测系统应用分析 [J], 李显[1];陈小龙[1];宁光霜[2]
因版权原因,仅展示原文概要,查看原文内容请购买。
热轧钢材表面质量评价及工艺优化研究热轧钢材是一种常见的金属制品,广泛应用于建筑、机械、汽车、船舶等领域。
表面质量是决定热轧钢材的一项重要性能指标,直接影响到其使用寿命和使用效果。
因此,对热轧钢材表面质量的评价和工艺优化进行研究具有重要的理论和实际意义。
热轧钢材表面质量主要包括光泽度、平整度、表面缺陷等指标。
光泽度是指热轧钢材表面反射光线的能力,高光泽度能提高观感品质和市场竞争力。
平整度是指钢材板面的凸凹度,过高的平整度容易引起板材形变、厚度误差等问题。
表面缺陷包括划伤、氧化、裂纹、锈蚀等影响钢材表面光洁度和装饰效果的因素。
热轧钢材表面质量评价方法主要包括目测评估和仪器检测两种方式。
目测评估是运用肉眼观察钢材表面的光洁度、平整度和缺陷情况,根据一定的判据进行评估。
仪器检测是利用现代化的检测设备,如显微镜、扫描电镜等,对钢材表面进行高精度、高分辨率的扫描和测量,以获得更加客观准确的数据。
针对热轧钢材表面质量评价中存在的问题,研究者进行了一系列的工艺优化研究。
例如,通过调整轧制温度和轧制速度,降低辊系磨损和表面缺陷;采用合适的轧制工艺和辊系结构,改善钢材的平整度和光泽度;优化轧制过程中的冷却方式和参数,减少表面缺陷的产生等。
这些研究对提高热轧钢材表面质量具有重要的指导意义。
另外,近年来,人工智能技术在热轧钢材表面质量评价和工艺优化中得到了广泛应用。
利用人工智能算法和模型,对大量的生产数据进行分析和处理,可以实现钢材表面质量预测和工艺优化的智能化。
例如,通过机器学习算法建立钢材表面缺陷的预测模型,准确预测钢材表面缺陷的发生概率和位置,从而提前采取措施进行调整和优化。
这种智能化的方法有助于提高工艺优化的效率和准确性。
综上所述,热轧钢材表面质量评价及工艺优化研究对提高热轧钢材的质量和市场竞争力具有重要意义。
未来,我们可以进一步深入研究热轧钢材表面质量评价的新方法和新技术,不断优化钢材的生产工艺,提高钢材的表面质量和性能,满足不同领域对热轧钢材的需求。
热轧带钢表面质量控制要点及其前沿技术通过对热轧带钢表面质量缺陷的分析研究发现,由于热轧板带材生产工艺的特殊性,以及加上大的轧制力和低温轧制技术,这些特点使得板形缺陷-氧化皮压入成为板带材的主要表面缺陷。
因此除板形及尺寸方面的问题外,防止出现氧化皮成为压入板带钢表面质量控制的重点。
1、控制热轧板带氧化铁皮压入的主要技术措施保证和提高热轧板带面质量应当从钢铁生产的全流程着手。
首先必须保证钢质,避免大块非金属夹杂物的出现和充分脱气,对于薄规格产品,这点尤为重要。
为防止氧化皮压下,目前采用的方法主要有以下几个方面:①控制好轧制温度,包括板带坯料出炉温度、进入精轧前的温度以及轧辊表面温度等;②增加除鳞次数,即在精轧机组内也安装除鳞设备;③适当增加换辊次数及在线磨辊,保证工作辊的表面光洁度。
2、热轧带钢表面质量检测系统的研制及实践热轧带钢表面质量检测通常只对带钢尾部一段采用目视检查方式。
这种只对带钢尾部很短的一段区域进行表面质量抽检的检测方式,不能及时反映带钢表面质量的全貌,给下道工序生产带来困难,造成用户质量异议。
另外,由于缺乏有效的带钢表面质量检测手段,无法提供轧辊更换优化指导,不能进行准确的产品质量等级判定,造成不必要的产品降级。
近年来国内外一些研究机构都致力于热轧带钢表面质量在线检测系统的研制,比较有代表性的是以VAISIAS为代表的线扫描摄像机检测系统和以Parsytec为代表的面扫描摄像机检测系统。
宝钢分公司热轧厂为了保证热轧产品表面质量,满足下道工序生产和市场对高质量产品的需求,于2003年在2050mm热轧线上安装了一套Parsytec公司的带钢表面质量在线检测装置,取得了良好的使用效果。
2004年又在1580mm热轧成功投入运行一套带钢表面质量检测装置,为热轧厂产品质量控制提供了高效的控制手段。
①表面检测系统原理与构成Parsytec公司的带钢表面质量在线检测装置采用CCD高速摄像系统,其主要设备包括上、下表面检测单元,图像数据转换单元,图像数据处理单元,图像数据记录单元,网络设备,配电系统,操作终端,系统调整终端,打印设备及开发维护设备,辅助设备等。
2005年第6期宝 钢 技 术热轧带钢表面质量检测系统的工程设计与实践刘 钟1,吴 杰1,张 华2(1.上海宝钢工程技术有限公司,上海 201900;2.宝钢股份公司,上海 200941) 摘要:由于受工艺条件、生产环境的制约,热轧带钢表面缺陷识别一直是困扰生产厂提高产品质量和生产率,减少用户质量异议的瓶颈问题。
文章介绍了热轧带钢表面质量检测系统的原理与构成,并介绍了宝钢热轧厂两条生产线的带钢表面质量检测装置及其配套设施的工程设计。
关键词:热轧带钢;表面检测;缺陷;识别中图分类号:TP216 文献标识码:B 文章编号:1008-0716(2005)06-0057-05Design and Practice of the H ot Strip Surface Q ua lity I ns pection Syste mLIU Zhong1 WU J ie1 ZHANG Hua2(1.Shangha iBaostee lEngi n eeri n g&Equi p m ent C o.,Ltd,Shangha i201900,Chi n a;2.Baoshan Iron&Steel Co.,Ltd.,Shangha i200941,Chi n a) Abstract:The online recognition of the surface defects of a fu ll co ilo f ho t strip has a l w ay s been a“bo ttl e neck”pr oble m wh ich puzzles m anufactur e rs in i m p r ove m ent o f the ir pr oduct qualit y,in-crease of productivity and decr ease of co m pla i n ts about pr oduct qualit y fro m custo m ers due to r e-strains of techno l o gical conditi o ns and pr oducti o n env ir on m en.t The principle and co m position o f the hot strip surface inspec tion sy ste m are intr oduced,toge t h er w it h ho t stri p surface inspection dev ices for t w o production lines of Bao stee lB ranchH o tRo lling P l a nt,and the engineeri n g design f o r aux ilia-ry facilities.K ey W ords:ho t strip,surface inspection,defect,recogniti o n1 前言热轧带钢表面质量检测通常只对带钢尾部一段采用目视检查方式。
一般情况下,从卷取机下线的热卷,通过检查线的开卷机打开带钢尾部,切取一段钢板,在输出辊道上人工检查带钢上下表面质量,如发现连续性质量缺陷则采取相应措施。
这种只对带钢尾部很短的一段区域进行表面质量抽检的检测方式,不能及时反映带钢表面质量的全貌,给下道工序生产带来困难,造成用户质量异议。
另外,由于缺乏有效的带钢表面质量检测手段,无法提供轧辊更换优化指导,不能进行准确的产品质量等级判定,造成不必要的产品降级。
与冷轧线和镀锌线相比,热轧线上进行带钢表面质刘 钟 博士 1968年生 1997年毕业于西北大学 现从事工业自动化专业 电话 66786678-2144量在线检测并非容易,因为其环境更为恶劣,主要表现为:带钢温度高,辐射热量大;表面状态复杂,缺陷类型多;下表面检测受辊缝宽度制约;轧制过程中水滴、灰尘影响缺陷识别;轧制速度变化大;带钢浪形和中心位置不断变化。
尽管如此,源于生产的需求,近年来国内外一些研究机构都致力于热轧带钢表面质量在线检测系统的研制,并成功推出各自的产品。
以VA I S I A S为代表的线扫描摄像机检测系统和以Parsy-tec为代表的面扫描摄像机检测系统都已在热轧线上成功应用。
由于面扫描摄像机检测系统能克服带钢上下抖动和左右摆动给检测带来的影响,因此热轧带钢表面质量检测一般采用面扫描摄像技术,但相应设备安装难度大,投资较高。
宝钢分公司热轧厂为了保证热轧产品表面质量,满足下道工序生产和市场对高质量产品的需57宝 钢 技 术2005年第6期求,经调研比较,于2003年,在2050mm 热轧线上安装了一套Parsy tec 公司的带钢表面质量在线检测装置,取得了良好的使用效果。
2004年又在1580mm 热轧成功投入运行一套带钢表面质量检测装置,为热轧厂产品质量控制提供了高效的控制手段。
两套带钢表面检测装置的核心设备由Parsy tec 公司提供,系统总体设计及其配套辅助设施的设计由宝钢工程技术公司承担。
本文介绍了Parsy tec 带钢表面质量在线检测装置的设计及工程实践。
2 表面检测系统原理与构成Parsy tec 公司的带钢表面质量在线检测装置采用CCD 高速摄像系统,其主要设备包括上、下表面检测单元,图像数据转换单元,图像数据处理单元,图像数据记录单元,网络设备,配电系统,操作终端,系统调整终端,打印设备及开发维护设备,辅助设备等。
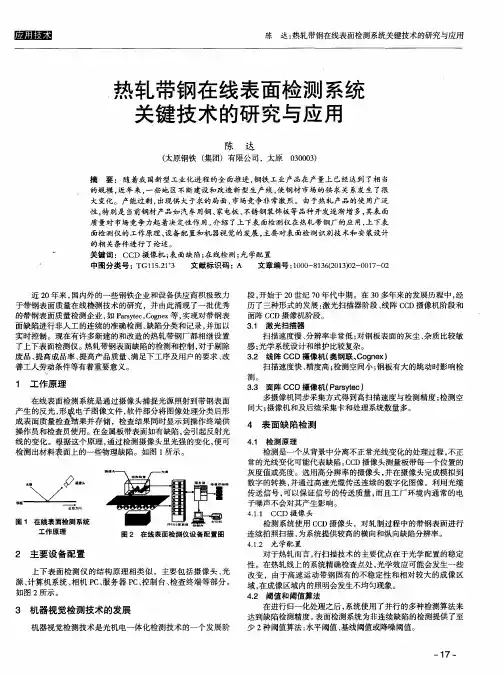
表面检测系统见图1。
图1 表面检测系统图F i g .1 F l ow char t o f t he surface inspec tion s y st em 表面检测系统通过设置在热轧辊道上、下方的面扫描CCD 高速摄像系统,将移动带钢表面质量数据输入图像处理系统。
如遇带钢表面质量异常时,系统进入缺陷识别程序。
通过采用图像处理和模式识别技术,自动识别带钢上、下表面缺陷,并按照系统定义的分类,将缺陷归类至其所属类型,根据其严重程度,采取不同的报警措施。
检测系统可在多台终端上显示和记录带钢的缺陷图像和数据。
表面检测系统通过热轧基础自动化系统和过程计算机系统,获取带钢的代码、状态、钢种、速度、宽度和长度等数据,结合表面质量检测结果,最终形成每卷带钢完整的质量信息。
3 表面检测系统工程设计3.1 检测系统硬件系统上、下表面检测单元各包含若干摄像头和频闪照明灯。
热轧带钢表面检测采用“明场”照明方式,即摄像头安装位置处于照明光线的反射光路上。
相对检测中心线来说,频闪灯安装在迎着带钢速度的方向,摄像头安装在带钢速度的同向。
摄像头的数量是由待检测带钢横向的最大宽度决定的。
检测系统在带钢宽度上的分辨率为500μm ,每幅图像为768Pixe l ×240Li n e 。
对于1#热轧线和2#热轧线,带钢最大宽度为1900mm 和1450mm ,表面检测单元分别选用6个和5个摄像头,可以覆盖的带钢宽度分别为768×0.5×6=2304mm 和768×0.5×5=1920mm ,考虑图像重叠的情况(为了保证检测到带钢全貌,每相邻两幅图像都有重叠),即使在轧制极限宽度带钢时,仍然能检测到带钢全貌。
考虑到检测系统应反映热轧带钢的最终质量状况,选择将系统安装在热轧层流冷却系统与卷取机之间,并为上、下表面检测装置分别设置测量小房。
3.2 检测系统辅助设施为了满足检测设备安装需求,需要新建或配58刘 钟等 热轧带钢表面质量检测系统的工程设计与实践套改造一些轧线上相关的设备,主要包括用于检测设备安装的上、下测量小房及上测量小房防撞框架,带钢导向翻板装置和保护翻板装置,压缩空气吹扫装置及内冷辊道的改造等内容。
上、下表面测量小房为钢结构框架。
上测量小房横跨在卷取机前辊道上(1580mm 热轧小房尺寸为长10m ×宽3m ×高2.75m ,2050mm 热轧小房尺寸为长9.4m ×宽4m ×高3m ),小房底部设防撞框架,其基础与小房完全分开,堆钢时可有效避免对测量小房内检测设备的冲击。
另外,为了便于上测量小房下方的辊道检修,在防撞框架上安装了检修葫芦,可方便地将辊道移出。
带钢扫描图像的横向分辨率与带钢宽度和摄像头的数量有关,纵向分辨率与带钢速度和辊缝宽度有关。
1580mm 热轧带钢最大宽度为1450mm ,2050mm 热轧带钢最大宽度为1900mm ,在分辨率达1.0mm (带钢轧制方向)×0.5mm (横向)时,分别采用上、下表面各设置5个和6个摄像头,并通过调整摄像头与带钢的距离来满足这一分辨率的要求。
在带钢轧制方向,两条轧线上都拆除一根辊子保证辊缝宽度,以便下表面检测有足够的检测视区。
1580mm 热轧和2050mm 热轧分别可以提供300mm 和340mm 的检测视区。
为了使带钢能够顺利通过拆除了一根辊子的辊道段,在设计中考虑设置带钢导向翻板装置。
根据带钢位置自动翻转成水平或垂直状态(检测位置)。
另外,为了防止辊道检修时杂物损伤下表面检测设备,在下表面检测小房顶部设置保护翻板装置。
由于检测系统安装在层流冷却系统之后,外冷辊道冷却水及层流冷却系统冷却水的存在直接影响缺陷识别效果,故通过设置内冷辊道、压缩空气吹扫装置和轴流风机去除水雾带来的不利影响。
下表面检测环境更为恶劣,系统采用单独风机吹扫,每个摄像头都自带风机吹扫管道和冷凝水导流管道,以保证检测系统不受外部环境因素干扰。
热轧带钢表面质量在线检测系统辅助设施示意图如图2。
1为上表面测量小房;2为下表面测量小房;3为导向翻板装置;4为保护翻板装置;5为防撞框架;6为手动行车;7为内冷辊道;8为压缩空气吹扫装置;9为轴流风机;10为热金属检测器。
图2 检测系统辅助设施示意图Fig .2 Sketch of t he accessorial f acilit y of t he i n s pecti on s yste m3.3 检测系统电气控制检测系统除了对检测设备状态、系统启动等进行检测与控制外,还需要对带钢导向翻板装置、空气吹扫装置等进行自动控制。
对于带钢保护翻59宝 钢 技 术2005年第6期板装置,由于只是在热轧设备检修时才有翻板状态的改变,所以用1只二位五通电磁阀和1只气缸驱动,采用现场操作方式,通过现场操作箱来控制。
导向翻板用1只二位五通电磁阀和2只并联的气缸驱动,根据带钢位置自动翻转成水平或垂直状态。
利用在导向翻板后的热金属检测器信号控制翻板动作。
当带钢通过检测位置时,检测器发出的ON信号作为导向翻板的控制信号,ON的上沿控制导向翻板翻下,ON的下沿控制导向翻板复位。