钢中夹杂物等级判定标准(一)
- 格式:docx
- 大小:11.39 KB
- 文档页数:4
ASTM E45钢中夹杂物含量的评定方法1 范围1.1 本标准的试验方法为测定锻钢中非金属夹杂物含量的方法。
宏观试验法包括微蚀、断口、台阶和磁粉法。
显微试验法通常包括 5种检测。
根据夹杂物形状而不是化学特点,显微法将夹杂物划分为不同类型。
这里主要讨论了金相照相技术,它允许形状类似的夹杂物之间略有不同。
这些方法在主要用来评定夹杂物的同时,某些方法也可以评估诸如碳化物、氮化物、碳氮化物、硼化物和金属间化合物的组成。
除了钢以外,其它合金在有些情况下也可以应用这些方法。
根据这些方法在钢中的应用情况,将分别给予介绍。
1.2 本标准适用于人工评定夹杂物含量。
其他 ASTM标准介绍了用 JK评级图的自动法( ASTME1122 )和图像分析法( ASTM E1245 )。
1.3 按照钢的类型和性能要求,可以采用宏观法或显微法,也可以将二者结合起来,以得到最佳结果。
1.4 这些试验方法仅仅为推荐方法,对任何级别的钢而言,这些方法都不能作为合格与否的判据。
1.5 本标准未注明与安全相关的事项,如果有的话,也只涉及本标准的使用。
标准使用者应建立适当的安全和健康操作规程,并且在使用标准前应确定其适用性。
2 参考文献2.1 ASTM 标准:A 295 高碳耐磨轴承钢技术条件A 485 强淬透性耐磨轴承钢技术条件A 534 耐磨轴承用渗碳钢技术条件A 535 特种性能的滚珠和滚柱轴承钢技术条件A 756 耐磨轴承用不锈钢技术条件A 866 耐磨轴承用中碳钢技术条件D 96 用离心法分离原油中水和沉淀物的试验方法E 3 制备金相试样指南E 7 金相显微镜术语E 381 钢棒,钢坯,钢锭和锻件的宏观试验法E 709 磁粉检测指南E 768 自动测定钢中夹杂物的试样的制备和评定操作规程E 1122 用自动图像分析法获得 JK夹杂物等级的操作规程E 1245 用自动图像分析法确定金属中夹杂物或第二相含量的操作规程2.2 SAE 标准:J421 ,磁粉法测定钢的清洁度等级J422 ,钢中夹杂物评定的推荐操作规程2.3 航空材料技术条件2300 ,高级飞行性能钢的清洁度:磁粉检测程序2301 ,飞行性能钢的清洁度:磁粉检测程序2303 ,飞行性能钢的清洁度:耐腐蚀马氏体钢磁粉检测程序2304 ,特种飞行性能钢的清洁度:磁粉检测程序2.4 ISO 标准:ISO 3763 ,锻钢——非金属夹杂物的宏观评定法ISO 4967 ,钢——使用标准图谱的非金属夹杂物显微评定方法2.5 ASTM 附加标准:钢中夹杂物评级图Ⅰ -r和评级图Ⅱ低碳钢的 4张显微照片3 术语3.1 定义:3.1.1 本标准中用到的定义,见 ASTM E7 。
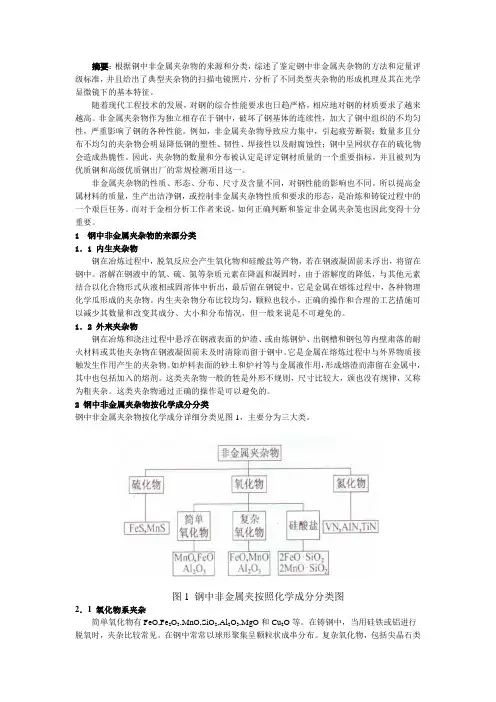
摘要:根据钢中非金属夹杂物的来源和分类,综述了鉴定钢中非金属夹杂物的方法和定量评级标准,并且给出了典型夹杂物的扫描电镜照片,分析了不同类型夹杂物的形成机理及其在光学显微镜下的基本特征。
随着现代工程技术的发展,对钢的综合性能要求也日趋严格,相应地对钢的材质要求了越来越高。
非金属夹杂物作为独立相存在于钢中,破坏了钢基体的连续性,加大了钢中组织的不均匀性,严重影响了钢的各种性能。
例如,非金属夹杂物导致应力集中,引起疲劳断裂;数量多且分布不均匀的夹杂物会明显降低钢的塑性、韧性、焊接性以及耐腐蚀性;钢中呈网状存在的硫化物会造成热脆性。
因此,夹杂物的数量和分布被认定是评定钢材质量的一个重要指标,并且被列为优质钢和高级优质钢出厂的常规检测项目这一。
非金属夹杂物的性质、形态、分布、尺寸及含量不同,对钢性能的影响也不同。
所以提高金属材料的质量,生产出洁净钢,或控制非金属夹杂物性质和要求的形态,是冶炼和铸锭过程中的一个艰巨任务。
而对于金相分析工作者来说,如何正确判断和鉴定非金属夹杂笺也因此变得十分重要。
1 钢中非金属夹杂物的来源分类1.1 内生夹杂物钢在冶炼过程中,脱氧反应会产生氧化物和硅酸盐等产物,若在钢液凝固前未浮出,将留在钢中。
溶解在钢液中的氧、硫、氮等杂质元素在降温和凝固时,由于溶解度的降低,与其他元素结合以化合物形式从液相或固溶体中析出,最后留在钢锭中,它是金属在熔炼过程中,各种物理化学瓜形成的夹杂物。
内生夹杂物分布比较均匀,颗粒也较小,正确的操作和合理的工艺措施可以减少其数量和改变其成分、大小和分布情况,但一般来说是不可避免的。
1.2 外来夹杂物钢在冶炼和浇注过程中悬浮在钢液表面的炉渣、或由炼钢炉、出钢槽和钢包等内壁肃落的耐火材料或其他夹杂物在钢液凝固前未及时清除而留于钢中。
它是金属在熔炼过程中与外界物质接触发生作用产生的夹杂物。
如炉料表面的砂土和炉衬等与金属液作用,形成熔渣而滞留在金属中,其中也包括加入的熔剂。
![ASTM_E45-1997钢中非金属夹杂物评定方法中文[1]](https://uimg.taocdn.com/31d090226edb6f1afe001f17.webp)
ASTM E45-05 钢中夹杂物含量的评定方法1 范围1.1 本标准的试验方法为测定锻钢中非金属夹杂物含量的方法。
宏观试验法包括微蚀、断口、台阶和磁粉法。
显微试验法通常包括5种检测。
根据夹杂物形状而不是化学特点,显微法将夹杂物划分为不同类型。
这里主要讨论了金相照相技术,它允许形状类似的夹杂物之间略有不同。
这些方法在主要用来评定夹杂物的同时,某些方法也可以评估诸如碳化物、氮化物、碳氮化物、硼化物和金属间化合物的组成。
除了钢以外,其它合金在有些情况下也可以应用这些方法。
根据这些方法在钢中的应用情况,将分别给予介绍。
1.2 本标准适用于人工评定夹杂物含量。
其他ASTM标准介绍了用JK评级图的自动法(ASTM E1122 )和图像分析法(ASTM E1245 )。
1.3 按照钢的类型和性能要求,可以采用宏观法或显微法,也可以将二者结合起来,以得到最佳结果。
1.4 这些试验方法仅仅为推荐方法,对任何级别的钢而言,这些方法都不能作为合格与否的判据。
1.5 本标准未注明与安全相关的事项,如果有的话,也只涉及本标准的使用。
标准使用者应建立适当的安全和健康操作规程,并且在使用标准前应确定其适用性。
2 参考文献2.1 ASTM标准:A 295 高碳耐磨轴承钢技术条件A 485 强淬透性耐磨轴承钢技术条件A 534 耐磨轴承用渗碳钢技术条件A 535 特种性能的滚珠和滚柱轴承钢技术条件A 756 耐磨轴承用不锈钢技术条件A 866 耐磨轴承用中碳钢技术条件D 96 用离心法分离原油中水和沉淀物的试验方法E 3 制备金相试样指南E 7 金相显微镜术语E 381 钢棒,钢坯,钢锭和锻件的宏观试验法E 709 磁粉检测指南E 768 自动测定钢中夹杂物的试样的制备和评定操作规程E 1122 用自动图像分析法获得JK夹杂物等级的操作规程E 1245 用自动图像分析法确定金属中夹杂物或第二相含量的操作规程2.2 SAE标准:J421,磁粉法测定钢的清洁度等级J422,钢中夹杂物评定的推荐操作规程2.3 航空材料技术条件2300,高级飞行性能钢的清洁度:磁粉检测程序2301,飞行性能钢的清洁度:磁粉检测程序2303,飞行性能钢的清洁度:耐腐蚀马氏体钢磁粉检测程序2304,特种飞行性能钢的清洁度:磁粉检测程序2.4 ISO标准:ISO 3763,锻钢——非金属夹杂物的宏观评定法ISO 4967,钢——使用标准图谱的非金属夹杂物显微评定方法2.5 ASTM附加标准:钢中夹杂物评级图Ⅰ-r和评级图Ⅱ低碳钢的4张显微照片3 术语3.1 定义:3.1.1 本标准中用到的定义,见ASTM E7 。
宝钢金属夹杂标准
宝钢金属夹杂标准主要涉及以下几个方面:
1. 夹杂物分类:根据夹杂物的性质和形态,宝钢金属将其分为以下几类:A类(金属氧化物)、B类(非金属氧化物)、C类(金属硫化物)、D类(非金属硫化物)和E类(其他夹杂物)。
2. 夹杂物等级:宝钢金属夹杂物等级分为五个级别,分别为:I级(清洁度最高)、II级(清洁度较高)、III级(清洁度一般)、IV级(清洁度较低)和V级(清洁度最低)。
3. 夹杂物检测方法:宝钢金属采用以下几种方法检测夹杂物:光学显微镜观察、扫描电子显微镜(SEM)观察、X射线衍射(XRD)分析、能谱分析(EDS)等。
4. 夹杂物控制要求:宝钢金属在生产过程中,对各类夹杂物含量有一定的控制要求。
例如,对于氧化物夹杂,要求其总量不超过某一限值;对于硫化物夹杂,要求其形态和分布满足一定要求等。
5. 夹杂物去除和减少措施:为了提高金属产品的纯净度,宝钢金属采取了一系列去除和减少夹杂物的措施,如:选用高品质原料、优化冶炼工艺、严格控制浇注温度和冷却速度、采用净化剂净化金属液等。
这些标准旨在确保宝钢金属产品的质量和性能,满足国内外市场的需求。
同时,宝钢金属也不断研究和探索新的夹杂物控制技术,以进一步提高产品竞争力。
钢中非金属夹杂物及其检测法夹杂物的评级问题:不计较其组成成分和性能以及它们可能的来源等;只注意它们的数量、形状、大小和分布情况。
一般在明视场下放大100倍时检验即可。
现在采用的方法有:瑞典Jernkontoret(简称JK)夹杂物评级图。
美国试验及材料学会(ASTM)夹杂物评级标准亦采用JK评级图。
此外还有SAE(美国汽车工程师学会)夹杂物评级图等等。
中国冶金部YB25-59规定,夹杂物的评级有甲乙两种方法。
即:长度指数和与标准级别图对比评级法。
非金属夹杂的鉴定:(一)金相法:借助金相显微镜的明场、暗场及偏振光来观察夹杂物的形状、分布、色彩及各种特征,从而对夹杂物作出定性或半定性的结论。
但金相法不能获得夹杂物的晶体结构及精确成分的数据。
1.夹杂物的形状:鉴定夹杂物首先注意的是它们的形状,从它们的形状特点上,有时可以估计出它们属于那类夹杂物,这有利于考虑下一步应采取的鉴定方法。
如:玻璃质SiO2呈球形;TiN一般呈淡黄色的四方形。
在铸态时呈球形的夹杂物很多,但这些夹杂物有的具有一定的塑性,当钢在锻轧后,它们被压延拉长,如FeO 和2FeOSiO2共晶夹杂物,铸态时为球状,锻轧后被拉成长条状。
2.夹杂物分布:夹杂物的分布情况也有一定的特点,有的夹杂物成群,有的分散。
成群的夹杂物经锻轧后,即沿锻轧方向连续成串,Al2O3夹杂就属此类。
有的夹杂物,如FeS 及FeS-FeO共晶夹杂物等。
因其熔点低,所以钢凝固时,这类夹杂物多沿晶界分布。
3.夹杂物的色彩和透明度:观察夹杂物的色彩及透明度一般应在暗场或偏振光下进行。
可分为透明和不透明两大类。
透明的还可分为透明和半透明两种。
透明的夹杂物在暗场下显得十分明亮。
如果夹杂物是透明的并有色彩,则在暗场下将呈现它们的固有色彩。
各种夹杂物都有其固有的色彩和透明度,再结合其它特征来进行判断。
如某种夹杂物,它们的分布及外形呈有棱的细小颗粒并沿轧制方向连续成群,在明场下这些夹杂物多呈深灰略带紫色,而在暗场下则为透明发亮的黄色。
ASTM E45-2005 钢中夹杂物含量的评定方法本标准按E45标准颁布发行。
代号后所紧跟的数字表示最初的采用年份,如果是修订本,则表示过去最近一次修的年份。
圆括号里的数字表示过去最近一次重新批准的年份。
本标准经国防部批准发布。
1 范围1.1 本标准的试验方法为测定锻钢中非金属夹杂物含量的方法。
宏观试验法包括低倍腐蚀、断口、台阶和磁粉法。
显微试验法通常包括5种检测。
依据夹杂物形状而不以化学特点,显微法将夹杂物划分为不同类型。
这里主要讨论了金相照相技术,它允许形状类似的夹杂物之间略有不同。
这些方法在主要用来评定夹杂物的同时,某些方法也可以评估诸如碳化物、氮化物、碳氮化物、硼化物和金属间化合物的组成。
除了钢以外,其它合金在有些情况下也可以应用这些方法。
根据这些方法在钢中的应用情况,将分别给予介绍。
1.2 本标准介绍了依据显微试验方法A和方法D,使用JK评级图评定夹杂物的程序。
1.3 按照钢的类型和性能要求,可以采用宏观法或显微法,也可以将二者结合起来,以得到最佳结果。
1.4 这些试验方法仅仅为推荐方法,对任何级别的钢而言,这些方法都不能作为合格与否的判据。
1.5 该标准以国际单位制规定的单位为标准单位,圆括号里的内容为转化的近似值。
1.6 本标准未注明与安全相关的事项,如果有的话,也只涉及本标准的使用。
标准使用者应建立适当的安全和健康操作规程,并且在使用标准前应确定其适用性。
2 参考文献2.1 ASTM标准:D 96 用离心法分离原油中水和沉淀物的试验方法。
E 3 制备金相试样指南E 7 金相显微检测术语E 381 钢棒,钢坯,钢锭和锻件的宏观试验法E 709 磁粉检测指南E 768 自动测定钢中夹杂物的试样的制备和评定操作规程E 1245 用自动图像分析法确定金属中夹杂物或第二相含量的操作规程E1444 磁粉探伤法的操作规程E 1951 光电子显微镜和扫描电镜操作指南2.2 SAE标准:AMS 2300,高级飞行性能钢的清洁度:磁粉检测程序AMS 2301,飞行性能钢的清洁度:磁粉检测程序AMS 2303,飞行性能钢的清洁度:耐腐蚀马氏体钢磁粉检测程序AMS 2304,特种飞行性能钢的清洁度:磁粉检测程序2.32.4 ISO标准:ISO 3763,锻钢——非金属夹杂物的宏观评定法ISO 4967,钢——使用标准图谱的非金属夹杂物显微评定方法2.5 ASTM附加标准:钢中夹杂物评级图Ⅰ-r和评级图Ⅱ低碳钢的4张显微照片3 术语3.1 定义:3.1.1 本标准中用到的定义,见ASTM E7 。
摘要:根据钢中非金属夹杂物的来源和分类,综述了鉴定钢中非金属夹杂物的方法和定量评级标准,并且给出了典型夹杂物的扫描电镜照片,分析了不同类型夹杂物的形成机理及其在光学显微镜下的基本特征。
随着现代工程技术的发展,对钢的综合性能要求也日趋严格,相应地对钢的材质要求了越来越高。
非金属夹杂物作为独立相存在于钢中,破坏了钢基体的连续性,加大了钢中组织的不均匀性,严重影响了钢的各种性能。
例如,非金属夹杂物导致应力集中,引起疲劳断裂;数量多且分布不均匀的夹杂物会明显降低钢的塑性、韧性、焊接性以及耐腐蚀性;钢中呈网状存在的硫化物会造成热脆性。
因此,夹杂物的数量和分布被认定是评定钢材质量的一个重要指标,并且被列为优质钢和高级优质钢出厂的常规检测项目这一。
非金属夹杂物的性质、形态、分布、尺寸及含量不同,对钢性能的影响也不同。
所以提高金属材料的质量,生产出洁净钢,或控制非金属夹杂物性质和要求的形态,是冶炼和铸锭过程中的一个艰巨任务。
而对于金相分析工作者来说,如何正确判断和鉴定非金属夹杂笺也因此变得十分重要。
1 钢中非金属夹杂物的来源分类1.1 内生夹杂物钢在冶炼过程中,脱氧反应会产生氧化物和硅酸盐等产物,若在钢液凝固前未浮出,将留在钢中。
溶解在钢液中的氧、硫、氮等杂质元素在降温和凝固时,由于溶解度的降低,与其他元素结合以化合物形式从液相或固溶体中析出,最后留在钢锭中,它是金属在熔炼过程中,各种物理化学瓜形成的夹杂物。
内生夹杂物分布比较均匀,颗粒也较小,正确的操作和合理的工艺措施可以减少其数量和改变其成分、大小和分布情况,但一般来说是不可避免的。
1.2 外来夹杂物钢在冶炼和浇注过程中悬浮在钢液表面的炉渣、或由炼钢炉、出钢槽和钢包等内壁肃落的耐火材料或其他夹杂物在钢液凝固前未及时清除而留于钢中。
它是金属在熔炼过程中与外界物质接触发生作用产生的夹杂物。
如炉料表面的砂土和炉衬等与金属液作用,形成熔渣而滞留在金属中,其中也包括加入的熔剂。
ASTM E45-2005 钢中夹杂物含量的评定方法本标准按E45标准颁布发行。
代号后所紧跟的数字表示最初的采用年份,如果是修订本,则表示过去最近一次修的年份。
圆括号里的数字表示过去最近一次重新批准的年份。
本标准经国防部批准发布。
1 范围1.1 本标准的试验方法为测定锻钢中非金属夹杂物含量的方法。
宏观试验法包括低倍腐蚀、断口、台阶和磁粉法。
显微试验法通常包括5种检测。
依据夹杂物形状而不以化学特点,显微法将夹杂物划分为不同类型。
这里主要讨论了金相照相技术,它允许形状类似的夹杂物之间略有不同。
这些方法在主要用来评定夹杂物的同时,某些方法也可以评估诸如碳化物、氮化物、碳氮化物、硼化物和金属间化合物的组成。
除了钢以外,其它合金在有些情况下也可以应用这些方法。
根据这些方法在钢中的应用情况,将分别给予介绍。
1.2 本标准介绍了依据显微试验方法A和方法D,使用JK评级图评定夹杂物的程序。
1.3 按照钢的类型和性能要求,可以采用宏观法或显微法,也可以将二者结合起来,以得到最佳结果。
1.4 这些试验方法仅仅为推荐方法,对任何级别的钢而言,这些方法都不能作为合格与否的判据。
1.5 该标准以国际单位制规定的单位为标准单位,圆括号里的内容为转化的近似值。
1.6 本标准未注明与安全相关的事项,如果有的话,也只涉及本标准的使用。
标准使用者应建立适当的安全和健康操作规程,并且在使用标准前应确定其适用性。
2 参考文献2.1 ASTM标准:D 96 用离心法分离原油中水和沉淀物的试验方法。
E 3 制备金相试样指南E 7 金相显微检测术语E 381 钢棒,钢坯,钢锭和锻件的宏观试验法E 709 磁粉检测指南E 768 自动测定钢中夹杂物的试样的制备和评定操作规程E 1245 用自动图像分析法确定金属中夹杂物或第二相含量的操作规程E1444 磁粉探伤法的操作规程E 1951 光电子显微镜和扫描电镜操作指南2.2 SAE标准:AMS 2300,高级飞行性能钢的清洁度:磁粉检测程序AMS 2301,飞行性能钢的清洁度:磁粉检测程序AMS 2303,飞行性能钢的清洁度:耐腐蚀马氏体钢磁粉检测程序AMS 2304,特种飞行性能钢的清洁度:磁粉检测程序2.32.4 ISO标准:ISO 3763,锻钢——非金属夹杂物的宏观评定法ISO 4967,钢——使用标准图谱的非金属夹杂物显微评定方法2.5 ASTM附加标准:钢中夹杂物评级图Ⅰ-r和评级图Ⅱ低碳钢的4张显微照片3 术语3.1 定义:3.1.1 本标准中用到的定义,见ASTM E7 。
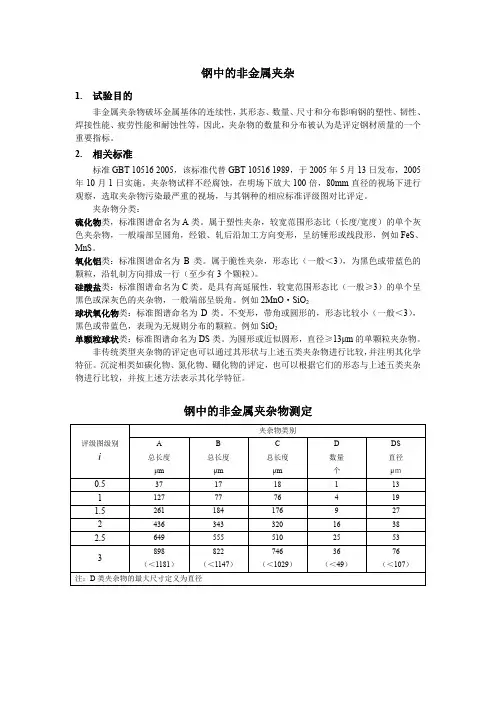
钢中的非金属夹杂1. 试验目的非金属夹杂物破坏金属基体的连续性,其形态、数量、尺寸和分布影响钢的塑性、韧性、焊接性能、疲劳性能和耐蚀性等,因此,夹杂物的数量和分布被认为是评定钢材质量的一个重要指标。
2. 相关标准标准GBT 10516 2005,该标准代替GBT 10516 1989,于2005年5月13日发布,2005年10月1日实施。
夹杂物试样不经腐蚀,在明场下放大100倍,80mm 直径的视场下进行观察,选取夹杂物污染最严重的视场,与其钢种的相应标准评级图对比评定。
夹杂物分类:硫化物类,标准图谱命名为A 类。
属于塑性夹杂,较宽范围形态比(长度/宽度)的单个灰色夹杂物,一般端部呈圆角,经锻、轧后沿加工方向变形,呈纺锤形或线段形,例如FeS 、MnS 。
氧化铝类:标准图谱命名为B 类。
属于脆性夹杂,形态比(一般<3),为黑色或带蓝色的颗粒,沿轧制方向排成一行(至少有3个颗粒)。
硅酸盐类:标准图谱命名为C 类。
是具有高延展性,较宽范围形态比(一般≥3)的单个呈黑色或深灰色的夹杂物,一般端部呈锐角。
例如2MnO ·SiO 2球状氧化物类:标准图谱命名为D 类。
不变形,带角或圆形的,形态比较小(一般<3),黑色或带蓝色,表现为无规则分布的颗粒。
例如SiO 2单颗粒球状类:标准图谱命名为DS 类。
为圆形或近似圆形,直径≥13μm 的单颗粒夹杂物。
非传统类型夹杂物的评定也可以通过其形状与上述五类夹杂物进行比较,并注明其化学特征。
沉淀相类如碳化物、氮化物、硼化物的评定,也可以根据它们的形态与上述五类夹杂物进行比较,并按上述方法表示其化学特征。
钢中的非金属夹杂物测定夹杂物类别A B C D DS 总长度 总长度 总长度 数量 直径 评级图级别iμmμm μm 个 μm 0.5 37 17 18 1 13 1 127 77 76 4 19 1.5 261 184 176 9 27 2 436 343 320 16 38 2.5 649 555 510 25 53 898 822 746 36 76 3(<1181)(<1147)(<1029)(<49)(<107)注:D 类夹杂物的最大尺寸定义为直径类别细系粗系最小宽度最大宽度最小宽度最大宽度μm μm μm μmA 2 4>4 12B 2 9 >9 15C 2 5 >5 12D 3 8 >8 13注:D类夹杂物的最大尺寸定义为直径3. 试样制备3.1 试样尺寸夹杂物形态很大程度上取决于钢材压缩变形程度,只有在变形度相似的试样坯制备的截面上才能进行结果的比较。
钢中夹杂物的鉴定一、实验目的在正常条件下,钢的温度冷却到固相线以下时就会发生硫化物、碳化物和氮化物的析出。
绝大多数氧化物和一些硫化物夹杂在钢液中形成。
在钢凝固之前,如果不去除这些夹杂物,将引起连铸产品的缺陷,对连铸生产顺利进行带来问题和困难,如,降低生产率、降低产品性能、降低金属收得率等。
本实验的主要目的是为了让同学了解钢中夹杂物对钢性能的影响,并掌握对钢中夹杂物的评级。
二、实验设备与试样1.蔡司金相显微镜2.非金属夹杂物的标准试样三、实验原理----钢中夹杂物的分类A类、(硫化物类)具有高延展性,有较宽范围形态比(长度/宽度>3)的单个呈灰色夹杂物。
B类、(氧化铝类)大多数没有变形,带角,形态比小(一般<3)呈黑色或者蓝色颗粒,沿轧制方向排成一行,至少三个。
C类、(硅酸盐类)具有高延展性,有较宽范围形态比(>3)的单个呈黑色或深灰色夹杂物,一般端部呈锐角。
D类、(球状氧化物类)不变形,带角或者圆形的,形态比小(<3)。
黑色或者带蓝色的,无规则分布的颗粒。
DS类、(单颗粒球状类)圆形,或近似圆形,直径不小于13um的单颗粒夹杂物。
四、实验内容及步骤2、国标《钢中非金属夹杂物的测定》(GB/T10561-2005)3、金相显微镜的操作4、非金属夹杂物的标样观察,并评级五、作业1、对下列三幅图中任选一副图,评级,并在实验报告中画出大概的图样。
2、去图书馆查阅非金属夹杂的书籍或者文献,书籍写出名称、作者名称、出版社,并摘抄前言或者概述中有关本书内容的简介,字数多于300。
文献写出名字,作者,期刊名,页数范围,以及摘要。
钢中非金属夹杂物标准图谱及评定方法的发展动态栾燕(冶金部信息标准研究院北京100730)摘要阐述了评定钢中非金属夹杂物是研究金属结构与内在质量的一种重要方法,尤其是非金属夹杂物的显微评定方法。
介绍了最新修订的ISO4967 - 1998 及美国ASTME45 - 97 标准内容,并结合该标准对各项指标进行了对比分析。
关键词钢非金属夹杂物标准动态评定钢中非金属夹杂物是研究金属结构与内在质量的一种重要方法,尤其是非金属夹杂物的显微评定方法,更是各国冶金学者长期研究课题。
随着显微设备和电子金相技术的发展,用自动图像仪及软件评定钢中非金属夹杂物的方法已经愈来愈多地用于科学研究和生产检验。
美国金属材料协会(ASTM) 已经制定了2 个标准:ASTM E1122 和ASTM E1245 。
但是,应用光学显微镜测定钢中非金属夹杂物的标准图谱评级方法,无论是过去还是现在都在被最广泛采用。
最新修订发布的国际标准ISO4967 - 1998《用标准图谱评定钢中非金属夹杂物的显微方法》和美国ASTM E45 - 97《钢中非金属夹杂物含量测定方法》对标准图谱及评定方法都做了较大修改,较好地解决了用光学显微镜评定钢中非金属夹杂物含量存在的一系列问题,使标准图谱及评定方法日趋完善。
美国ASTM E45 标准的历史最早、内容最多、使用最广,在国际上也影响最大。
该标准于1942 年首次发布时,就将J K(Jernkontoret) 图作为它的图Ⅰ,后经1947 年、1963 年、1976 年、1981 年、1985 年、1987年、1989 年、1995 年和1997 年九次修订,使标准日趋完善。
ASTM E45 - 97 内容较全,包括宏观检验法和显微检验法。
宏观检验法有酸浸低倍检验、断口检验、塔形检验和磁粉检;显微检验法根据其具体检验方法不同又分为A 法、B 法、C 法、D 法和E 法。
该标准附有图Ⅰ- r 和图Ⅱ两套评级图,图Ⅰ- r 是原J K 图和修改的J K图合并后制作的;图Ⅱ是采用美国汽车工程师学会SAE J 422a 的标准图谱,主要用于渗碳轴承钢。
国外钢中非金属夹杂物检验标准解析ISO非金属夹杂物检验标准(1)ISO 4967:2013ISO 4967:2013《钢非金属夹杂物含量的测定标准评级图显微检验法》,替代ISO 4967:1998,但其内容仅有极少变化,其检验方法及评级图均未改变。
该标准的1988版已被GB/T 10561-2005等同采用。
(2)ISO 9341-1996ISO 9341-1996《光学和光学仪器接触镜固定接触镜中夹杂物和表面缺陷不完备性的测定》,介绍了使用固定接触镜检测夹杂物和表面缺陷的方法和步骤,已于2006年废止,并由ISO 18369.3:2006 《光学和光学仪器接触镜第3部分:测试方法》替代。
美国非金属夹杂物检验标准(1)ASTM B796-2014ASTM B796-2014《粉末锻造件非金属夹杂物含量测试方法》,替代 ASTM B796-2007,适用于粉末锻造件中非金属夹杂物级别金相法测定,要求试样核心区域100%无孔隙检出。
如有空隙存在,则残余的孔隙很难与氧化物夹杂区分。
(2)ASTM E45-2013ASTM E45-2013《测定钢材夹杂物含量的试验方法》,是应用相当广泛的非金属夹杂物检验标准,其中的检验方法包括4种宏观检验方法和5种微观检验方法(手动和图像分析),用来描述钢中夹杂物的含量和检验结果的报告方法,其中5种微观检验方法包括:A法(最差视场法)、B法(长度法)、C法(氧化物和硅酸盐法)、D法(低夹杂物含量法)和E法(SAM评级法);ASTM E45建立了一系列描述典型夹杂物特征(尺寸,类型和数量)的标准参考图谱(JK图谱和SAE图谱),其中SAE图谱见SAE手册上推荐的J422操作规程;A 法(最恶劣视场),D法(低夹杂物含量)和E法(SAM评级)的图谱是以JK图谱为基础开发的,而C法(氧化物和硅酸盐法)使用SAE 图谱。
(3)ASTM E1122-1996ASTM E1122-1996《应用自动图象分析测定JK夹杂物级别的标准试验方法》,已于2006年作废,相关内容融合到新修订的ASTM E45-2013中的A法和D法中。
锻钢中夹杂物含量的评定方法1 范围1.1 本标准的试验方法为测定锻钢中非金属夹杂物含量的方法。
宏观试验法包括微蚀、断口、台阶和磁粉法。
显微试验法通常包括5种检测。
根据夹杂物形状而不是化学特点,显微法将夹杂物划分为不同类型。
这里主要讨论了金相照相技术,它允许形状类似的夹杂物之间略有不同。
这些方法在主要用来评定夹杂物的同时,某些方法也可以评估诸如碳化物、氮化物、碳氮化物、硼化物和金属间化合物的组成。
除了钢以外,其它合金在有些情况下也可以应用这些方法。
根据这些方法在钢中的应用情况,将分别给予介绍。
1.2 本标准适用于人工评定夹杂物含量。
其他ASTM标准介绍了用JK评级图的自动法(ASTM E1122 )和图像分析法(ASTM E1245 )。
1.3 按照钢的类型和性能要求,可以采用宏观法或显微法,也可以将二者结合起来,以得到最佳结果。
1.4 这些试验方法仅仅为推荐方法,对任何级别的钢而言,这些方法都不能作为合格与否的判据。
1.5 本标准未注明与安全相关的事项,如果有的话,也只涉及本标准的使用。
标准使用者应建立适当的安全和健康操作规程,并且在使用标准前应确定其适用性。
2 参考文献2.1 ASTM标准:A 295 高碳耐磨轴承钢技术条件A 485 强淬透性耐磨轴承钢技术条件A 534 耐磨轴承用渗碳钢技术条件A 535 特种性能的滚珠和滚柱轴承钢技术条件A 756 耐磨轴承用不锈钢技术条件A 866 耐磨轴承用中碳钢技术条件D 96 用离心法分离原油中水和沉淀物的试验方法E 3 制备金相试样指南E 7 金相显微镜术语E 381 钢棒,钢坯,钢锭和锻件的宏观试验法E 709 磁粉检测指南E 768 自动测定钢中夹杂物的试样的制备和评定操作规程E 1122 用自动图像分析法获得JK夹杂物等级的操作规程E 1245 用自动图像分析法确定金属中夹杂物或第二相含量的操作规程2.2 SAE标准:J421,磁粉法测定钢的清洁度等级J422,钢中夹杂物评定的推荐操作规程2.3 航空材料技术条件2300,高级飞行性能钢的清洁度:磁粉检测程序2301,飞行性能钢的清洁度:磁粉检测程序2303,飞行性能钢的清洁度:耐腐蚀马氏体钢磁粉检测程序2304,特种飞行性能钢的清洁度:磁粉检测程序2.4 ISO标准:ISO 3763,锻钢——非金属夹杂物的宏观评定法ISO 4967,钢——使用标准图谱的非金属夹杂物显微评定方法2.5 ASTM附加标准:钢中夹杂物评级图Ⅰ-r和评级图Ⅱ低碳钢的4张显微照片3 术语3.1 定义:3.1.1 本标准中用到的定义,见ASTM E7 。
钢中夹杂物等级判定标准(一)
钢中夹杂物等级判定标准
钢中夹杂物是制约钢材质量的一个重要因素,其等级的判定直接影响钢材的使用性能。
以下是针对钢中夹杂物等级判定标准的相关内容。
1. 夹杂物的定义
夹杂物是在均匀固态结构中所存在的未溶解的气体、气泡或其他的物质,如金属氧化物、金属硫化物等,常常会对钢材的性能和质量造成影响。
2. 夹杂物等级
夹杂物等级分为5级,依次为A、B、C、D、E级。
其中A级夹杂物最严重,E级夹杂物最轻微。
具体判定标准如下:
•A级夹杂物:夹杂物尺寸大于等于3毫米,夹杂物数量大于等于2个,或者夹杂物尺寸大于等于5毫米。
•B级夹杂物:夹杂物尺寸大于等于2毫米,夹杂物数量大于等于5个,或者夹杂物尺寸大于等于3毫米。
•C级夹杂物:夹杂物尺寸大于等于1毫米,夹杂物数量大于等于10个,或者夹杂物尺寸大于等于2毫米。
•D级夹杂物:夹杂物尺寸大于等于0.5毫米,夹杂物数量大于等于50个,或者夹杂物尺寸大于等于1毫米。
•E级夹杂物:夹杂物尺寸大于等于0.2毫米,夹杂物数量大于等于100个,或者夹杂物尺寸大于等于0.5毫米。
3. 夹杂物影响因素
夹杂物的形成主要与以下因素有关:
•原料质量:原料中夹杂物的含量和形态对钢中夹杂物的形成有一定的影响。
•冶炼过程:冶炼过程中的氧化物和其他杂质会在钢水中形成夹杂物。
•浇注过程:浇注过程中会产生气泡和其他夹杂物,影响钢的质量。
•热处理过程:热处理过程中也可能产生夹杂物。
4. 夹杂物控制方法
为了控制钢中夹杂物的级别,需要采取以下措施:
•提高原料质量,降低原料中夹杂物含量。
•优化冶炼过程中的工艺参数,减少夹杂物的产生。
•严格控制浇注过程中的气体及其他杂质。
•采取合适的热处理工艺,减少夹杂物的产生。
5. 结语
钢中夹杂物等级对钢的性能和质量的影响十分明显,只有通过科
学有效的措施来控制夹杂物的级别,才能保证钢材质量的稳定和优良。
6. 典型夹杂物类型
夹杂物的种类众多,常见的有氧化物、硫化物、氮化物、碳化物等。
以下是一些典型的夹杂物类型:
6.1 氧化物
氧化物是夹杂物中最普遍的一种,它的产生和存在对钢材的使用
性能影响显著。
氧化物的种类有FeO、SiO2、MnO等。
6.2 硫化物
硫化物往往是由硫在钢水中的存在形成的,常见的有MnS、FeS、PbS等。
硫化物在夹杂物中的作用比较复杂,它可以影响钢材的强度、韧性和致裂倾向等。
6.3 氮化物
氮化物是夹杂物中难以控制的一种物质,它的存在会影响钢材的
韧性和裂变延展性。
6.4 碳化物
碳化物是由碳在钢水中的存在形成的,热处理时可能会产生。
碳
化物的存在会影响钢材的抗拉强度、硬度和韧性等性能。
7. 夹杂物检测方法
夹杂物检测是针对钢材质量监控的一个重要手段。
目前常用的夹
杂物检测方法主要有:金相显微镜检测、计算机断层扫描、磁粉探伤等。
8. 总结
夹杂物是钢材质量中一个十分重要的因素,夹杂物等级的高低直
接影响其使用性能和质量。
因此,在生产加工过程中应该采取科学有
效的控制措施,合理控制夹杂物的产生水平并进行夹杂物检验和监控,保证钢材质量的稳定和优良。