SWRH 82B弹簧钢丝要点
- 格式:doc
- 大小:438.50 KB
- 文档页数:13

预应力钢绞线用热轧盘条SWRH82B拉拔断丝分析及工艺改进【摘要】本研究旨在分析预应力钢绞线用热轧盘条SWRH82B的拉拔断丝工艺,并提出工艺改进方案。
首先对SWRH82B的特性进行分析,然后对拉拔断丝工艺现状进行评估,并分析存在的问题。
接着提出工艺改进方案,并对改进效果进行评估。
研究结果表明,工艺改进对预应力钢绞线用热轧盘条SWRH82B具有显著影响,能够提高产品质量和生产效率。
结论总结了研究成果,并展望了未来研究方向。
通过本研究,可以为预应力钢绞线生产工艺的改进提供参考,促进行业的发展与进步。
【关键词】预应力钢绞线、热轧盘条SWRH82B、拉拔断丝、工艺改进、特性分析、存在问题、工艺改进方案、效果评估、影响、研究成果、未来研究方向1. 引言1.1 研究背景预应力钢绞线是现代建筑领域中常用的一种材料,具有高强度、耐久性好等优点。
而预应力钢绞线中的热轧盘条SWRH82B作为其主要原材料之一,其质量和性能直接影响着预应力钢绞线的品质和使用寿命。
目前,国内外关于热轧盘条SWRH82B的研究仍存在一些问题和不足,如存在拉拔断丝过程中易出现细微裂纹、表面粗糙度高等情况,影响了产品的质量和生产效率。
深入研究热轧盘条SWRH82B的特性及拉拔断丝工艺,解决存在的问题并提出具体的工艺改进方案,对于提高预应力钢绞线品质和生产效率具有重要意义。
本文将对热轧盘条SWRH82B的特性进行分析,对拉拔断丝工艺现状进行研究,并提出相应的改进方案,以期为预应力钢绞线生产提供技术支持和参考。
1.2 研究目的本文旨在通过对预应力钢绞线用热轧盘条SWRH82B拉拔断丝工艺进行分析和改进研究,解决目前存在的问题,提高产品质量和生产效率。
具体研究目的包括:1. 分析预应力钢绞线用热轧盘条SWRH82B的特性,探讨其在拉拔断丝过程中的性能表现和影响因素;2. 对现有的拉拔断丝工艺进行综合分析,找出存在的问题和不足之处;3. 提出相应的工艺改进方案,包括优化工艺参数、改进设备和工艺流程等方面;4. 评估工艺改进的效果,验证改进方案的可行性和实用性。
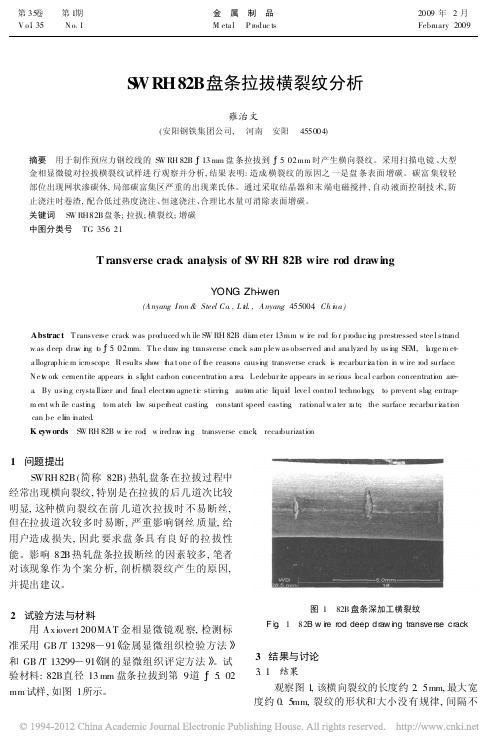
第35卷第1期金属制品2009年2月V o l135N o11M eta l P roduc ts February2009 S WRH82B盘条拉拔横裂纹分析雍治文(安阳钢铁集团公司,河南安阳455004)摘要用于制作预应力钢绞线的S W RH82Bª13mm盘条拉拔到ª5.02mm时产生横向裂纹。
采用扫描电镜、大型金相显微镜对拉拔横裂纹试样进行观察并分析,结果表明:造成横裂纹的原因之一是盘条表面增碳。
碳富集较轻部位出现网状渗碳体,局部碳富集区严重的出现莱氏体。
通过采取结晶器和末端电磁搅拌,自动液面控制技术,防止浇注时卷渣,配合低过热度浇注、恒速浇注、合理比水量可消除表面增碳。
关键词S W RH82B盘条;拉拔;横裂纹;增碳中图分类号TG356.21T ransverse crack analysis of S W RH82B wire rod drawingYONG Zh-iwen(A nyang I ron&Steel Co.,L t d.,A nyang455004,Ch i na)Abstrac t T ransverse crack was produced wh ile S W RH82B dia m eter13mm w i re rod fo r produc i ng prestressed stee l strand w as deep dra w i ng t oª5.02mm.T he draw i ng transverse crack sa m ple w as observed and ana lyzed by us i ng SE M,l a rge m e-ta llographic m icro scope.R esults show t ha t one o f t he reasons causi ng transverse crack i s recarbur i za ti on i n w ire rod surface.N e t w ork cementite appears i n sli ght carbon concentrati on a rea.L edebur ite appears in se rious l oca l carbon concentrati on are-a.By usi ng crysta llizer and fina l electro m agne ti c stirri ng,auto m atic li qui d leve l contro l techno l ogy,to prevent slag entrap-m ent wh ile casti ng,to m atch l ow superheat casting,constant speed casti ng,rati onal wa ter ra te,the surface recarbur i za ti on can be e li m i nated.K eywords S W RH82B w i re rod;w iredra w i ng;transverse crack;recarburization1问题提出SWRH82B(简称82B)热轧盘条在拉拔过程中经常出现横向裂纹,特别是在拉拔的后几道次比较明显,这种横向裂纹在前几道次拉拔时不易断丝,但在拉拔道次较多时易断,严重影响钢丝质量,给用户造成损失,因此要求盘条具有良好的拉拔性能。

82b弹簧钢丝的标准82B弹簧钢丝的标准。
82B弹簧钢丝是一种优质的弹簧材料,具有良好的弹性和硬度,被广泛应用于汽车制造、机械制造、电子产品等领域。
作为一种重要的金属材料,82B弹簧钢丝的标准对于保证其质量和应用效果至关重要。
本文将对82B弹簧钢丝的标准进行介绍,希望能为相关领域的从业人员提供参考。
首先,82B弹簧钢丝的标准主要包括材料化学成分、机械性能、尺寸偏差、表面质量等方面的要求。
在材料化学成分方面,标准通常规定了钢丝中各种元素的含量范围,如碳含量、硅含量、锰含量、磷含量、硫含量等,以确保钢丝的化学成分符合要求。
在机械性能方面,标准通常规定了弹性模量、屈服强度、抗拉强度、延伸率等指标,以确保钢丝具有良好的弹性和强度。
在尺寸偏差和表面质量方面,标准通常规定了钢丝的直径公差、弯曲度、表面粗糙度、表面缺陷等要求,以确保钢丝的尺寸精度和表面质量符合要求。
其次,82B弹簧钢丝的标准制定是为了保证钢丝在制造和使用过程中的质量稳定性和可靠性。
符合标准的钢丝可以保证弹簧制品具有一致的弹性和强度,能够在使用过程中承受较大的变形和应力而不失效。
同时,符合标准的钢丝还可以保证弹簧制品的尺寸精度和表面质量,能够满足不同领域的使用要求。
因此,制定和执行严格的标准对于保证82B弹簧钢丝的质量至关重要。
最后,作为从业人员,我们应当严格遵守和执行82B弹簧钢丝的标准,确保所采用的钢丝符合标准要求。
在采购钢丝时,应当选择有资质的供应商,要求其提供符合标准的产品,并进行必要的质量检验。
在使用钢丝制造弹簧制品时,应当严格按照标准要求进行生产,确保产品质量稳定可靠。
只有这样,才能保证82B弹簧钢丝在各个领域的应用效果和安全性。
综上所述,82B弹簧钢丝的标准对于保证钢丝质量和应用效果至关重要,我们应当充分认识到标准的重要性,严格遵守和执行标准要求,确保82B弹簧钢丝的质量和可靠性。
希望本文对于相关领域的从业人员有所帮助,谢谢阅读。
【82B】属于高碳钢,82代表的是它的含碳量为% ,B代表等级。
一般制作高碳钢丝,又称为琴钢丝。
硬度范围是41-60B之间。
82B钢丝是经铅浴淬火后冷拉而成,具有非常高的强度极限和弹性极限,是广泛应用的小弹簧材料。
钢丝的质量、性能要求严格,除拉伸试验外,还需作扭转、腐蚀、锐碳等试验。
按用途可分为制造各种重要弹簧、各种高应力机械弹簧及阀门弹簧所用的琴钢丝。
82B钢的各组分的含量如下:C:;Si:;Mn:;P:以下;S:以下;Cu:以下。
SWRH82B线材材质的特点SWRH82B线材经拉拔、绞线制作预应力钢绞线,广泛用于高层建筑、大跨度桥梁、水利设施等重点工程。
为此,要求所用的原料——高碳钢线材应具有稳定的化学成分、纯净的钢质、优良的力学性能。
由于对其质量要求职高,而其生产工艺难度大。
在国内只有少数几个钢厂(宝钢、包钢、武钢等)生产(面且采用模铸的方法生产或连铸大方坯二次开坯生产),目前该产品仍需大量进口。
国家西部大开发、国家高等级公路的迅猛发展、2008年奥运会在北京的召开等等一大批国家重点工程的相继建设,市场对钢绞线的需求量一定会越求越大,目前,一大批钢绞线生产厂出现供不应求的局面,因此SWRH82B钢的市场前景非常广阔。
弹簧钢丝的标准及用途????摘要我国弹簧纲丝标准是参照ISO和JIS制订的,本文以ISO和JIS为依据,分析了弹簧纲丝现行国家标准和行业标准的适用范围,各组别之间隐含的的差别,对弹簧钢丝的生产和使用都有参考价值。
关键词弹簧钢丝、标准、适用范围弹簧是机械行业和日常生活中最常用的零件。
弹簧在弹性范围内使用,卸载后应回复到原来位置,希望塑性变形越小越好,因此钢丝应具有高的弹性极限,屈服强度和抗拉强度。
屈强比越高,弹性极限就越接近抗拉强度,因而越能提高强度利用率,制成的弹簧弹力越强。
弹簧依靠弹性变形吸收冲击能量,所以弹簧钢丝不一定要有很高的塑性,但起码要有能承受弹簧成型的塑性,以及足够的能承受冲击能量的韧性。
82b弹簧钢丝标准82B弹簧钢丝标准。
82B弹簧钢丝是一种优质的弹簧钢材料,具有良好的弹性和韧性,广泛应用于汽车制造、机械设备、建筑工程等领域。
为了保证82B弹簧钢丝的质量和性能,国家对其进行了严格的标准规定,以下将对82B弹簧钢丝的标准进行详细介绍。
首先,82B弹簧钢丝的化学成分是标准中的重要内容之一。
根据国家标准,82B弹簧钢丝的碳含量应在0.80%-0.88%之间,硅含量在1.50%-2.00%之间,锰含量在0.70%-1.00%之间,磷含量不得大于0.030%,硫含量不得大于0.030%。
这些化学成分的要求对于保证82B弹簧钢丝的强度和韧性起着至关重要的作用。
其次,国家标准对82B弹簧钢丝的机械性能也有详细规定。
在拉伸性能方面,82B弹簧钢丝的抗拉强度应在1270MPa-1460MPa之间,屈服强度应在1170MPa-1360MPa之间,延伸率应不低于10%。
这些机械性能的要求是为了保证82B弹簧钢丝在使用过程中能够承受较大的拉力而不发生断裂或变形。
另外,国家标准还对82B弹簧钢丝的表面质量和尺寸偏差进行了规定。
表面质量要求82B弹簧钢丝表面应光滑平整,不得有裂纹、折痕、划痕等缺陷。
尺寸偏差方面,国家标准规定了82B弹簧钢丝的直径公差、偏心度、弯曲度等指标,以保证其在制造过程中能够满足精确的尺寸要求。
总的来说,82B弹簧钢丝的标准对其化学成分、机械性能、表面质量和尺寸偏差等方面进行了详细的规定,这些规定的制定是为了保证82B弹簧钢丝在使用过程中能够具有良好的弹性和韧性,从而满足不同领域的使用要求。
因此,在生产和选用82B弹簧钢丝时,必须严格按照国家标准的要求进行生产和检验,以确保产品质量和安全可靠性。
SWRH82B线材材质的特点SWRH82B线材经拉拔、绞线制作预应力钢绞线,广泛用于高层建筑、大跨度桥梁、水利设施等重点工程。
为此,要求所用的原料——高碳钢线材应具有稳定的化学成分、纯净的钢质、优良的力学性能。
由于对其质量要求职高,而其生产工艺难度大。
在国内只有少数几个钢厂(宝钢、包钢、武钢等)生产(面且采用模铸的方法生产或连铸大方坯二次开坯生产),目前该产品仍需大量进口。
国家西部大开发、国家高等级公路的迅猛发展、2008年奥运会在北京的召开等等一大批国家重点工程的相继建设,市场对钢绞线的需求量一定会越求越大,目前,一大批钢绞线生产厂出现供不应求的局面,因此SWRH82B钢的市场前景非常广阔。
——————————————————————————————————————————弹簧钢丝的标准及用途摘要我国弹簧纲丝标准是参照ISO和JIS制订的,本文以ISO和JIS为依据,分析了弹簧纲丝现行国家标准和行业标准的适用范围,各组别之间隐含的的差别,对弹簧钢丝的生产和使用都有参考价值。
关键词弹簧钢丝、标准、适用范围弹簧是机械行业和日常生活中最常用的零件。
弹簧在弹性范围内使用,卸载后应回复到原来位置,希望塑性变形越小越好,因此钢丝应具有高的弹性极限,屈服强度和抗拉强度。
屈强比越高,弹性极限就越接近抗拉强度,因而越能提高强度利用率,制成的弹簧弹力越强。
弹簧依靠弹性变形吸收冲击能量,所以弹簧钢丝不一定要有很高的塑性,但起码要有能承受弹簧成型的塑性,以及足够的能承受冲击能量的韧性。
弹簧通常在交变应力作用下长期工作,因此要有很高的疲劳极限,以及良好的抗蠕变和抗松弛性能。
在特定环境中使用的弹簧,对钢丝还会有一些特殊要求,例如:在腐蚀介质中使用的弹簧,必须有良好的抗腐蚀性能。
精密仪器中使用的弹簧,应具有长期稳定性和灵敏性,温度系数要低,品质因素要高,后效作用要小,弹性模量要恒定。
在高温条件下工作的弹簧,要求在高温时仍能保持足够的弹性极限和良好的抗蠕变性能等。
此外,还应考虑弹簧钢丝的成形工艺和热处理工艺。
冷拉弹簧钢丝和油淬火回火弹簧钢丝都以供货状态钢丝直接绕制弹簧,弹簧成形后经消除应力处理直接使用。
冷拉弹簧钢丝的抗拉强度要略高于油淬火回火钢丝。
大规格冷拉钢丝弹力太大,绕制弹簧很困难,所以冷拉弹簧钢丝使用规格一般小于8.0mm,油淬火回火钢丝使用规格一般小于13.0mm。
实际上直径13.0mm弹簧多选用轻拉状态弹簧钢丝,冷拉绕制成形后再淬回火使用。
直径15.0mm以上钢丝大多采用加热绕制工艺制簧。
弹簧根据运行状态可分为静态簧和动态簧。
静态弹簧指服役期振动次数有限的弹簧,如安全阀弹簧,弹簧垫,秤盘弹簧,定载荷弹簧,机械弹簧,手表游丝等。
动态弹簧指服役期振动次数达1×106次以上的弹簧,如发动机阀门弹簧,车辆悬挂簧,防震弹簧,联轴器弹簧,电梯缓冲弹簧等。
静态弹簧选材时主要考虑抗拉强度和稳定性,动态弹簧选材时主要考虑疲劳,松弛及共振性能。
弹簧根据负荷状况可分为轻载荷、一般载荷和重载荷三种状态。
轻载荷指承受静态应力,应力较低,变形量较小的弹簧,如安全装置用弹簧,吸收振动用弹簧等。
设计使用寿命103~104次。
一般载荷指设计寿命105~106次,在振动频率300次/min条件下使用的普通弹簧。
在许用应力范围内,寿命保证1×106次,载荷应力越低,寿命越长。
重载荷指长时间工作、振动频繁的弹簧。
如阀门弹簧,空气锤、压力机、液压控制器弹簧,其载荷较高,常常在低于许用应力10%左右使用,使用寿命大于1×106次,通常为107次。
弹簧选材的原则是:首先满足功能要求,其次是强度要求,最后才考虑经济性。
碳素弹簧钢是弹簧钢中用途广泛,用量最大的钢类。
钢中含0.60%~0.90%的碳和0.3%~1.20%的锰,不再添加其它合金元素,使用成本相对较低。
碳素弹簧钢丝经适当的加工或热处理,可以获得很高的抗拉强度,足够的韧性和良好的疲劳寿命。
但碳素钢丝的淬透性低,抗松弛性能和耐蚀性能差,弹性模量的温度系数较大(高达300×10-6/℃),适用于制造截面较小,工作温度较低(12 0℃>)的弹簧。
合金弹簧钢一般含0.45%~0.70%的碳和一定量的Si,Mn,Cr,V,W及B等合金元素。
合金元素的加入改善弹簧钢的抗松弛性能,提高钢的韧性,同时显著提高钢的淬透性和使用温度,适用于制造较大截面,较高温度下使用的弹簧。
国内外弹簧钢常用牌号对照如表1。
表1国内外弹簧钢常用牌号对照表2弹簧钢丝标准、适用范围及工艺特点我国弹簧钢丝标准是参照ISO和JIS标准,分钢类制定的。
现行国家及行业推荐标准包括碳素弹簧钢丝标准6个,合金弹簧钢丝标准4个,标准明细如表2。
表2弹簧钢丝标准明细2.1碳素弹簧钢丝标准、适用范围及工艺特点碳素弹簧钢丝现行国家和行业推荐标准分两种类型:一类是冷变形强化钢丝,又称冷拉弹簧钢丝。
冷拉碳素弹簧钢丝首先经铅淬火处理获得索氏体组织,然后表面磷化,以很大减面率拉拔到成品尺寸,钢丝组织呈纤维状,有很高的抗拉强度和弹性极限,良好的弯曲和扭转性能。
冷拉弹簧钢丝尺寸精度高,表面光洁,无氧化和脱碳缺陷,疲劳寿命比较稳定,是使用最广泛的弹簧钢丝。
碳素弹簧钢丝的另一类型是马氏体强化钢丝,又称油淬火回火钢丝。
碳素钢丝通过淬回火处理,可获得良好的综合力学性能,当钢丝规格较小时(φ≤2.0mm),油淬火回火钢丝的各项强度指标比索氏体化处理后冷拉钢丝要低。
当钢丝规格较大时(φ≥6.0mm)索氏体化的钢丝不可能采用很大减面率来获得所要求的强度指标,而油淬火回火钢丝只要完全淬透就可以获得比冷拉钢丝更高的性能。
在抗拉强度相同条件下,马氏体强化钢丝比冷变形强化钢丝具有更高的弹性极限。
冷拉钢丝金相组织呈纤维状,各向异性明显,油淬火回火钢丝金相组织为均匀的回火马氏体,几乎是各向同性的。
同时油淬火回火钢丝的抗松弛性能优于冷拉钢丝,使用温度(150~190℃)也高于冷拉钢丝(≤120℃)。
近年来中大规格油淬火、回火钢丝大有取代冷拉钢丝趋势。
下面按标准介绍各类碳素弹簧钢丝的应用范围及工艺特点。
(1)YB/T5220-93《非机械弹簧用碳素弹簧钢丝》该标准适用于沙发垫簧,座垫,靠背拉簧,卡簧,夹簧等非机械弹簧用碳素弹簧钢丝。
标准按抗拉强度要求不同将钢丝分成A1,A2,A3…A9九个组别,每个组别钢丝不分规格大小按一个强度范围供货,抗拉强度偏差≤200Mpa。
A1,A2和A3组用于制造较低应力弹簧。
A3,A4和A5用于制造一般应力弹簧。
A7,A8和A9用于制造较高应力弹簧。
床垫簧一般选用A3和A4组别。
从使用状态分析,该标准钢丝基本属于静态簧,成品钢丝仅考核抗拉强度、缠绕和单次弯曲三项性能,详见表3。
表3YB/T5220-93非机械弹簧用碳素弹簧钢丝说明:①Φ≤4.0mm钢丝在2d芯棒上缠绕两圈无裂纹或折断。
②Φ>4.0mm钢丝进行弯曲试验,试样沿R=10mm圆弧向不同方向弯曲90o,弯曲处不得有裂纹或折断。
A1-A3组钢丝一般选用45~70钢,A3~A6组选用65Mn或70钢,A7~A9组钢丝选用70或T8MnA(82B)生产。
由于按该标准供货的钢丝基本用于制作静态弹簧,对疲劳寿命的要求相对宽松,钢丝可以采用控轧控冷盘条直接拉拔成品。
钢丝成前热处理也可以用正火代替铅浴处理。
同时允许选用转炉镇静钢作为原料。
(2)GB/T4357-89《碳素弹簧钢丝》该标准是冷拉碳素弹簧钢丝的通用标准,主要用于制作在各种应力状态下工作的静态弹簧。
根据弹簧工作应力状态钢丝可分三个级别供货:B级用于低应力弹簧,C级用于中等应力弹簧,D级用于高应力弹簧。
成品钢丝考核抗拉强度、扭转、缠绕和弯曲四项性能,常见规格的力学性能如表4。
表4GB/T4357-89碳素弹簧钢丝说明:①Φ≤4.0mm的D级钢丝和Φ≤6.0mm的B级、C级钢丝在等于钢丝直径的芯棒上缠绕2圈、缠绕后的试样表面不得产生裂纹和断裂。
②Φ>4.0mm的D级钢丝在2倍钢丝直径的芯棒上缠绕2圈,缠绕后的试样表面不得产生裂纹和断裂。
③Φ>6.00mm的钢丝应进行弯曲检验,试样沿R=10mm圆弧向不同方向弯曲900,弯曲后不得产生裂纹和断裂。
B级和C级钢丝一般选用70(67A、72A)或65Mn(67B),D级选用T9XtA和T8MnA(82 B)生产。
本标准钢丝主要用于制作静态机械弹簧,其服役期振动频次要高于非机械弹簧,对疲劳寿命有一定的要求,成品也增加扭转性能的考核。
因此对钢丝用盘条应采用电炉或电炉+炉外精炼法冶炼,盘条中P≤0.030%、S≤0.020%等。
成品钢丝显微组织中如含有游离铁素体,会降低弹簧疲劳寿命,而控轧控冷盘条中一般均存有5%~1.5%的游离铁素体,一般不宜采用盘条直接生产成品钢丝。
按此标准供应的钢丝原则上成前应经铅浴处理,消除游离铁素体组织,成品钢丝显微组织应为纤维化索氏体组织。
(3)GB/T4358-1995《重要用途碳素弹簧钢丝》按该标准供货的钢丝,主要用于制作在各种应力状态下工作的动态弹簧。
根据弹簧工作应力状态,钢丝分3个组别供货:E组适用于中等应力动态弹簧,F组适用于高应力动态弹簧,G组适用于高疲劳寿命的动态弹簧。
成品钢丝考核抗拉强度,扭转,缠绕,弯曲和脱碳五项性能指标,常见规格的力学性能如表5。
由于按该标准供货的钢丝用于制作中、高应力状态下工作的动态弹簧,成品钢丝除保持高的弹性极限和良好的韧性指标外,还必须考虑到疲劳极限和弹簧的疲劳寿命。
为此,对钢的纯净度,非金属夹杂含量和气体含量,铁素体含量及表面脱碳程度有更高的要求。
钢丝用盘条必须采用电炉+炉外精炼法冶炼,对盘条的化学成分有更高的要求:P≤0.025%、S≤0.020%,Cr≤0.10%、Ni≤0.15%(0.12%)、Cu≤0.20%。
实际生产中为提高疲劳寿命往往将Mn控制在高限,E组选用70或70 Mn(72B),F组选用T8MnA或T9RtA,G组选用65Mn(Mn可调整到0.9-1.2%)或67B。
降低钢中P、S含量,提高Mn含量和采用炉外精炼的目的是:消减钢中非金属夹杂含量,改善夹杂物形态和降低气体含量,提高疲劳极限和疲劳寿命。
如果钢丝显微组织中含有游离铁素体,会较大幅度地降低疲劳寿命,按该标准供货的钢丝,成前必须进行铅淬火处理。
G组钢丝用于制作在剧烈振动状态下工作的阀门弹簧,对疲劳寿命要求极高,所以选用韧性更好的65Mn盘条,抗拉强度虽有所下降,但疲劳寿命更有保证。
钢丝表面脱碳,形成铁素体组织严重影响疲劳性能,标准对G组钢丝增加脱碳层检验,规定总脱碳层深度不得大于1.0%d,但对较大规格钢丝(Φ>4.0mm)受减面率限制,由热轧盘条带来的脱碳层很难彻底消除,标准补充规定:"征得需方同意,可供应脱碳层不超直径1.5%d的钢丝"。