结合钎焊和氩弧焊方法对钛合金Nb不锈钢接头的连接
- 格式:pdf
- 大小:1.69 MB
- 文档页数:5

不锈钢与钛合金焊接技术嘿,咱今儿就来唠唠不锈钢与钛合金焊接技术这档子事儿!你想想啊,不锈钢那可是出了名的皮实,到处都有它的身影,锅碗瓢盆啦,建筑材料啦。
而钛合金呢,那可是高科技的宠儿,航天航空、医疗器械里都少不了它。
这俩要是能完美结合在一起,那得多牛啊!要把它们焊接起来,可不像缝衣服那么简单。
这就好比要让两个性格完全不同的人成为好朋友,得花心思,得有技巧。
首先,得把它们的表面清理得干干净净,不能有一点杂质、油污啥的,要不然就像两个人之间有了隔阂,怎么能好好相处呢。
然后呢,焊接的温度可得把握好,高了不行,低了也不行,这就像炒菜,火候太大会糊,火候太小又不熟。
焊接的方法也有好几种呢。
比如说熔化极惰性气体保护焊,这就好像给它们搭了一座坚固的桥,让它们能稳稳地连接在一起。
还有钨极惰性气体保护焊,就像是给它们的结合处注入了神奇的力量,让它们紧密无间。
这焊接的过程中还得注意保护气体的选择,就跟给它们选个合适的环境一样重要。
要是选不好,那可就容易出问题啦。
你说这不锈钢和钛合金焊接起来有啥好处呢?那可多了去了!它们结合之后,强度高啊,能承受更大的压力和重量。
这就好比一辆车,有了坚固的车架,才能跑得更快更稳。
而且啊,它们还耐腐蚀,在各种恶劣环境下都能顽强地存在。
咱再打个比方,这不锈钢与钛合金焊接就像是一场奇妙的化学反应,能产生出意想不到的效果。
焊接得好,那就是一件完美的作品,焊接不好,那可就成了残次品啦。
你可别小看了这焊接技术,这里面的学问大着呢!得不断地学习、实践,才能掌握其中的奥妙。
那些焊接大师们,就像是魔法师一样,能把不锈钢和钛合金变成各种各样神奇的东西。
在实际应用中,这焊接技术可关乎着很多重要的领域呢。
航天领域里,那些精密的仪器设备可都离不开它;在医疗领域,那些先进的医疗器械也得靠它来保障质量。
所以说啊,不锈钢与钛合金焊接技术可真是个宝啊!咱可得好好研究它,让它为我们的生活带来更多的便利和惊喜。
你说是不是呢?这焊接技术,难道不值得我们去深入探索和掌握吗?。

2016-2017学年第一学期教研组工作计划一、指导思想以新课程理念指导教学的改革,以现代教育思想、现代教育理念为指导、紧紧围绕学校本学期工作目标,积极、稳妥、有效地深化课程改革。
以教师观念的转变,促教学方式的变革,以教师素质的提高,促课堂教学效益的提高,进一步加大课堂教学改革的力度,规范教学常规管理,强化各项教学工作中的研究、服务、指导等功能,全面提高学生综合素养。
二、工作要点1、贯彻、落实新课程标准,深入课堂教学研究,激发学生主动探究意识,培养学生创新精神和实践能力,努力提高学生综合素养。
本学期,我们要继续高举改革大旗,扎实推进教学改革进程。
努力探索课程改革与提高教育质量相结合,促进两个发展:教师发展、学生发展。
充分体会“新课标”四大特点:参与性、互动性、互助性、体验性。
每一位教师都要把《课程标准》中的基本理念熟读牢记并真正内化为自己的教学理念与行为。
转变教学观念,不仅要看理论的学习或文章的撰写,更应体现在教师课堂教学的一言一行中。
2、加强备课,注重合作,做到资源共享,切实注重教学效果,提高整体教学质量。
要加强管理,做到没有教案不进课堂。
备课应注意备学生,做到目中有人,留有一定弹性。
作业练习要基础性跟综合性、实践性、活动性合理搭配。
教师应多读一些教育理论专著、教育杂志,让书香伴随教师一路同行。
3、本学期,全组成员一起讨论教研形式,教研活动要在“实”上下工夫,在“新”字上做文章,要探索参与式、体验式教研活动形式,激发教师参与教研的主体意识和创造热情,鼓励教师合作、交流,共享教研成果,切实提高教研活动的实效性。
4、掌握现代教育技术加快信息技术学习进程,进一步增强教师应用信息技术的意识和能力,不断提升教师的信息素养,提供信息交互平台,利用微课制作,一师一优课录课等利用网络平台,参与网上评比,优化教学资源。
5、减轻学生学习负担,作业布置合理规范。
加强教师作业布置与批改的规章制度,提倡作业少而精、当堂完成。

钛合金和不锈钢焊接方法嘿,朋友们!今天咱们来聊聊钛合金和不锈钢的焊接方法,这可真是个有趣又实用的话题呢!你想想,就好比要把两个性格不同的小伙伴拉到一起合作,得找到合适的办法才行,钛合金和不锈钢就像是这两个小伙伴。
我有个朋友是个焊工高手,他跟我说啊,氩弧焊在焊接钛合金和不锈钢的时候就挺常用的。
这氩弧焊啊,就像是一个精准的裁缝,能把这两种材料细致地缝在一起。
他一边操作一边给我讲解,那专注的样子,可帅了!他说用氩弧焊的时候,要注意气体的保护,就像给小宝贝穿上一层防护服一样,不然很容易出问题哦。
你说这是不是很关键呢?还有啊,激光焊也不错哦!这激光焊就像是一把神奇的光剑,能瞬间把钛合金和不锈钢连接起来。
我见过一次激光焊的操作,那光束一闪,简直太酷了!不过这对设备和技术的要求可高了,就像要培养一个优秀的运动员,得有好的训练条件和高超的技巧。
你觉得激光焊难不难掌握呢?另外,搅拌摩擦焊也有它的优势呢!它就像是一个耐心的揉面师傅,慢慢地把两种材料揉合在一起。
这种焊接方法能让焊缝更牢固,而且变形小。
我有次好奇地问另一个焊工师傅,搅拌摩擦焊是不是很神奇?他笑着说,那当然啦,不过操作的时候可得有耐心,就像钓鱼一样,不能着急。
你有没有试过搅拌摩擦焊呢?说到这里,我想起有一次几个焊工在一起讨论,他们说不同的焊接方法适用于不同的情况。
就好比不同的工具,有的适合在狭小的空间里用,有的适合在大工程上发挥作用。
比如在一些精密仪器的制造中,可能就更适合用激光焊;而在一些大型结构件的焊接上,氩弧焊或者搅拌摩擦焊也许更合适。
你在工作中有没有遇到过要选择焊接方法的难题呢?还有啊,不管用哪种焊接方法,焊接前的准备工作都不能马虎。
要把材料表面清理干净,就像我们出门前要把脸洗干净一样,这样才能保证焊接质量。
有个师傅就因为一次没清理好,结果焊接出了问题,后来可后悔了。
你平时会注意这些细节吗?而且,焊接过程中的参数设置也很重要哦!电流、电压、焊接速度等等,这些就像是炒菜时的火候和调料的搭配,得恰到好处。

不锈钢的对接工艺不锈钢的对接工艺是指在不锈钢件的连接、拼接和焊接过程中所使用的方法和技术。
不锈钢是一种具有耐腐蚀性能和美观度的金属材料,广泛应用于工业领域和生活中。
因此,对不锈钢的对接工艺掌握和应用是非常重要的。
不锈钢的对接工艺包括焊接、铆接、钎焊等多种方法。
其中,焊接是最常用的一种对接工艺,主要有手工电弧焊、氩弧焊、激光焊等。
手工电弧焊是最传统和常见的不锈钢对接工艺。
它利用电流产生的弧光将焊条中的焊剂熔化,与被焊件接触,形成焊缝。
手工电弧焊具有操作简便、设备成本低等优点,但焊缝质量相对较差,对操作者的技术要求较高。
氩弧焊是一种常用的不锈钢对接工艺。
它利用氩气作为保护气体,防止氧气和其他杂质侵入焊缝,从而保证焊缝质量。
氩弧焊分为直流氩弧焊和交流氩弧焊两种。
直流氩弧焊适用于焊接薄板,交流氩弧焊适用于焊接较厚的材料。
氩弧焊具有焊缝质量好、焊接速度快等特点,适用于对精度和质量要求较高的工件。
激光焊是一种高技术含量的不锈钢对接工艺。
它利用高能量密度的激光束进行焊接,通过激光的热效应将被焊件材料熔化并连接在一起。
激光焊具有焊缝热影响区小、焊接速度快等优点,适用于对焊接精度和速度有较高要求的工件。
除了焊接外,铆接和钎焊也是常用的不锈钢对接工艺。
铆接是利用铆钉将两个或多个不锈钢件连接起来,并通过挤压或锻击使铆钉头形成密封与变形,从而连接稳固。
钎焊是在不锈钢件上涂上一层钎剂,然后利用高温将钎剂熔化与被焊件连接在一起。
不锈钢的对接工艺在实际应用中需根据材料的不同、所需焊接强度和美观度等因素进行选择。
并且在工艺参数的确定上也需要根据实际情况进行调整。
同时,不锈钢的对接工艺还需要注意材料的预处理、保护气体的选择、焊缝质量的检测等方面的问题,以保证最终焊缝的质量。
总之,不锈钢的对接工艺是不锈钢制造和加工中的重要环节。
了解和掌握不同的对接工艺方法,才能正确使用不锈钢材料,保证产品的质量和性能。
不锈钢和钛合金异种金属焊接研究进展作者:曹辉来源:《科学与财富》2018年第08期摘要:钛合金与不锈钢的焊接使用在我国许多行业的发展中都有相当广泛的应用,由于两种金属在许多方面都有本质上的差异。
本文就针对不锈钢和钛合金两种异种金属的焊接情况进行深入的探讨研究,对钛合金与不锈钢的焊接现状做了明确的阐述。
关键词:钛合金;不锈钢;异种金属;焊接技术1 概述钛合金作为一种较为常见的金属具有很多优良的性能,比如它是一种无毒、无磁性、低密度、高强度、高硬度、导热情况差、耐热、耐蚀性的一种金属,相对来说它的化学性质较为稳定。
因此通常钛合金被应用在航空、航天等相对重要的领域。
举例来说,我国在2012年发射成功的天宫一号载人航天飞船,“蛟龙”号深水探测器成功下潜到了深度超越七千米的位置,这科技项目让我国科技一定程度上取得了前所未有的成功。
看似毫无关系的两个科技项目,实际上它们有一个共同点,那就是两个项目的许多方面都应用到了钛合金金属,并且涉及到了焊接技术。
钛合金的使用对于我国各行各业的发展来说尤为重要。
2 对钛合金与不锈钢焊接问题的探讨分析很多情况下,我们需要将钛合金与不锈钢进行焊使用。
在焊接的过程中,主要要根据钛合金与不锈钢之间的差异性和相容性进行分析,当前情况下,对于两种异类金属的焊接问题,有以下几点必须多加注意,首先就是在对钛合金和不锈钢进行焊接的过程中,可能会形成较大的内应力,对焊接产生影响,钛合金与不锈钢的线膨胀系数存在较大差异,在焊接的过程中,由于冷热交替的温度变化,导致了不同程度的变形,从而引起此类问题。
这类问题看似影响不大,可却无法彻底清楚。
然后就是钛和铁两种金属的本质问题。
由于钛与铁的同为互熔度小的金属,在实施焊接的过程中,会发生化学反应,产生一种质地较脆的化合物。
这种化合物的主要成分是TiFe。
在对钛与铁进行焊接时,两种金属相互扩散,一定时间铁在钛中会过度饱和,这时就会生成TiFe化合物。
除此之外,钛与不锈钢中的碳元素在焊接时还会生成TiC,钛还容易与钢管中的铬、镍、铁形成金属间化合物,导致硬度降低,焊接处脆化性增强。

《先进难焊材料的连接》期末作业钛及钛合金的连接姓名: __________学号: ______班级: ____钛及钛合金的连接摘要:钛及钛合金由于密度小、强度高、耐热耐腐蚀性能优异而广泛地应用于航空航天、石化工、造船等部门。
目前高性能的飞机、坦克正在采用钛合金部件,而且在石油化工部门中钛合金部件使用的范围也正在逐渐扩大。
而钛合金在飞机及其发动机和石油化工部门上的应用,不可避免需要使用焊接手段进行连接,这对扩大钛合金的应用范围具有重要的意义。
本文主要是对有关钛及钛合金的连接做一定的综合评述。
关键词:钛及钛合金;焊接材料;焊接技术;应用及发展现状一、引言随着产业结构的变化和科学技术的发展,先进的焊接结构是降低材料消耗、减轻结构质量的有效途径, 各种焊接技术将有着广阔的应用前景。
钛及其合金具有优良的耐蚀性、小的密度、高的比强度及较好的韧性和焊接性,在航空、航天、造船、化工等工业部门中得到广泛应用。
钛属于多晶形材料,基本上决定了钛合金焊接时的行为。
适于钛及其合金的焊接方法有很多,但对焊接方法的分类国内外各有差异,潘际銮等人把它分为3 大类:族系法、一元坐标法和二元坐标法。
而最常用的族系法又分为3 种:熔化焊接、固相焊接及钎焊。
钨极氩弧焊、等离子弧焊、电子束焊、激光焊等熔化焊接方式在钛及钛合金的焊接中应用广泛,在钛及钛合金的焊接中,钎焊适于焊接受载不大或在常温下工作的接头,对于精密的、微型复杂的及多钎缝的焊件尤其适用。
其他焊接方法如:高频焊、爆炸焊、摩擦焊、扩散焊等随着焊件的具体焊接情况而采用相应地焊接方法。
二、钛及钛合金的分类及特点钛是一种具有机械和腐蚀性能优异的金属材料且强度大、密度小,仅为钢的57%,具有良好的热稳定性及低韧性。
同时因为钛对卤素化合物、有机酸氧化性酸类具有良好的耐蚀性在氯碱、尿素、硝酸生产中得到广泛的应用。
根据钛合金退火状态的室温组织钛合金可分为三种类型a型钛合金、(a + B)型钛合金及B型钛合金。
钛 及 钛 合 金 的 氩 弧 焊钨极氩弧焊是焊接钛及钛合金最常用的方法,常用于焊接厚度3mm 以下的钛及钛合金。
钨极氩弧焊可以分为敞开式焊接和箱内焊接两种类型,它们又各自分为手工焊和自动焊。
敞开式焊接是在大气环境中的普通钨极氩弧焊,是利用焊枪喷嘴、拖罩和背面保护装置通以适当流量的氩气或氩氦混合气,把焊接高温区与空气隔开,以防止空气侵入而沾污焊接区的金属。
这是一种局部气体保护的焊接方法。
当焊件结构复杂,难以实现拖罩或背面保护时,则应该采用箱内焊接。
箱体在焊接前要先抽真空,然后充氩气或氩氦混合气,焊件在箱体内处于惰性气氛下施焊,是一种整体气体保护的焊接方法。
(1)焊前准备钛及钛合金焊接接头的质量在很大程度上取决于焊件和焊丝的焊前清理,当清理不彻底时,会在焊件和焊丝表面形成吸气层,并导致焊接接头形成裂纹和气孔。
因此焊接前应对坡口及其附近区域进行认真的清理。
清理通常采用机械清理和化学清理。
1)机械清理采用剪切、冲压和切割下料的工件需要焊前对其接头边缘进行机械清理。
对于焊接质量要求不高或酸洗有困难的焊件,可以用细砂布或不锈钢丝刷擦拭,或用硬质合金刮刀刮削待焊边缘去除表面氧化膜,刮深0.025mm 即可。
对于采用气焊切割下料的工件,机械加工切削层的厚度应不小于1~2mm 。
然后用丙酮或乙醇、四氯化碳或甲醇等溶剂去除坡口两侧的手印、有机物质及焊丝表面的油污等。
在除油时需使用厚棉布、毛刷或人造纤维刷刷洗。
对于焊前经过热加工或在无保护气体的情况下热处理的工件,需要进行喷丸或喷砂清理表面,然后进行化学清理。
2)化学清理如果钛板热轧后已经酸洗,但由于存放较久又生成新的氧化膜时,可室温条件下将钛板浸泡在(2%~4%)HF +(30%~40%)HNO 3+H 2O 的溶液中15~20min ,然后用清水冲洗干静并烘干。
对于热轧后未经酸洗的钛板,由于其氧化膜较厚,应先进行碱洗。
碱洗时,将钛板浸泡在含烧碱80%;、碳酸氢钠20%的浓碱水溶液中10~15min ,溶液的温度保持在40~50℃。
特种材料钛双相不锈钢及哈氏合金焊接方案随着科技的不断进步和工业的发展,特种材料的应用日益广泛。
而钛双相不锈钢和哈氏合金作为特种材料的代表,具有出色的性能和广泛的用途。
在工程实践中,特种材料的焊接一直是一个重要且复杂的领域。
本文将介绍特种材料钛双相不锈钢及哈氏合金的特性,以及针对它们的理想焊接方案。
一、特种材料的特性1. 钛双相不锈钢钛双相不锈钢是一种具有双相结构的不锈钢材料。
它同时拥有奥氏体相和铁素体相的特点,具备良好的耐腐蚀性、强度和韧性。
由于其抗腐蚀性优异,钛双相不锈钢广泛应用于化工、海洋工程和生物医学领域。
2. 哈氏合金哈氏合金是一种高温合金,在高温、高压和强腐蚀环境下具有优异的性能。
它由镍和铬等元素合金化而成,因此具有极高的热稳定性和耐腐蚀性。
哈氏合金主要用于航空航天、能源和化工等领域。
二、特种材料焊接方案1. 钛双相不锈钢焊接方案钛双相不锈钢的焊接难度较高,容易产生裂纹和变质等问题。
因此,选择合适的焊接方法非常重要。
(1)TIG焊接:TIG焊接是一种常用的钛双相不锈钢焊接方法。
在TIG焊接过程中,使用纯钨电极和合适的惰性气体保护,确保焊接区域对空气和污染物的防护。
此外,需要控制好焊接电流和焊接速度,以避免过热和焊接残余应力的产生。
(2)氩弧焊接:氩弧焊接是另一种常用的选择。
该方法通过使用氩气作为保护气体,以减少氧、氮等杂质的污染,从而提高焊缝的质量。
在氩弧焊接时,注意控制电弧的长度、热输入和焊接速度,可以避免局部过热和形成裂纹。
2. 哈氏合金焊接方案哈氏合金的焊接与钛双相不锈钢相比更为复杂。
由于哈氏合金的高温稳定性,选择适合的焊接方法和工艺变得尤为重要。
(1)电弧焊接:电弧焊接是一种常见的哈氏合金焊接方法。
在选择焊接电极时,需要考虑材料的成分和熔点,以确保焊接质量。
此外,通过控制焊接电流、焊接速度和热输入,可以减少热影响区域,并降低烧结和裂纹的风险。
(2)惰性气体保护焊:惰性气体保护焊是另一种适用于哈氏合金焊接的方法。
钛/钢连接方法的研究作者:刘艳李丽来源:《科技创新导报》 2014年第26期刘艳李丽(广东科技学院广东东莞 523083)摘要:钛与钢的物理和结晶化学性能差异较大,直接连接时接头性能较差,焊接存在较大困难。
采用钎焊或用适当的填充材料隔离固态钛与钢的熔化焊和压力焊,可缓解接头中金属间化合物与脆性相的生成,某种程度对接头性能有所改善。
关键词:钛钢连接研究现状中图分类号:TG406 文献标识码:A 文章编号:1674-098X(2014)09(b)-0091-01钛金属有“未来金属”的美誉,它具有许多其它金属无法比拟的优点:密度小、强度高、耐腐蚀性及耐高温性能好、抗阻尼性能强,且无磁无毒等特点。
钛已成为航空航天工业中不可缺少的结构材料,并正逐步为原子能、化工、造船、电子、电力、冶金、机械等部门所重视。
但钛难于提炼,是贵金属,限制了它的广泛应用。
钢的价格低廉,具有良好的热电性能及力学性能,工程上常用钛-钢异种金属结构。
然而钛和钢间的物理和结晶化学性能差异较大,钛与钢的连接过程中易产生较大的内应力,且连接过程中易生成大量的金属化合物及碳化物,致使焊缝变脆[1],为钛与钢的焊接带来了较大的困难。
因此,对钛与钢之间焊接性及连接方法的研究具有重大的理论意义和应用前景。
1 钛/钢的主要焊接方法目前,应用于钛/钢连接的方法主要有熔化焊、压力焊和钎焊。
1.1 熔化焊熔化焊是将待焊处的母材金属熔化以形成焊缝的焊接方法。
常规熔化焊方法焊接时,选择合适的添加材料或中间材料能在一定程度上改善接头的性能,但效果有限,这主要是常规熔化焊方法的热输入较大,难以控制金属间化合物的形成和生长。
李标峰[2]研究了TA5钛与1Cr18Ni9Ti不锈钢的焊接性,采用氩弧焊在不加焊丝的情况下进行焊接,试验结果显示,钛-铁的焊缝中产生了大量的TiFe、Fe2Ti脆性相及低熔点共晶组织,严重脆化焊缝,接头力学性能极差。
在此基础上,李标峰[3]用锰青铜作中间填料所得的钛-铌-铜-钢接头的强度值在240~290MPa范围内,断口位置分别在Ti-Nb界面处及Nb层。
不锈钢焊接方法不锈钢是一种非常常见的金属材料,由于其耐腐蚀性和美观性,被广泛应用于各种领域,如建筑、制造业、化工等。
在使用不锈钢材料时,往往需要进行焊接,以满足特定的工程需求。
然而,不锈钢的焊接相对复杂,需要特殊的技术和方法。
本文将介绍不锈钢焊接的常见方法,以及各种方法的特点和适用范围。
首先,我们来介绍常见的不锈钢焊接方法之一——氩弧焊。
氩弧焊是一种常用的不锈钢焊接方法,它利用惰性气体(如氩气)保护焊接区域,防止氧气和其他杂质的污染。
氩弧焊适用于各种不锈钢材料,包括薄板、管道和厚板。
它可以提供高质量的焊接接头,具有良好的外观和机械性能。
此外,氩弧焊还可以实现自动化和半自动化,适用于大规模生产和高效焊接。
除了氩弧焊,还有一种常见的不锈钢焊接方法是电弧焊。
电弧焊是利用电弧加热和熔化焊接材料,形成焊接接头的方法。
它适用于各种不锈钢材料和厚度,可以实现多种焊接位置和角度。
电弧焊有多种变种,如手工电弧焊、埋弧焊、气保护焊等,可以根据具体需求选择合适的方法。
电弧焊的优点是焊接速度快,热效率高,适用于各种环境和条件。
另外,还有一种不锈钢焊接方法是激光焊接。
激光焊接是利用高能激光束对工件进行熔化和连接的方法,具有热影响小、焊接速度快、变形小等优点。
激光焊接适用于高精度和高要求的不锈钢焊接,可以实现对焊接接头的精细控制和调整。
然而,激光焊接设备成本高,维护和操作要求严格,适用范围相对狭窄。
除了上述几种常见的不锈钢焊接方法外,还有一些特殊的焊接方法,如摩擦搅拌焊、等离子焊、电子束焊等,它们各自具有特定的优点和适用范围,可以根据具体的工程需求进行选择。
总的来说,不锈钢焊接方法多种多样,每种方法都有其特点和适用范围。
在选择焊接方法时,需要考虑材料的类型、厚度、形状,以及工艺要求、生产效率等因素。
同时,焊接操作人员需要具备专业的技术和经验,严格按照焊接规程进行操作,确保焊接质量和安全。
希望本文介绍的不锈钢焊接方法对您有所帮助,谢谢阅读!。
第28卷 第2期2008年4月航 空 材 料 学 报J OURNAL OF A ERONAUT ICAL MAT ER I A LSV o l 28,N o 2 A pr il 2008结合钎焊和氩弧焊方法对钛合金/Nb/不锈钢接头的连接叶 雷, 熊华平, 李晓红, 毛 唯, 程耀永(北京航空材料研究院,北京100095)摘要:利用A gCu 1.8T i 和A gCu 4.4T i 两种钎料对N b 与0C r17N i 4Cu4N b 不锈钢进行润湿性研究,并钎焊N b 与0Cr17N i 4Cu4N b 接头。
A gCu 1 8T i 在N b 与0Cr17N i4Cu4N b 上的润湿角均小于A gCu 4 4T i 。
分析接头组织发现,A gCu 4 4T i 钎料接头中在靠近不锈钢侧存在约50 m 宽的富T i 层,而AgCu 1 8T i 钎料接头中未发现该富T i 层。
利用氩弧焊将TC4与Nb 预先焊好后再用两种钎料钎焊N b 和不锈钢,测定T C4/N b /0C r17N i 4Cu4N b 接头的室温拉伸强度。
数据显示,A gCu 1 8T i 钎料接头的室温拉伸强度平均值达到222 2M P a ,而A gCu 4 4T i 钎料接头强度仅有133 8M Pa ,所有接头均断于Nb 与0C r17N i 4Cu4N b 界面。
关键词:钎焊;A gCuT ;i 钛合金;不锈钢中图分类号:TG454文献标识码:A 文章编号:1005 5053(2008)02 0019 05收稿日期:2007 09 24;修订日期:2008 01 04作者简介:叶雷(1981 ),硕士研究生,工程师,(E m ail)ye lei32@163 com 。
钛合金由于比强度高、耐蚀性能好等优异性能,已在航空、航天、核工业、石油、化工等领域得到广泛应用。
随着钛合金应用的日益增多,钛与其他金属的焊接,尤其是钛合金与不锈钢的连接已经成为需要解决的基本问题。
由于钛合金与不锈钢在熔点、线膨胀系数、热导率和比热容等方面的差异[1],以及二者之间易生成T i F e ,T i 2Fe 和T i C 等脆性相[2],焊接时对接头强度、塑性、韧性有很大的影响。
目前,国内外研究已见报道有扩散焊、爆炸焊、钨极氩弧焊、钎焊等焊接方法。
扩散焊研究中采用了V +Cu [3]、N i 箔[4]、纳米镀N i 层[5]等中间层形式,但接头强度与耐蚀性等综合性能还有待进一步改善,而且存在对实际被焊件的结构适应性不强等问题。
爆炸焊[6]对连接大面积复合板非常有效,但存在着变形量大和组织性能不均匀的问题。
采用不填丝方法[7]进行钛 钢的氩弧焊,接头不可避免出现钛 铁脆性相而导致接头强度下降。
对二者的钎焊研究主要为使用Ag 基钎料如AgA l [8],AgCuN i L i [9]和AgCuT i [10]等,但采用的接头形式全部为钛合金与不锈钢直接钎焊,不可避免会使T i 与Fe 元素相互接触反应。
本研究采用Nb 作为中间层,通过Nb 阻隔钛合金与不锈钢连接时的直接接触,并利用Nb 的高塑性以缓释连接过程中由于两母材物理性能的差异而产生的应力。
由于T i 与Nb 两者可以无限互溶,已通过试验证明,利用氩弧焊可以很好地解决两者之间的连接问题。
本研究中钛合金与Nb 的连接在充氩箱中利用氩弧焊进行,不锈钢与Nb 的连接采用两种T i 含量的AgCuT i 钎料进行钎焊。
对两种AgCuT i 钎料在Nb 和不锈钢上的润湿性进行研究,同时分析钎焊接头的组织并测试接头室温拉伸强度,为以后钛合金与不锈钢连接的进一步研究提供技术基础。
1 试验材料和方法试验用中间层为1mm 厚的Nb 板,母材分别为TC4钛合金和0C r 17N i4Cu4Nb(简称17 4)不锈钢(均为2mm 厚),其主要成分(w %t )为,TC4:T i (5 5~6 8)A l (3 5~4 5)V;17 4:Fe (15 0~17 5)C r (3 0~5 0)N i (3 0~5 0)Cu (0 15~0 45)Nb 。
两种AgCuT i 钎料的成分分别为Ag 35 2Cu 1 8T i 和A g 27 5Cu 4 4T i(w %t ),为箔状形式钎料,厚度约为50 m 。
钎焊前TC4和N b 分别用一定比例的HNO 3+H F +H 2O 和HNO 3+H 2SO 4+H F+H 2O 酸洗后再用丙酮清洗,不锈钢待焊面磨平后超声波丙酮清洗。
润湿试验为分别取50mg 的钎料箔剪成约2 5mm 2 5mm 的小片叠加后,用储能点焊机点焊固定在清洗后的Nb 片和不锈钢片航 空 材 料 学 报第28卷上,放入真空炉中加热至910 保温15m i n 。
TC4与Nb 中间层在充氩箱中利用T i 焊丝填充进行氩弧焊连接,TC4开45 坡口。
将焊好的TC4/Nb 接头与不锈钢装配,Nb 与不锈钢之间预置两层钎料在真空炉中进行钎焊,钎焊规范为910 保温15m i n ,整个过程真空度不低于1 10-2Pa 。
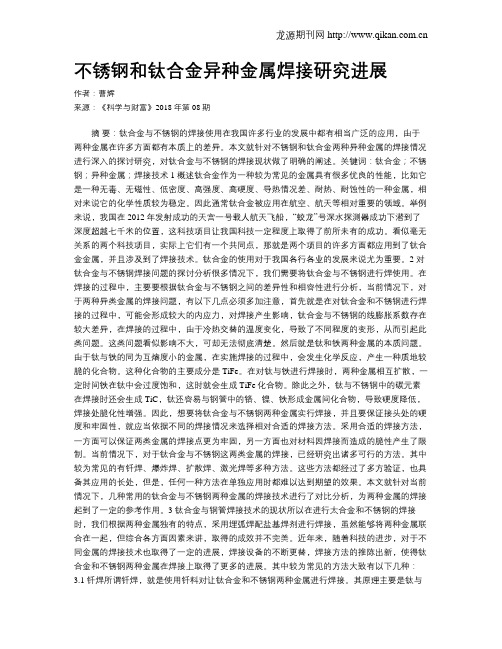
具体接头形式如图1。
利用光学显微镜测定两种钎料在Nb 和不锈钢上的润湿角,利用FE I QUANTA 600扫描电镜(SE M )和I N C A 能谱仪(EDS)分析接头的微观组织和相成分,并测定TC4/N b /不锈钢接头的室温拉伸强度。
图1 TC4/N b 在充氩箱中熔焊(a)和TC4+Nb /17 4在真空炉中钎焊(b)的接头形式F ig 1 Jo i nt shape o f TC4/N b i n A r filli ng chamber (a)and T C4+N b /17 4i n vacuu m f urnace (b)2 试验结果与分析2 1 AgC uTi 钎料在Nb 与不锈钢上的润湿性 图2为两种T i 含量的A gCuT i 钎料在Nb 与不锈钢的润湿情况照片。
从图中可以看出,高T i 钎料在Nb 和不锈钢上的润湿性都比较差,在不锈钢表面钎料基本凝成球状;而低T i 钎料均有一定的铺展。
用光学显微镜测定两种钎料的润湿角,结果示于表1。
若钎料和母材在液态和固态均不相互作用,它们之间的润湿性就会很差;若钎料与母材能相互溶图2 两种钎料在N b 和不锈钢上的润湿情况F i g 2 M orpho log i es o f t w o ki nds of brazi ng fillers onN b and 17 4w it h t he sessile drop m ethod表1 两种钎料在N b 和不锈钢上的润湿角T ab l e 1 Contact ang les o f t wo k i nds o f bra zi ng fill ers on N b and 17 4w it h t he sessile drop m ethodN b17 4A gCu 4.4T i 98 ,104 average :101 146 ,130 ave rage :138 A gCu 1.8T i43 ,45average :4453 ,61average :57解或形成化合物,钎料就能很好地润湿母材,并且钎料中能与母材互溶的元素对润湿性的改善效果要好于与母材形成化合物的元素,主要原因是前者能显著减小液态钎料与固态母材的界面张力,而后者减小界面张力的能力有限。
在钎料与不锈钢界面上,Ag 和Fe 在固、液态下均不相互作用,液态的Ag 与固态的Fe 之间的表面张力很大(1125 时大于3 40N m-1)[11],润湿性较差,但高温下液态的Cu能溶解一定量的Fe ,二者之间的表面张力在1100时为0 44N m -1,远小于前者,对应于本研究中钎焊温度910 ,也应有如上的表面张力差异。
所以,在Ag 中加入Cu 可以大大改善钎料的润湿性。
T i与Fe 之间形成比较复杂的化合物相,其对润湿性的改善效果要小于Cu 。
虽然AgCu 4 4T i 钎料中T i 含量比A g Cu 1 8T i 中T i 含量高,但后者Cu 含量远高于前者,相对于Cu 对钎料润湿性的影响,T i 的影响小得多。
对于两种钎料和Nb 的反应,同样有上述的规律。
由此可以看出,低T i 的钎料中含有较多的Cu ,其改善润湿性的能力比T i 强。
此外,由于T i 含量的20第2期结合钎焊和氩弧焊方法对钛合金/Nb/不锈钢接头的连接增加提高了钎料的熔化温度区间(AgCu 1 8T i的熔化温度取间为780~815 ,而Ag Cu 4 4T i为830~ 850 )。
在910 钎焊温度下,低T i钎料有更大的过热度,这使得钎料的表面张力下降,提高了润湿性。
从表1可以看出,910 /15m i n条件下,在Nb 和17 4不锈钢上,低T i钎料的润湿角分别为44 和57 ,均明显小于高T i钎料的101 和138 。
并且由于T i与Nb可无限互溶,而T i与Fe生成化合物相,二者界面张力的大小有所不同,所以两种钎料在Nb 上的润湿角均小于在不锈钢上的润湿角。
2 2 两种钎料钎焊N b与17 4不锈钢的接头组织 图3及图4分别是AgCu 4 4T i和AgCu 1 8T i 在910 /15m i n下钎焊Nb与不锈钢接头组织及元素面分布图。
表2为两图中各微区成分。
比较两图中的T i元素面分布可以看出,高T i钎料接头中靠近不锈钢侧有一宽约50 m的富T i层(图3中对应 2 ),在Nb与钎缝界面也有一较窄的富T i层(图3中对应3 )。
低T i钎料接头中靠不锈钢侧不存在这种宽的富T i层,Nb与钎缝界面的窄的富T i层也相对不明显。
从富T i层 2 的成分看,该区域主要为T i Fe Cu相。
Nb与钎缝界面上的窄富T i层 3 的成分与 2 相比,Fe和Cu含量有所减少,Nb含量增加,T i含量也有所增加。
从元素面分布图可知, Nb和C r均很少向钎缝中扩散。
两钎缝中间均有富Cu相(图3中对应 1 ,图4中对应4 ),从Cu面分布看,高T i钎料接头(图3)中这种富Cu相的数量比低T i钎料接头(图4)少。
分析原因是由于在钎焊过程中,高T i钎料中熔化的T i与Fe和Cu反应生成大量的T i Fe Cu相,从而消耗了钎料中原有的Cu,而在低T i钎料接头中由于T i含量较少,没有很多这种相生成,因而在凝固过程中生成大量的富Cu相 4 。
比较两接头中Nb与钎缝界面成分 3 与5 可以发现,界面 3 的T i和Fe含量高于 5 ,从图3和图4的Fe元素面分布图也能发现,高T i 钎料接头的Fe含量较多,这证明钎料中T i含量增加,不锈钢母材中的Fe向钎缝中扩散的数量也增多。