压铸件缺陷汇总
- 格式:pdf
- 大小:545.16 KB
- 文档页数:24
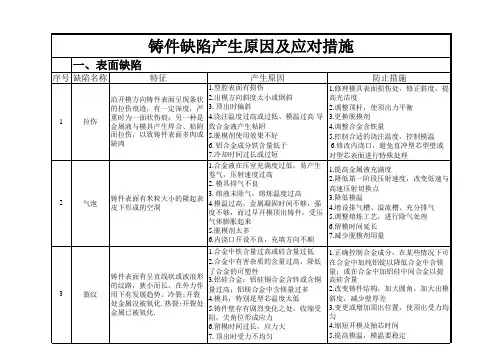
铝合金压铸件所有缺陷及对策大全一、化学成份不合格主要合金元素或杂质含量与技术要求不符,在对试样作化学分析或光谱分析时发现。
1、配料计算不正确,元素烧损量考虑太少,配料计算有误等;2、原材料、回炉料的成分不准确或未作分析就投入使用;3、配料时称量不准;4、加料中出现问题,少加或多加及遗漏料等;5、材料保管混乱,产生混料;6、熔炼操作未按工艺操作,温度过高或熔炼时间过长,幸免于难烧损严重;7、化学分析不准确。
对策:1)、对氧化烧损严重的金属,在配料中应按技术标准的上限或经验烧损值上限配料计算;配料后并经过较核;2)、检查称重和化学分析、光谱分析是否正确;3)、定期校准衡器,不准确的禁用;4)、配料所需原料分开标注存放,按顺序排列使用;5)、加强原材料保管,标识清晰,存放有序;6)、合金液禁止过热或熔炼时间过长;7)、使用前经炉前分析,分析不合格应立即调整成分,补加炉料或冲淡;8)、熔炼沉渣及二级以上废料经重新精炼后掺加使用,比例不宜过高;9)、注意废料或使用过程中,有砂粒、石灰、油漆混入。
二、气孔铸件表面或内部出现的大或小的孔洞,形状比较规则;有分散的和比较集中的两类;在对铸件作X光透视或机械加工后可发现。
1、炉料带水气,使熔炉内水蒸气浓度增加;2、熔炉大、中修后未烘干或烘干不透;3、合金液过热,氧化吸气严重;4、熔炉、浇包工具氧等未烘干;5、脱模剂中喷涂过重或含发气量大;6、模具排气能力差;7、煤、煤气及油中的含水量超标。
对策:1)、严禁把带有水气的炉料装入炉中,装炉前要在炉边烘干;2)、炉子、坩埚及工具未烘干禁止使用;3)、注意铝液过热问题,停机时间要把炉调至保温状态;4)、精炼剂、除渣剂等未烘干禁止使用,使用时禁止对合金液激烈搅拌;5)、严格控制钙的含量;6)、选用挥发性气体量小的脱模剂,并注意配比和喷涂量要低;7)、未经干燥的氯气等气体和未经烘干的氯盐等固体不得使用。
三、涡流孔铸件内部的细小孔洞或合金液流汇处的大孔洞。
压铸件常见缺陷及解决办法
1、尖角缺陷:表现为在压铸件的边缘和表面出现尖利的角,其
原因是模具的固定不牢,模具合模前没有铂精加光等操作,模具和表
面间的空隙较大,导致铸件连续流和溅射的金属物料的冷凝无法完全
填充到模具内。
解决办法是在压铸件的模具制作中要注意模具的固定,还要在合模前进行铂精加光,使模具缝隙尽量控制在最小。
2、翘曲缺陷:表现为铸件胚体过大或模具设计不当,导致部分
孔表面被填充的金属物料过度凝固后发生变形。
解决办法是提高铸件
的成型质量,在模具设计时应注意做到模具中高低正常,同时要增加
相应的引流装置,降低铸件表面在压铸过程中的温度,减少物料凝固
时间。
3、凹槽缺陷:表现为压铸件内壁或内孔出现浅深不均、粗糙凹槽,一般出现在内壁与模穴孔面间,其原因是模具合模时并未完全排
除空气,另外铸件内孔口位、形喉与内壁模穴间距过大,空气中的熔
融物料的细沙子难以充分清除也会导致此缺陷的产生。
解决办法是采
取真空压铸成型,即采用真空室和真空阀将空气真空,以消除空气;
另外应改变合模方式和模具设计,减少内孔口位与形喉与内壁模穴间距。
产生原因分析判断及解决办法1、金属液浇注温度低或模具温度低;2、合金成分不符合标准,流动性差;3、金属液分股填充,熔合不良;4、浇口不合理,流程太长;5、填充速度低或排气不良;6、压射比压偏低。
1、产品发黑,伴有流痕。
适当提高浇注温度和模具温度;2、改变合金成分,提高流动性;3、烫模件看铝液流向,金属液碰撞产生冷隔出现一般为涡旋状,伴有流痕。
改进浇注系统,改善内浇口的填充方向。
另外可在铸件边缘开设集渣包以改善填充条件;4、伴有远端压不实。
更改浇口位置和截面积,改善排溢条件,增大溢流量;5、产品发暗,经常伴有表面气泡。
提高压射速度,6、铸件整体压不实。
提高比压(尽量不采用)。
缺陷1 ---- 冷隔缺陷现象:温度较低的金属流互相对接但未熔合而出现的缝隙,呈不规则的线形,有穿透的和不穿透的两种,在外力的作用下有发展的趋势。
其他名称:冷接(对接)缺陷2 ---- 擦伤其他名称:拉伤、拉痕、粘模伤痕缺陷现象:顺着脱模方向,由于金属粘附,模具制造斜度太小而造成铸件表面的拉伤痕迹,严重时成为拉伤面甚至产生裂纹。
产生原因 分析判断及解决办法 1、型芯、型壁的铸造斜度太小或出现倒斜度; 2、型芯、型壁有压痕; 3、合金粘附模具;4、铸件顶出偏斜,或型芯轴线偏斜;5、型壁表面粗糙;6、涂料常喷涂不到;7、铝合金中含铁量低于0.6%; 8、合金浇注温度高或模具温度太高;9、浇注系统不正确, 直接冲击型壁或型芯 ; 10、填充速度太高;11、型腔表面未氮化。
1、产品一般拉出亮痕,不起毛。
修正模具,保证制造斜度; 2、产生拉毛甚至拉裂。
打光压痕、更换型芯或焊补型壁; 3、拉伤起毛。
抛光模具; 4、单边大面积拉伤,顶出时有异声修正模具结构; 5、拉伤为细条状,多条。
打磨抛光表面; 6、模具表面过热,均匀粘铝。
涂料用量薄而均匀,不能漏喷涂料; 7、型腔表面粘附铝合金。
适当增加含铁量至0.6~0.8%;8、型腔表面粘附铝合金,尤其是内浇口附近。
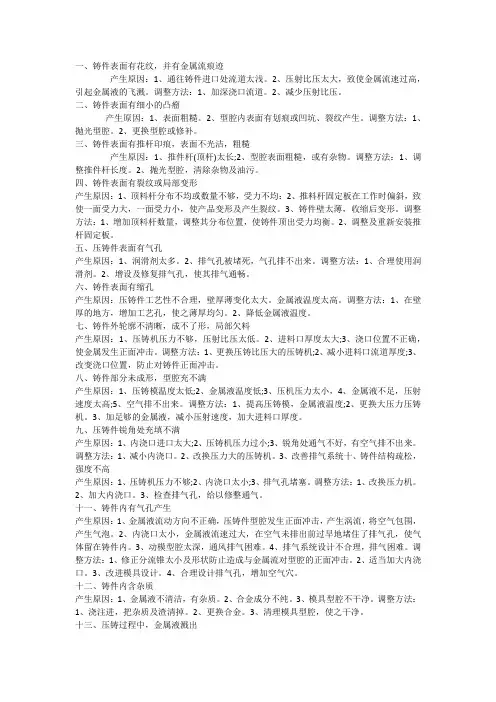
一、铸件表面有花纹,并有金属流痕迹产生原因:1、通往铸件进口处流道太浅。
2、压射比压太大,致使金属流速过高,引起金属液的飞溅。
调整方法:1、加深浇口流道。
2、减少压射比压。
二、铸件表面有细小的凸瘤产生原因:1、表面粗糙。
2、型腔内表面有划痕或凹坑、裂纹产生。
调整方法:1、抛光型腔。
2、更换型腔或修补。
三、铸件表面有推杆印痕,表面不光洁,粗糙产生原因:1、推件杆(顶杆)太长;2、型腔表面粗糙,或有杂物。
调整方法:1、调整推件杆长度。
2、抛光型腔,清除杂物及油污。
四、铸件表面有裂纹或局部变形产生原因:1、顶料杆分布不均或数量不够,受力不均:2、推料杆固定板在工作时偏斜,致使一面受力大,一面受力小,使产品变形及产生裂纹。
3、铸件壁太薄,收缩后变形。
调整方法:1、增加顶料杆数量,调整其分布位置,使铸件顶出受力均衡。
2、调整及重新安装推杆固定板。
五、压铸件表面有气孔产生原因:1、润滑剂太多。
2、排气孔被堵死,气孔排不出来。
调整方法:1、合理使用润滑剂。
2、增设及修复排气孔,使其排气通畅。
六、铸件表面有缩孔产生原因:压铸件工艺性不合理,壁厚薄变化太大。
金属液温度太高。
调整方法:1、在壁厚的地方,增加工艺孔,使之薄厚均匀。
2、降低金属液温度。
七、铸件外轮廓不清晰,成不了形,局部欠料产生原因:1、压铸机压力不够,压射比压太低。
2、进料口厚度太大;3、浇口位置不正确,使金属发生正面冲击。
调整方法:1、更换压铸比压大的压铸机;2、减小进料口流道厚度;3、改变浇口位置,防止对铸件正面冲击。
八、铸件部分未成形,型腔充不满产生原因:1、压铸模温度太低;2、金属液温度低;3、压机压力太小,4、金属液不足,压射速度太高;5、空气排不出来。
调整方法:1、提高压铸模,金属液温度;2、更换大压力压铸机。
3、加足够的金属液,减小压射速度,加大进料口厚度。
九、压铸件锐角处充填不满产生原因:1、内浇口进口太大;2、压铸机压力过小;3、锐角处通气不好,有空气排不出来。
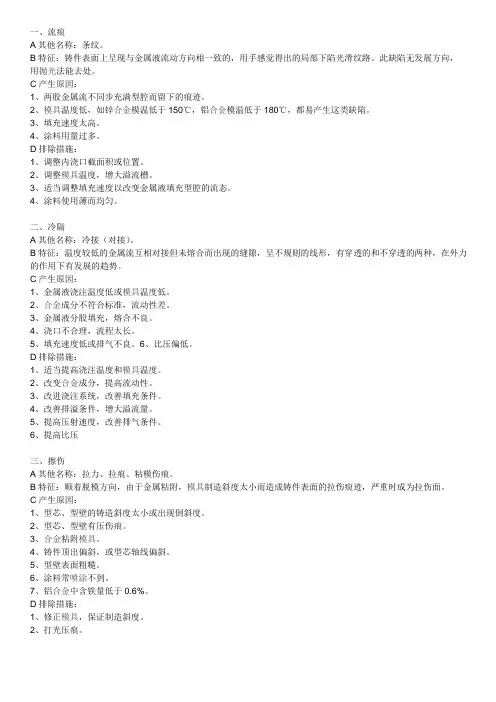
一、流痕A其他名称:条纹。
B特征:铸件表面上呈现与金属液流动方向相一致的,用手感觉得出的局部下陷光滑纹路。
此缺陷无发展方向,用抛光法能去处。
C产生原因:1、两股金属流不同步充满型腔而留下的痕迹。
2、模具温度低,如锌合金模温低于150℃,铝合金模温低于180℃,都易产生这类缺陷。
3、填充速度太高。
4、涂料用量过多。
D排除措施:1、调整内浇口截面积或位置。
2、调整模具温度,增大溢流槽。
3、适当调整填充速度以改变金属液填充型腔的流态。
4、涂料使用薄而均匀。
二、冷隔A其他名称:冷接(对接)。
B特征:温度较低的金属流互相对接但未熔合而出现的缝隙,呈不规则的线形,有穿透的和不穿透的两种,在外力的作用下有发展的趋势。
C产生原因:1、金属液浇注温度低或模具温度低。
2、合金成分不符合标准,流动性差。
3、金属液分股填充,熔合不良。
4、浇口不合理,流程太长。
5、填充速度低或排气不良。
6、比压偏低。
D排除措施:1、适当提高浇注温度和模具温度。
2、改变合金成分,提高流动性。
3、改进浇注系统,改善填充条件。
4、改善排溢条件,增大溢流量。
5、提高压射速度,改善排气条件。
6、提高比压三、擦伤A其他名称:拉力、拉痕、粘模伤痕。
B特征:顺着脱模方向,由于金属粘附,模具制造斜度太小而造成铸件表面的拉伤痕迹,严重时成为拉伤面。
C产生原因:1、型芯、型壁的铸造斜度太小或出现倒斜度。
2、型芯、型壁有压伤痕。
3、合金粘附模具。
4、铸件顶出偏斜,或型芯轴线偏斜。
5、型壁表面粗糙。
6、涂料常喷涂不到。
7、铝合金中含铁量低于0.6%。
D排除措施:1、修正模具,保证制造斜度。
2、打光压痕。
3、合理设计浇注系统,避免金属流对冲型芯、型壁,适当降低填充速度。
4、修正模具结构。
5、打光表面。
6、涂料用量薄而均匀,不能漏喷涂料。
7、适当增加含铁量至0.6~0.8%。
四、凹陷A其他名称:缩凹、缩陷、憋气、塌边。
B特征:铸件平滑表面上出现的凹瘪的部分,其表面呈自然冷却状态。
压铸件常见缺陷及解决办法
一、压铸件缺陷
1、压铸凹痕:压铸凹痕是指在压铸后件表面出现的凹痕或沟等处的缺陷。
2、拉伤表面:这种缺陷是指当件拉伸出模后,件毛刺或表面斑点等特
征缺陷。
3、起火晶:起火晶是指压铸件中凝固过程中熔料里存在的大量小气泡
缺陷。
4、压型:这种缺陷是指模具中几个竖向型腔偏移位置,影响压铸件内
部夹紧、定位等缺陷。
二、解决办法
1、压铸凹痕:首先要检查有没有流淌痕或模具内应有的空气渗入,来
找出原因,同时要及时修整和修复模具。
2、拉伤表面:要检查压铸模具表面的震动是否合理,如果表面粗糙可
以适当采用打磨,以降低拉伤表面。
3、起火晶:保证熔料温度合适,及时移动和改变拳头垫针,使熔料流
动均匀;改进圠充,减少浪涌现象;改变压力以降低小气泡形成的机会;合理的检查温度之间的差异。
4、压型:检查模具的型腔,确保它们定位准确,消除产品的分离现象;合理更换冷却介质等以降低成型环境的温度差异。
常见压铸件缺陷解决方法一、流痕(条纹):特征:铸件表面上呈现与金属液流动方向相一致的,用手感觉得出的局部下陷光滑纹路。
此缺陷无发展方向,用抛光法能去处。
原因:(流动性问题)1、两股金属流不同步充满型腔而留下的痕迹2、模具温度太低3、填充速度太高4、涂料用量过多排除措施:1、调整内浇口截面积或位置2、调整模具温度,增大溢流槽3、适当调整填充速度以改变金属液填充型腔的流态4、涂料使用薄而均匀二、冷隔(冷接、对接),水纹特征:温度较低的金属流互相对接但未熔合而出现的缝隙,呈不规则的线形,有穿透的和不穿透的两种,在外力的作用下有发展的趋势。
原因:(流动性问题)1、金属液浇注温度低或模具温度低。
2、合金成分不符合标准,流动性差。
3、金属液分股填充,熔合不良。
4、浇口不合理,流程太长。
5、填充速度低或排气不良。
6、比压偏低。
排除措施:1、适当提高浇注温度和模具温度。
2、改变合金成分,提高流动性。
3、改进浇注系统,加大内浇口速度,改善填充条件。
4、改善排溢条件,增大溢流量。
5、提高压射速度,改善排气条件。
6、提高比压三、擦伤(粘模伤痕)特征:顺着脱模方向,由于金属粘附,模具制造斜度太小而造成铸件表面的拉伤痕迹, 严重时成为拉伤面。
产生原因:(粘着现象)1、型芯、型壁的铸造斜度太小或出现倒斜度。
2、型芯、型壁有压伤痕。
3、合金粘附模具。
4、铸件顶出偏斜,或型芯轴线偏斜。
5、型壁表面粗糙。
6、涂料常喷涂不到。
7、铝合金中含铁量低于0.6%。
排除措施:1、修正模具,保证制造斜度。
2、打光压痕。
3、合理设计浇注系统,避免金属流对冲型芯、型壁,适当降低填充速度。
4、修正模具结构。
5、打光表面。
6、涂料用量薄而均匀,不能漏喷涂料。
7、适当增加含铁量至0・6〜0・8%。
四、凹陷(缩陷、塌边)特征:铸件平滑表面上出现的凹瘪的部分,其表面呈自然冷却状态。
产生原因:(模具设计、环境问题)1、铸件结构设计不合理,有局部厚实部位,产生热节。
压铸件缺陷:一、冷隔特征:温度较低的金属流互相对接但未熔合而出现的缝隙,呈不规则的线形,有穿透的和不穿透的两种,在外力的作用下有发展的趋势。
产生原因排除措施1、金属液浇注温度低或模具温度低。
2、合金成分不符合标准,流动性差。
3、金属液分股填充,熔合不良。
4、浇口不合理,流程太长。
5、填充速度低或排气不良。
6、比压偏低。
1、适当提高浇注温度和模具温度。
2、改变合金成分,提高流动性。
3、改进浇注系统,改善填充条件。
4、改善排溢条件,增大溢流量。
5、提高压射速度,改善排气条件。
6、提高比压二、拉痕、粘模伤痕特征:顺着脱模方向,由于金属粘附,模具制造斜度太小而造成铸件表面的拉伤痕迹,严重时成为拉伤面。
产生原因排除措施1、型芯、型壁的铸造斜度太小或出现倒斜度。
2、型芯、型壁有压伤痕。
3、合金粘附模具。
4、铸件顶出偏斜,或型芯轴线偏斜。
5、型壁表面粗糙。
6、涂料常喷涂不到。
7、铝合金中含铁量低于0.6%。
1、修正模具,保证制造斜度。
2、打光压痕。
3、合理设计浇注系统,避免金属流对冲型芯、型壁,适当降低填充速度。
4、修正模具结构。
5、打光表面。
6、涂料用量薄而均匀,不能漏喷涂料。
7、适当增加含铁量至0.6~0.8%。
三、鼓泡特征:铸件表皮下,聚集气体鼓胀所形成的泡。
产生原因排除措施1、模具温度太高。
2、填充速度太高,金属流卷入气体过多。
3、涂料发气量大,用量过多,浇注前未燃尽,使挥发气体被包在铸件表层。
4、排气不顺。
5、开模过早。
6、合金熔炼温度过高。
1、冷却模具至工作温度。
2、降低压射速度,避免涡流包气。
3、选用发气量小的涂料,用量薄而均匀,燃尽后合模。
4、清理和增设溢流槽和排气道。
5、调整留模时间。
6、修整熔炼工艺。
四、气孔特征:卷入压铸件内部的气体所形成的形状较为规则,表面较为光滑的孔洞。
产生原因排除措施主要是包卷气体引起1、浇口位置选择和导流形状不当,导致金属液进入型腔产生正面撞击和产生旋涡。
2、浇道形状设计不良。

常见压铸件缺陷及解决方法一、流痕 其他名称:条纹。
特征:铸件表面上呈现与金属液流动方向相一致的, 用手感觉得出的局部下陷光滑纹路。
此缺陷无发展方向,用抛光法能去处。
产生原因:1 、两股金属流不同步充满型腔而留下的痕迹。
2、 模具温度低,如锌合金模温低于150C,铝合金模温低于180C,都易产生这类缺陷。
3、 填充速度太高。
4、 涂料用量过多。
排除措施:1 、调整内浇口截面积或位置。
2、调整模具温度,增大溢流槽。
3 、适当调整填充速度以改变金属液填充型腔的流态。
4、涂料使用薄而均匀。
二、冷隔,水纹其他名称:冷接(对接),水纹。
特征:温度较低的金属流互相对接但未熔合而出现的缝隙, 穿透的两种,在外力的作用下有发展的趋势。
产生原因:1 、金属液浇注温度低或模具温度低。
2、 合金成分不符合标准,流动性差。
3、 金属液分股填充,熔合不良。
4、 浇口不合理,流程太长。
5、 填充速度低或排气不良。
6、 比压偏低。
排除措施:1 、适当提高浇注温度和模具温度。
2、 改变合金成分,提高流动性。
3、 改进浇注系统,加大内浇口速度,改善填充条件。
4、 改善排溢条件,增大溢流量。
5、 提高压射速度,改善排气条件。
6 、提高比压 三、擦伤其他名称:拉力、拉痕、粘模伤痕。
特征:顺着脱模方向,由于金属粘附,模具制造斜度太小而造成铸件表面的拉伤痕迹, 时成为拉伤面。
产生原因:1 、型芯、型壁的铸造斜度太小或出现倒斜度。
2、 型芯、型壁有压伤痕。
3、 合金粘附模具。
呈不规则的线形,有穿透的和不严重4、铸件顶出偏斜,或型芯轴线偏斜。
5、型壁表面粗糙。
6、涂料常喷涂不到。
7、铝合金中含铁量低于0.6%。
排除措施:1、修正模具,保证制造斜度。
2、打光压痕。
3、合理设计浇注系统,避免金属流对冲型芯、型壁,适当降低填充速度。
4、修正模具结构。
5、打光表面。
6、涂料用量薄而均匀,不能漏喷涂料。
7、适当增加含铁量至0.6~0.8%。
3.压铸件的常见缺陷及定义压铸件的常见缺陷及定义一、破裂(裂纹)定义:产品表面因受力不均而导致断裂或裂纹原因分析:1、顶针顶出的时间选择不当,顶出的时间过长或过短均可能导致裂纹产生(当使用的铝锭成分复杂、高炉回收铝锭也会导致裂纹产生)2、顶出的速度过快可能导致裂纹,由于产品和模腔之间存在着一定的粘着力和摩擦,当顶出速度过大时,相当于给产品一强大之冲击力,从而导致裂纹或卡模;3、铝液温度过高时,收缩变形大,容易产生裂纹;4、模具型腔某处或个别顶针端面毛刺导致铸件局部粘着力过大,当顶出时受力不均造成弯曲变形、破裂,射梢平面坦度不足,射梢润滑不足;5、冷却水管位置不合理或堵塞,导致模具局部温度过高;6、离型剂喷涂太少,导致粘力过大,强行顶出破裂;7、固定模长久未喷到位,开模时拉破裂;8、拔模斜度不够;9、应力集中于锐角部;改善对策:1、根据产品的形状来选择适当之冷却时间和顶出时间;2、顶针顶出速度尽可能选择慢些,以求铸件押出平稳;3、控制铝液杂质成分含量;4、生产过程中应注意铝液温度;5、修正适当的拔模斜度;6、提高模具温度,减少肉厚变化,均一化成品凝固时间;7、R在许容的范围内尽量加大;8、增加押出梢或变更位置;二、起泡定义:铸件表面某处面积光滑凸起的现象,起泡一般有两种表现形式;1、铸件成型后取出即可看到;2、铸件因后续加工需进行高温烘烤后才发生的,比如烤肉盘、铝锅在高温涂装工序出现的起泡。
原因分析:1、注汤速度过快,使得铝液在料管内翻滚混杂空气,且射进预时过短,空气不能逸出,而在成型时产生气泡;2、射出时间过快,充填时模具内气体未排净,被卷入铸件中;3、冷却水管堵塞或者配置不当,造成模具局部温度过高,喷离型剂时产生大量水气,充填时未能完会排出;4、排气槽被毛边堵塞;5、铝渣过多,熔液产生的气体不能顺畅逸出;6、铝液温度过高,导致其中含空气太多;7、表层部气体呈螺旋状;改善对策:1、适当减少二次速度,增大一次行程;2、控制好铝液温度,注汤速度及射进预时;3、铝液熔化时添加吸气剂并及时除渣;4、改善排气系统;5、加长开模时间,降下成品脱模的温度;6、减少给汤温度和模具温度。
铝合金压铸件的缺陷分析铝合金压铸件是指通过将铝合金熔化后注入铸模中,在高压下快速凝固而形成的铝合金制品。
它具有优异的机械性能、强度高、重量轻、加工性好等特点,因此广泛应用于汽车、航空航天、电子、建筑等领域。
然而,铝合金压铸件在制造过程中可能出现一些缺陷,影响其质量和性能。
下面将分析铝合金压铸件的常见缺陷及其原因:1.粘合缺陷:铝合金压铸件在注模过程中,由于铝液与铸模表面的接触面积较大,容易出现液态铝与模具表面产生粘合现象。
导致铸件表面出现明显的凹痕和粘合痕迹。
这种缺陷主要是由于铸造温度过高或模具表面粗糙度不足造成的。
2.空洞缺陷:空洞是指铸造件内部出现的孔洞。
空洞缺陷主要由于铝液在凝固过程中未完全填充铸型腔体,造成残留气体无法排出,从而形成气孔。
这种缺陷主要是由于铸造温度过低、注模速度过快、铝液中气体含量过高等原因造成的。
3.热裂缺陷:热裂是指铸造件在冷却过程中,由于内部应力超过材料的强度极限而产生的裂纹。
热裂缺陷主要由于铝合金压铸件在凝固过程中温度梯度过大、结晶过程不均匀等原因造成的。
4.气泡缺陷:气泡是指铝合金压铸件内部出现的气体聚集。
气泡缺陷主要由于熔铝中的氢气在凝固过程中无法完全排出,导致气泡形成。
这种缺陷主要是由于熔铝中氢气含量过高、注模速度过快、温度过高等原因造成的。
5.灰斑缺陷:灰斑是指铝合金压铸件表面出现的较大灰白色斑点。
灰斑缺陷主要由于模具表面氧化层未能完全清除、铝液中含有过多的杂质等原因造成的。
为减少这些缺陷的出现,可以采取以下措施:1.控制铸造温度,确保合金能够充分熔化并达到适宜的流动性,避免温度过高或过低产生缺陷。
2.提高模具表面的粗糙度,以增加与铝液的接触面积,减少粘合缺陷的发生。
3.控制注模速度,确保铝液完全填充铸模腔体,避免空洞和气泡的产生。
4.控制铸造过程中的温度梯度,确保均匀凝固,减少热裂缺陷的发生。
5.提高熔铝的纯净度,减少杂质的含量,避免灰斑的产生。
综上所述,铝合金压铸件的缺陷主要包括粘合缺陷、空洞缺陷、热裂缺陷、气泡缺陷和灰斑缺陷。
压铸件的缺陷及产生的原因压铸件是指通过将金属液体注入金属型腔中,经过固化后制成的零件。
但是,在压铸过程中,常常会出现一些缺陷,影响零件的质量和性能。
下面将介绍压铸件的一些常见缺陷及其产生的原因。
1.翘曲缺陷:也称为翘边、翘曲、变形等。
翘曲缺陷是指零件的表面或边缘呈现出翘曲,失去了平整的状态。
主要原因有:a)模具设计不合理或施工差,导致模具收缩不均匀。
b)注射压力过大或注射时间过长,导致零件超出模具限度。
c)压铸过程中的温度控制不当,导致局部过热和不均匀。
2.气孔缺陷:是指零件表面或内部存在气体囊泡。
主要原因有:a)金属液体中含有过多的气体,例如铁水中的氢气或氧气。
b)浇注速度过快,金属液体在注射过程中未能顺利排出气体。
c)压铸设备不符合要求,导致金属液体中气体无法排除。
3.砂眼缺陷:是指零件表面或内部存在砂眼。
主要原因有:a)压铸过程中模具受到振动或冲击,导致砂芯松动或破裂。
b)铸造材料中含有过多的细小颗粒,容易形成砂眼。
c)压铸设备的压力控制不当,导致铸件内部砂芯松动。
4.缩松缺陷:是指零件表面或内部存在空洞或空隙。
主要原因有:a)金属液流动速度不均匀,导致金属液中气体无法排出,形成缩松。
b)金属液温度过低或过高,凝固速度过快或过慢,容易形成缩松。
c)压铸设备的注射压力和速度不匹配,导致金属液无法充分填充模腔。
5.热裂缺陷:是指零件在冷却过程中出现裂纹。
主要原因有:a)压铸件的凝固收缩不均匀,产生内部应力,导致零件热裂。
b)零件的壁厚不均匀,导致凝固速度不同,产生应力集中。
c)零件冷却速度过快,导致表面和内部温度差异大,产生应力热裂。
除了以上列举的缺陷外,还有一些其他常见的缺陷,如砂眼、金属氧化、皮肤等。
这些缺陷的产生原因也是多种多样的,包括模具的设计、注射过程的控制、金属材料的选择等等。
因此,为了减少和避免压铸件的缺陷,需要从以下几个方面进行改进和控制:1)模具设计和制造的精准度和稳定性。
2)铸件的金属液配方和处理技术。
解决方法
适当提高浇注温度/模具温度
改变合金成分,提高流动性
改进浇注系统,加大内浇口速度,改善填充条件合理使用脱模剂
解决方法
改进制件结构,减少壁厚差,增大铸造圆角
缺陷名称流痕
缺陷名称
缺陷等级
缺陷释义合金液未充满型腔,制件上出现填
解决方法降低浇注温度
解决方法适当降低模温
解决方法增加脱模角度
缺陷名称缩痕
解决方法
解决方法模具进行表面氮化或氧化处理合理选用脱模剂
合理使用脱模剂
解决方法提高注射压力
解决方法
解决方法
解决方法增加锁模力
解决方法见“铸造毛刺”的解决方法。