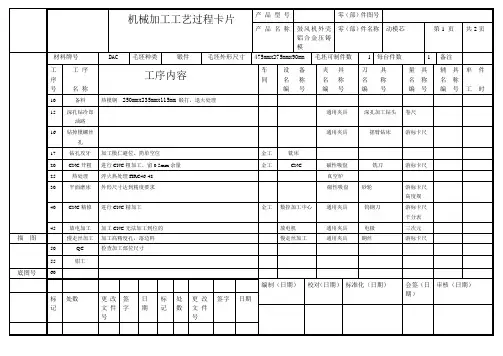
凹模加工工艺过程卡片
- 格式:pdf
- 大小:425.21 KB
- 文档页数:3


模具生产工艺流程卡模具生产工艺流程卡是用于指导模具生产过程的重要文档,下面就是一份模具生产工艺流程卡的示例,详细说明了从模具设计到模具加工的全过程。
模具生产工艺流程卡模具名称:电子产品外壳模具模具编号:M2021001模具类型:塑料注塑模具一、模具设计阶段1. 接收客户需求,明确产品要求和规格。
2. 根据产品要求,进行模具结构设计。
3. 制定模具设计方案,并进行内部评审。
4. 进行3D CAD模具设计,包括核心零件、模架、模板等。
5. 制定模具设计变更记录,确保设计的准确性。
6. 内部审核通过后,将设计文件发送至客户确认。
7. 根据客户反馈,进行设计调整和修改。
8. 最终确认设计方案,并制定详细的设计图纸。
二、模具加工准备阶段1. 制定模具加工计划,安排加工工序和时间。
2. 检查模具加工所需的原材料和工具设备是否准备齐全。
3. 按照模具设计图纸,准备零件加工所需的机床和加工工艺。
4. 安排专业技术人员进行模架、模板等核心零件的加工。
5. 严格按照图纸和工艺要求进行零件加工,并进行质量检测。
三、模具加工阶段1. 根据模具结构设计图纸,进行模架的组装。
2. 进行模板的加工,并完成零件的组装。
3. 对模具组装后的尺寸和形状进行精度检测。
4. 进行五金配件的加工和组装。
5. 进行模具总装,并进行全套模具的功能测试。
6. 进行模具调试和修正,确保模具正常运行。
四、模具调试阶段1. 根据客户需求和产品要求,进行注塑工艺参数的调试。
2. 对模具进行注塑试模,检测模具的尺寸和注塑零件的质量。
3. 进行修整和调整,解决注塑过程中出现的问题。
4. 根据调试结果,进行参数调整和模具结构的优化。
五、模具完成阶段1. 填写模具生产工艺流程卡,记录模具制造过程的各个环节。
2. 对模具进行最终的全面检测和评审,确保模具的功能和质量。
3. 准备模具交付的所有必要文件和资料。
4. 进行模具交付,包括培训客户使用和维护模具的方法。

参考文献主要模具零件加工工艺过程落料凹模加工工艺过程序号工序号工序内容1 备料锻件(退火状态)2 粗铣铣六面到尺寸注意两大平面与相邻邻侧面用标准角尺测量达基本垂直3 平面磨磨光两大平面厚度达,并磨两相邻侧面达四面垂直。
垂直度4 钳①划线划出各孔径中心线并划出凹模洞口轮廓尺寸②钻孔钻螺纹底孔,销钉底孔,凹模洞口穿线孔③铰孔铰销钉孔到要求④攻丝攻螺纹丝到要求5 热处理淬火使硬度达60~64HRC6 平面磨磨光两大平面,使厚度达7 线切割割凹模洞口,并留0.01~0.02㎜研余量8 钳①研磨洞口内壁侧面达0.8um②配推件块到要求9 钳用垫片层保证凸凹模与凹模间隙均匀后,凹模与上模座配作销钉孔10 平磨磨凹模板上平面厚度达要求11钳总装配冲孔凸模加工工艺过程序号工序名称工序内容1 备料锻件(退火状态)2 热处理退火,硬度达180~220HB3 车①一端面,打顶尖孔。
车外;掉头车另一端面,长度至尺寸50㎜;打孔尖孔。
②双顶尖顶,车外圆至要求4 检验检验5 热处理淬火,硬度至56~60H RC。
6 磨削磨削外圆尺寸至要求7 线切削切除工作端面顶尖孔,长度尺寸至要求8 检验9 钳工装配(钳修并装配,保证)参考文献凹凸模加工工艺过程序号工序名称工序内容1 备料锻件(退火状态):75×40×55㎜2 粗铣铣六面见光3 平磨磨高度两平面到尺寸51㎜4 钳①划线在长度方一侧线切割夹位6㎜后,分中划凸模轮廓线并划两凹模洞口中线②钻孔按凹模洞口中心钻线切割穿丝孔③锪扩凹模落料沉孔到要求,钻螺纹底孔并攻丝到要求5 热处理淬火硬度达60~64HRC6 平磨磨高度到50.4㎜7 线切割割凸模及两凹模,并单边留0.01~0.02研磨余量8 钳①研配研凸凹模并配入凸模固定板②研各侧壁到0.8um9 平磨磨高度到要求10 钳总装配凸模固定板加工工艺过程序号工序名称工序内容1 备料气割下料2 热处理调质3 粗铣铣六面,并使两大平面和相邻两侧面相互基本垂直4 平磨磨光两大平面,并磨两相邻侧面使四面垂直5 钳①划线凸模固定孔中心线,销钉孔中心线,螺纹过中心线,销钉过孔中心线②钻孔凸模固定孔穿丝线,螺纹过孔和销钉过孔到要求6 线切割割凸模安装固定孔单边留0.01~0.02㎜研余量7 铣铣凸模固定孔背面沉孔到要求8 钳研配凸模9 平磨磨模厚度到要求10 钳总装配用透光层使凸模,凹模间隙均匀后,与上模座板配作销孔参考文献凸凹模固定板加工工艺过程序号工序名称工序内容1 备料气割下料2 热处理调质3 粗铣铣六面,并使两大平面和相邻两侧面基本垂直4 平磨磨光两大平面,并磨两相邻侧面使四面垂直5 钳①划线螺纹孔中心线,螺纹过孔中心线,销钉孔中心线,凸凹模固定孔轮廓线②钻孔螺纹底孔,螺纹过孔到要求,凸凹模固定孔线切割穿线孔③攻丝攻螺纹底丝到要求6 线切割割凸凹模安装固定孔,单边留研余量0.01~0.02㎜7 钳研配将凸凹模配入安装固定孔8 平磨磨厚度到要求9 钳装配与下模座配作销钉孔卸料板加工工艺过程序号工序名称工序内容1 备料气割下料2 热处理调质3 粗铣铣六面,并使两大平面和相邻两侧面基本垂直4 平磨磨光两大平面,并磨两相邻侧面使四面垂直5 钳①划线螺纹孔中心线,守位孔中心线及中间型孔轮廓线②钻孔螺纹底孔,定位钉底孔型孔穿线孔③铰丝,攻丝铰定位钉孔到要求,螺纹孔攻丝到要求6 线切割割型孔到要求7 钳①型孔与凸凹模装配②定位钉与定位钉装配③螺纹孔与螺钉装配8 平磨磨厚度到要求9 钳总装配参考文献上垫板加工工艺过程序号工序名称工序内容1 备料锻件2 粗铣铣六面,并使两大平面和相邻两侧基本垂直3 平磨磨光两大平面,并磨两相邻侧面使四面垂直,垂直度0.02㎜/100㎜4 钳①划线螺纹过孔中心线,销钉过孔中心线②钻孔钻螺纹过孔,销钉过孔到要求5 热处理淬火6 平磨磨两大平面厚度达要求7 钳总装配下垫板加工工艺过程序号工序名称工序内容1 备料锻件(2 粗铣铣六面,并使两大平面和相邻两侧基本垂直3 平磨磨光两大平面,并磨两相邻侧面使四面垂直,垂直度0.02㎜/100㎜4 钳①划线紧固螺钉过孔中心线,卸料螺钉过孔空中心线,销钉孔中心线,落废料孔中心线,凸凹模紧固螺钉过孔中心线②钻孔钻上述各孔到要求5 热处理淬火6 平磨磨两大平面厚度达要求7 钳总装配参考文献上模座加工工艺过程序号工序名称工序内容1 备料按GB/T2855.5-90选购模架2 钳①划线螺钉过孔中心线,销钉过孔中心线,模柄孔中心线及轮廓线②钻孔钻螺钉过孔及锪背面沉孔到要求3 平磨与模柄配平模柄孔到要求4 钳与模柄配钻止转销孔到要求5 钳总装配①用透光层保证凸模固定板上两凸模与下模上凸凹模对中后,上模座与凸模固定板配作销孔②用垫片层保证凹模与下模上凸凹模的凸模对中后,上模座与凹模板配作销孔6 钳总装配下模座加工工艺过程序号工序名称工序内容1 备料按GB/T2855.5-90选购模架2 钳①划线紧固螺钉过孔中心线,卸料螺钉过孔中心线,落废料孔中心线,凸凹模紧固螺钉头过孔中心线②钻孔钻上述各孔到要求,锪孔背面沉孔到要求3 钳与凸凹模固定板配作销钉孔4 钳总装配参考文献推件块加工工艺过程序号工序名称工序内容1 备料气割下料2 热处理淬火3 粗铣铣六面见光4 平磨磨上下两平面到要求5 钳①划线 2-Φ12过孔中心线,各面轮廓线②钻孔钻2-Φ12过孔到要求6 铣各型面各台阶到要求7 钳总装配。