风电塔筒制造工艺课件
- 格式:doc
- 大小:184.50 KB
- 文档页数:13

前言风力发电机塔架在风力发电过程中与风力发电机配套使用,也是风力发电的主要受力部件,要求要有足够的强度和刚性,以便能承受风压所产生的巨大弯矩,要有良好的表面防护要求,以便能抵御沿海风力及盐雾性大气的长期侵蚀,保证塔架的使用寿命。
因此,选用的原材料必须符合塔架要求,更要有科学的制造工艺,对表面进行彻底的除锈和优质的表面喷镀,并严格按图样及技术文件相关标准检验,只有这样才能生产出理想的产品。
本工艺适用于本公司风电塔架的制作。
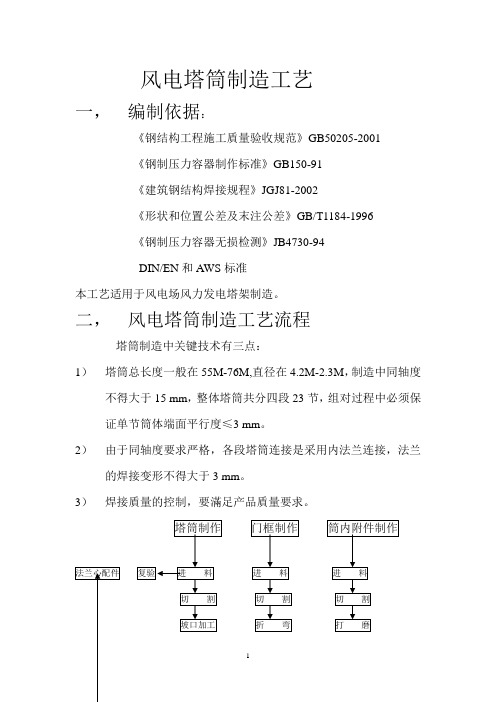
2、编制依据2.塔架总图及相关零部件图。
2.2风塔塔架技术条件。
3、风塔塔架制作工艺流程4、制作工艺H 原材料入厂检验 H 材料复验及焊接工艺评定K 数控切割下料 K 坡口加工 K 滚弧K 纵缝焊接 K 回圆 H VT UT K 法兰与相邻筒节组对 K 环缝焊接 H VT UT RT H 外观处理、火焰矫形H 喷漆 包装发运K: 关键工序 H :停检点K 筒体与筒体依次组对H VT UT RTK 环缝焊接H VT UT RT K 开孔并组对焊接门框H 检测塔架同轴度平行度等H VT MT K 定位并焊接风塔附件4.1.1法兰入厂检验及复验法兰应有完整合格的产品出厂证明:材料合格证,制造和检查记录报告,报关单,有化学成分、力学性能复验报告、无损探伤报告、热处理报告等。
法兰必须由锻造和辗环工艺生产并且经过热处理的无缝热轧环。
锻造比至少为4:1。
按图纸检查法兰尺寸。
法兰四面整体进行100%的超声波复验,按JB/T4730.3-2005规定Ⅱ级为合格。
法兰四面整体进行100%的磁粉复验,按JB/T4730.4-2005规定Ⅰ级为合格。
按批次交第三方进行化学成分、力学性能复验。
4.1.2钢板入厂检验及复验主体及门框材料必须要有完整的质量证明书、合格证以及完整的标识及合格的Ⅱ级探伤板证明,其内容必须符合GB/T1591-94《低合金高强度结构钢》的技术要求。
钢板外观质量:钢板表面不得有裂纹、折叠、结疤、夹杂和重皮;表面锈蚀、麻点或划痕等缺陷的深度不得大于该钢板允许负偏差的1/2。

目录1.塔筒制造工艺流程图2.制造工艺3.塔架防腐4.吊装5.运输一、塔架制造工艺流程图(一)基础段工艺流程图1.基础筒节:H原材料入厂检验→R材料复验→R数控切割下料(包括开孔)→尺寸检验→R加工坡口→卷圆→R校圆→100%UT检测。
2.基础下法兰:H原材料入厂检验→R材料复验→R数控切割下料→R法兰拼缝焊接→H拼缝100%UT检测→将拼缝打磨至与母材齐平→热校平(校平后不平度≤2mm)→H拼缝再次100%UT检测→加工钻孔→与筒节焊接→H角焊缝100%UT检测→校平(校平后不平度≤3mm)→角焊缝100%磁粉检测。
3.基础上法兰:外协成品法兰→H入厂检验及试件复验→与筒节组焊→100%UT 检测→H平面检测。
4.基础段组装:基础上法兰与筒节部件组焊→100UT%检测→H平面度检测→划好分度线组焊挂点→整体检验→喷砂→防腐处理→包装发运。
(二)塔架制造工艺流程图1.筒节:H原材料入厂检验→R材料复验→钢板预处理→R数控切割下料→尺寸检验→R加工坡口→卷圆→R组焊纵缝→R校圆→100%UT检测。
2.顶法兰:成品法兰→H入厂检验及试件复验→与筒节组焊→100%UT检测→平面度检测→二次加工法兰上表面(平面度超标者)。
3.其余法兰:成品法兰→H入厂检验及试件复验→与筒节组焊→100%UT检测→平面度检测。
4.塔架组装:各筒节及法兰短节组对→R检验→R焊接→100%UT检测→R检验→H划出内件位置线→H检验→组焊内件→H防腐处理→内件装配→包装发运。
二、塔架制造工艺(一)工艺要求:1.焊接要求(1)筒体纵缝、平板拼接及焊接试板,均应设置引、收弧板。
焊件装配尽量避免强行组装及防止焊缝裂纹和减少内应力,焊件的装配质量经检验合格后方许进行焊接。
(2)塔架筒节纵缝及对接环缝应采用埋弧自动焊,应采取双面焊接,内壁坡口焊接完毕后,外壁清根露出焊缝坡口金属,清除杂质后再焊接,按相同要求制作筒体纵缝焊接试板,产品焊接试板的厚度范围应是所代表的工艺评定覆盖的产品厚度范围,在距筒体、法兰及门框焊约50mm处打上焊工钢印,要求涂上防腐层也能清晰看到;(3)筒节纵环焊缝不允许有裂纹、夹渣、气孔、未焊透、未融合及深度>0.5mm 的咬边等缺陷,焊接接头的焊缝余高h应小于焊缝宽度10%;(4)筒节用料不允许拼接,相邻筒节纵焊缝应尽量错开180度,筒节纵焊缝置于法兰两相邻两螺栓孔之间。

风电塔筒简介演示汇报人:目录•风电塔筒概述•风电塔筒的设计•风电塔筒的制造•风电塔筒的安装与维护•风电塔筒的市场与应用•风电塔筒的未来展望01风电塔筒概述风电塔筒是风力发电机组的支撑结构,用于安装风力发电机组的主要设备,如风轮、发电机等。
定义支撑和固定风力发电机组,使其能够在风力作用下稳定运行,同时保护内部设备不受外部环境的影响。
作用定义与作用结构与组成风电塔筒主要由基座、筒体和塔帽三部分组成。
组成基座是塔筒的基础,用于固定和支撑塔筒;筒体是塔筒的主要部分,内部安装有风轮和发电机等设备;塔帽是塔筒的顶部结构,主要用于安装避雷针、信号灯等设备。
•主要材料:风电塔筒的主要材料包括钢材、混凝土和铝合金等。
其中,钢材主要用于制造塔帽和螺栓等部件,混凝土主要用于制造基座和筒体等部件,铝合金则主要用于制造外部覆盖板等装饰性部件。
特点全性。
耐腐蚀:能够抵抗外部环境的影响,如风雨、冰雪等,保证其使用寿命。
能够抵抗地震等自然灾害的影响,保证其稳定性和安全性。
作为一种可再生能源,风力发电具有节能环保的特点,而风电塔筒作为风力发电的重要组成部分,也具有节能环保的特点。
节能环保抗震性能好02风电塔筒的设计风电塔筒的高度通常需要根据风速、风向等自然条件以及风机型号等因素进行设计,以达到最佳的风能利用效果。
高度要求风电塔筒需要承受风载荷、冰雪载荷等外部载荷,因此设计时需要考虑这些载荷对塔筒强度和稳定性的影响。
载荷要求风电塔筒的材料通常为钢材或混凝土,根据具体情况选择合适的材料,并确保其具有足够的强度和耐久性。
材料要求设计要求与标准冰雪载荷在冰雪地区,风电塔筒还需要承受冰雪载荷,设计时需要考虑冰块的大小、形状和堆积方式等因素,以确保塔筒能够承受这些载荷。
风载荷风载荷是风电塔筒主要承受的外部载荷之一,需要考虑风速、风向、风湍流等因素,以确定塔筒的结构设计和载荷分布。
风能利用风电塔筒的设计需要最大化风能利用效果,通过选择合适的风机型号、调整风机叶片的角度和长度等方式,以实现最佳的风能转换效率。

GY-01-3 GY-01-4
GY-01-5 尺寸的检验
1、用盘尺分别测量大弦、小弦误差±2
2、用盘尺分别测量两对角线误差±2
3、宽度误差±1
4、测量板材边缘的切割的垂直度90±2°
钢印的标识
1、标识用的钢印必须为无应力钢印,高度最小10mm
2、编号正确、清晰,标识内容详见标识工艺
TZ17-07
ID-塔段-塔节号
δ=xx(板材厚度)
QXXX(材质号)
xxxxxxxxxx(钢板炉批号)
ID——表示塔架序列号1、2、3 (20)
塔段——从下到上S1、S2、S3、T
塔节号——表示该塔段第几节钢板1、2、3……n
经检验合格,填制工艺流程卡后,产品方可进入下一道工序
数控火焰切割机
行车吊具
火焰切割手把
盘尺米尺
钢印铁锤
焊缝量规
下料班组塔筒(基础)制造工艺阶段:坡口打磨(GY-02)。

风力发电混凝土塔筒制作过程1. 引言风力发电混凝土塔筒制作过程,听起来是不是有点儿复杂?其实,说起来也不难。
我们就像是在给塔筒量身定制一件衣服,从最开始的设计到最后的安装,每一步都是必不可少的。
如果你对这些高大上的风力发电塔有兴趣,咱们今天就一起来聊聊它们的“成长”历程。
2. 设计阶段2.1 设计蓝图首先,制作风力发电塔筒得从设计蓝图说起。
这个阶段可是特别关键的,相当于做菜之前的准备工作。
设计师会根据风力发电机的具体要求,考虑塔筒的高度、直径、承重能力等各种因素。
就像在设计一座豪宅,得把每个细节都搞清楚,确保塔筒在风吹日晒下都能稳稳地伫立。
2.2 材料选择材料选择也很重要。
风力发电塔筒一般都是用混凝土做的,因为混凝土结实耐用。
材料选择就像挑选水果,要挑选最好的那种,这样才能确保塔筒的质量。
常用的混凝土都是特别配方的,既要满足强度要求,还要耐腐蚀,确保塔筒在各种气候条件下都能“屹立不倒”。
3. 制作过程3.1 模具准备接下来,就进入了实际制作的环节。
塔筒制作的第一步是准备模具。
这就像做蛋糕的时候,需要准备好蛋糕模一样。
塔筒的模具通常是用钢材制成的,里面的形状和尺寸都得完全符合设计要求。
制作好的模具就像是塔筒的“外衣”,混凝土要在里面慢慢“长大”。
3.2 混凝土浇筑混凝土的浇筑是一个非常关键的环节。
搅拌好的混凝土就像一大桶浓稠的奶昔,得小心翼翼地倒进模具里。
这个过程可是要精细操作的,不能有一点差错。
混凝土倒进去之后,还得用振动器把气泡排出去,确保塔筒内部没有空隙,整个结构坚固结实。
等混凝土干透了,就能慢慢拆掉模具,这时候塔筒就“出炉”了。
4. 运输与安装4.1 运输过程塔筒制作好了之后,接下来就是运输了。
运输过程就像是送孩子上学一样,要小心翼翼。
塔筒一般是分段制作的,每一段都很重,得用特制的运输车运送到安装地点。
在运输过程中,要保证塔筒的安全,避免在路上出现任何意外。
4.2 现场安装塔筒运到现场后,就进入了安装环节。
1、适用范围本工艺适用于本公司风电塔架的制作。
2、编制依据2.塔架总图及相关零部件图。
2.2风塔塔架技术条件。
3、风塔塔架制作工艺流程4、外观处理、火焰矫形工艺H 原材料入厂检验H 材料复验及焊接工艺评定H 数控切割下料K 坡口加工K 滚弧K 纵缝焊接H 回圆H VT UTH 法兰与相邻筒节组对K 环缝焊接H VT UT RTH 外观处理、火焰矫形 H 喷漆 包装发运K: 关键工序H :停检点 H 筒体与筒体依次组对H VT UT RTK 环缝焊接H VT UT RTK 开孔并组对焊接门框H 检测塔架同轴度平行度等H VT MTK 定位并焊接风塔附件4.1 外观处理外观表面缺陷的存在会影响油漆的附着,导致油漆不能发挥其最佳的防腐性能,在这些区域会导致过早的锈蚀出现,因此,在进行表面处理前必须要对钢结构上的缺陷进行处理,以减少或消除结构缺陷对涂装质量的影响。
结构缺陷的处理可以依据ISO8501-3之规范要求进行:4.2 火焰矫形外观合格后采用火焰矫形,注意火焰温度不能过高,形成切割火焰。
探伤检测合格后,用激光测平仪检测法兰平面度及内倾度。
不合格的标出超差位置及超差数值来确定矫形程度。
使上段上法兰平面度达到各项目要求,其它法兰平面度达到各项目要求。
上段上法兰内倾度,下段下法兰内倾度,其它法兰内倾度具体见各项目技术协议或工艺卡片。
威海龙江重工机械装备有限公司企业标准QJ/ZD 11-03-06风塔塔架通用制造工艺外观处理、火焰矫形作业指导书版本:编制:审核:批准:2011-04-15发布2011-04-20实施威海龙江重工机械装备有限公司发布。
1、适用范围本工艺适用于本公司风电塔架的制作。
2、编制依据2.塔架总图及相关零部件图。
2.2风塔塔架技术条件。
3、风塔塔架制作工艺流程4、无损检测工艺H 原材料入厂检验H 材料复验及焊接工艺评定H 数控切割下料K 坡口加工K 滚弧K 纵缝焊接H 回圆H VT UTH 法兰与相邻筒节组对K 环缝焊接H VT UT RTH 外观处理、火焰矫形 H 喷漆 包装发运K: 关键工序H :停检点 H 筒体与筒体依次组对H VT UT RTK 环缝焊接H VT UT RTK 开孔并组对焊接门框H 检测塔架同轴度平行度等H VT MTK 定位并焊接风塔附件无损检测须在焊缝外观检验合格后进行。
焊缝无损检测均按承压设备无损检测标准JB/T4730.2-2005、JB/T4730.3-2005、JB/T4730.4-2005执行。
各部件焊缝均采用无损检测范围及要求见下表:T型焊缝接头处均布片射线检测。
要求布两张片,每条焊缝各一张,胶片长度300mm,每张底片均能清晰的反映T型接头不为焊缝情况。
其余选择最薄弱焊缝3-5处布片射线检测,T型焊缝和最薄弱焊缝接头按JB/T4730-2005规定Ⅱ级合格。
经射线或超声监测的焊接接头,如有不允许的缺陷,应在缺陷清除后进行补焊,并对该部分采用原检测方法重新检查直至合格。
威海龙江重工机械装备有限公司企业标准QJ/ZD 11-03-05风塔塔架通用制造工艺无损检测作业指导书版本:编制:审核:批准:2011-04-15发布2011-04-20实施威海龙江重工机械装备有限公司发布。
目录1. 塔筒制造工艺流程图2. 制造工艺3. 塔架防腐4. 吊装5. 运输、塔架制造工艺流程图(一)基础段工艺流程图1. 基础筒节:H原材料入厂检验f R材料复验f R数控切割下料(包括开孔)f 尺寸检验—R加工坡口f卷圆f R校圆f 100%UT检测。
2. 基础下法兰:H原材料入厂检验f R材料复验f R数控切割下料f R法兰拼缝焊接f H 拼缝100%UT检测f将拼缝打磨至与母材齐平f热校平(校平后不平度w 2mm)f H拼缝再次100%UT检测f加工钻孔f与筒节焊接f H角焊缝100%UT检测f 校平(校平后不平度w 3mm)f角焊缝100%磁粉检测。
3. 基础上法兰:外协成品法兰f H入厂检验及试件复验f与筒节组焊f 100%UT 检测f H 平面检测。
4. 基础段组装:基础上法兰与筒节部件组焊f 100UT%检测f H平面度检测f划好分度线组焊挂点f整体检验f喷砂f防腐处理f包装发运。
(二)塔架制造工艺流程图1. 筒节:H原材料入厂检验f R材料复验f钢板预处理f R数控切割下料f尺寸检验f R 加工坡口f卷圆f R组焊纵缝f R校圆f 100%UT检测。
2. 顶法兰:成品法兰f H入厂检验及试件复验f与筒节组焊f 100%UT检测f平面度检测f二次加工法兰上表面(平面度超标者)。
3. 其余法兰:成品法兰f H入厂检验及试件复验f与筒节组焊f 100%UT检测f 平面度检测。
4. 塔架组装:各筒节及法兰短节组对f R检验f R焊接f 100%UT检测f R检验f H划出内件位置线f H检验f组焊内件f H防腐处理f内件装配f包装发运。
二、塔架制造工艺(一)工艺要求:1.焊接要求(1 )筒体纵缝、平板拼接及焊接试板,均应设置引、收弧板。
焊件装配尽量避免强行组装及防止焊缝裂纹和减少内应力,焊件的装配质量经检验合格后方许进行焊接。
(2)塔架筒节纵缝及对接环缝应采用埋弧自动焊,应采取双面焊接,内壁坡口焊接完毕后,外壁清根露出焊缝坡口金属,清除杂质后再焊接,按相同要求制作筒体纵缝焊接试板,产品焊接试板的厚度范围应是所代表的工艺评定覆盖的产品厚度范围,在距筒体、法兰及门框焊约50mm处打上焊工钢印,要求涂上防腐层也能清晰看到;(3)筒节纵环焊缝不允许有裂纹、夹渣、气孔、未焊透、未融合及深度>0.5mm 的咬边等缺陷,焊接接头的焊缝余高h 应小于焊缝宽度10%;(4)筒节用料不允许拼接,相邻筒节纵焊缝应尽量错开180度,筒节纵焊缝置于法兰两相邻两螺栓孔之间。
acalrao风电_塔筒通用制造工艺^| You have to believe, there is a way. The ancients said:" the kingdom of heaven is trying to enter". Only when the reluctant step by step to go to it 's time, must be managed to get one step down, only have struggled to achieve it.-- Guo Ge Tech 风电塔筒通用制造工艺目录1.塔筒制造工艺流程图2.制造工艺3.塔架防腐4.吊装5.运输注:本工艺与具体项目的技术协议同时生效,与技术协议不一致时按技术协议执行一.塔架制造工艺流程图(一)基础段工艺流程图1.基础筒节:H原材料入厂检验→R材料复验→R数控切割下料(包括开孔)→尺寸检验→R加工坡口→卷圆→R校圆→100%UT检测。
2.基础下法兰:H原材料入厂检验→R材料复验→R数控切割下料→R法兰拼缝焊接→H拼缝100%UT检测→将拼缝打磨至与母材齐平→热校平(校平后不平度≤2mm)→H拼缝再次100%UT检测→加工钻孔→与筒节焊接→H角焊缝100%UT检测→校平(校平后不平度≤3mm)→角焊缝100%磁粉检测。
3.基础上法兰:外协成品法兰→H入厂检验及试件复验→与筒节组焊→100%UT 检测→H平面检测。
4.基础段组装:基础上法兰与筒节部件组焊→100UT%检测→H平面度检测→划好分度线组焊挂点→整体检验→喷砂→防腐处理→包装发运。
(二)塔架制造工艺流程图1.筒节:H原材料入厂检验→R材料复验→钢板预处理→R数控切割下料→尺寸检验→R加工坡口→卷圆→R组焊纵缝→R校圆→100%UT检测。
2.顶法兰:成品法兰→H入厂检验及试件复验→与筒节组焊→100%UT检测→平面度检测→二次加工法兰上表面(平面度超标者)。
目录1.塔筒制造工艺流程图2.制造工艺3.塔架防腐4.吊装5.运输一、塔架制造工艺流程图(一)基础段工艺流程图1.基础筒节:H原材料入厂检验→R材料复验→R数控切割下料(包括开孔)→尺寸检验→R加工坡口→卷圆→R校圆→100%UT检测。
2.基础下法兰:H原材料入厂检验→R材料复验→R数控切割下料→R法兰拼缝焊接→H拼缝100%UT检测→将拼缝打磨至与母材齐平→热校平(校平后不平度≤2mm)→H拼缝再次100%UT检测→加工钻孔→与筒节焊接→H角焊缝100%UT检测→校平(校平后不平度≤3mm)→角焊缝100%磁粉检测。
3.基础上法兰:外协成品法兰→H入厂检验及试件复验→与筒节组焊→100%UT 检测→H平面检测。
4.基础段组装:基础上法兰与筒节部件组焊→100UT%检测→H平面度检测→划好分度线组焊挂点→整体检验→喷砂→防腐处理→包装发运。
(二)塔架制造工艺流程图1.筒节:H原材料入厂检验→R材料复验→钢板预处理→R数控切割下料→尺寸检验→R加工坡口→卷圆→R组焊纵缝→R校圆→100%UT检测。
2.顶法兰:成品法兰→H入厂检验及试件复验→与筒节组焊→100%UT检测→平面度检测→二次加工法兰上表面(平面度超标者)。
3.其余法兰:成品法兰→H入厂检验及试件复验→与筒节组焊→100%UT检测→平面度检测。
4.塔架组装:各筒节及法兰短节组对→R检验→R焊接→100%UT检测→R检验→H划出内件位置线→H检验→组焊内件→H防腐处理→内件装配→包装发运。
二、塔架制造工艺(一)工艺要求:1.焊接要求(1)筒体纵缝、平板拼接及焊接试板,均应设置引、收弧板。
焊件装配尽量避免强行组装及防止焊缝裂纹和减少内应力,焊件的装配质量经检验合格后方许进行焊接。
(2)塔架筒节纵缝及对接环缝应采用埋弧自动焊,应采取双面焊接,内壁坡口焊接完毕后,外壁清根露出焊缝坡口金属,清除杂质后再焊接,按相同要求制作筒体纵缝焊接试板,产品焊接试板的厚度范围应是所代表的工艺评定覆盖的产品厚度范围,在距筒体、法兰及门框焊约50mm处打上焊工钢印,要求涂上防腐层也能清晰看到;(3)筒节纵环焊缝不允许有裂纹、夹渣、气孔、未焊透、未融合及深度>0.5mm 的咬边等缺陷,焊接接头的焊缝余高h应小于焊缝宽度10%;(4)筒节用料不允许拼接,相邻筒节纵焊缝应尽量错开180度,筒节纵焊缝置于法兰两相邻两螺栓孔之间。
(5)焊工资格要求:焊接工作由取得相应项次资格的焊工担任。
(6)焊接材料要求:焊接材料的选用,必须经过严格的严格焊接工艺评定,正式焊接时必须按工艺评定合格的焊材选用,焊接材料的性能必须符合焊接工艺评定要求,并提交焊接材料质量证书。
(7)焊接条件及要求:所有多层焊要求层间温度控制在100~200℃之间,或按焊接工艺执行,焊接环境温度不得低于0℃(低于0℃时,应在施焊处100mm范围内加热到15℃以上),相对相对湿度不得大于90%。
特殊情况需露天作业,出现下列情况之一时,须采取有效措施,否则不得施焊。
a)风速:气体保护焊时>2m/s;其他方法>10m/s。
b)相对湿度>90%。
c)雨雪环境。
d)环境温度<5℃。
2筒节下料要求(1)板材均应进行外形尺寸及板材表面的外观检查,合格后方可投料使用。
(2)下料车间用数控切割机进行下料,下料时按塔筒筒节展开的实际尺寸进行,不必加上刨边余量。
(注:必需对塔筒展开的实际尺寸校核);下料后,长度和宽度方向的尺寸允许偏差为±1mm,对角线尺寸允许偏差为±2mm。
(3)塔筒的每一节筒节下料完成后,由下料车间负责进行标记,其内容包括:产品编号、炉批号、筒节的件号及板料厚度,画出该节外形示意图并标出外形尺寸。
3筒体的组焊要求(1)机械加工用磁力切割机进行切割纵缝坡口,清除距坡口边缘20mm范围内泥土、油污及预处理底漆等。
(2)塔体筒节按图纸和技术要求进行滚圆,依据焊接工艺焊接筒节纵缝,然后进行筒节校圆(滚圆和校圆时,要将卷板机的上、下辊表面清理干净,不允许有任何异物存在),保证同一断面内其最大内径与最小内径之差不得大于3mm,同一节锥段最长与最短母线差不得大于1mm,每一段端口处的外圆周长允许偏差为±5mm。
(3)塔体筒节环缝坡口按焊接工艺所定尺寸利用磁力切割机进行切割,并将坡口打磨光滑,清除切割留下的氧化残渣和据坡口边缘20mm范围内泥土、油污及预处理底漆等。
(4)塔体的组对:①组对时,为保证壳体外表面的质量,组对用的工卡具应焊接在塔体的内表面。
工卡具拆除时,不得伤及塔体表面,宜用碳弧气刨方法去除,且留2-3mm的焊肉厚度,切割后用砂轮将切割部位的焊疤打磨与周围母材平齐,并将母材上的飞溅彻底清理干净;焊接时,引弧要在坡口内进行不得随意起弧和熄弧,焊缝成型必须保证均匀一致,焊接完成后,应彻底清除药皮和飞溅。
②每组对(点焊)一段筒节,沿4条向心线测量其母线的长度,最长与最短母线差不得大于2mm,然后再进行正式焊接。
风机塔最长与最短对角线长度不得超过5mm。
塔体纵、环焊缝组对间隙:0~1mm;纵、环焊缝对口错边量≤δ/5(δ为板料厚度),且不大于3mm。
4.风机塔底座部分(1)筒体下料后,长度和宽度方向的尺寸允许偏差为±1mm,对角线尺寸允许偏差为±2mm。
筒体上所有孔数控切割,切割后将熔渣打磨干净。
(2)底法兰环与筒节组对点焊,焊接底座底法兰环与筒节的角缝,该角焊缝超声检测合格后,然后对底座底法兰环进行校平,平面度≤3mm。
(3)底座上法兰与筒节的焊接按焊接工艺执行。
(二)质量要求(1)对接接头错变量要求:纵、环缝对口错变量≤δ/5(δ为板料厚度),且不大于3mm。
(2)直段塔节的圆度要求:同一断面内其最大内径与最小内径之差不得大于10mm;其直线度允差要求:任意3000mm长圆筒段偏差不得大于3mm,塔体各段的总偏差均应小于20mm;塔架筒节的母线偏差要求最长与最短母线差不得大于2mm(3)每一段筒体预制完成后,及时通知质检科人员进行检查,合格后方可进入下道工序。
(4)法兰与塔体组焊完毕后,上法兰的下平度≤3mm,二次加工后上法兰的不平度≤0.5mm;底座底法兰环的不平度≤5mm;其余法兰的不平度≤2mm(要求向内凹-0.5~1.5mm)。
(5)制造中应避免钢板表面的机械损伤。
最与尖锐伤痕、刻槽等缺陷应予修磨,修磨范围的斜度至少为1:3。
修磨的深度应不大于该部位钢材厚度的5%,且不大于2mm,否则应予焊补,补焊后打磨至与周围母材齐平。
(6)各段筒体在喷砂前,必须进行联检,联检合格后,方可进行喷砂。
(三)工艺过程控制1材料:(1)所有法兰均采用整体锻造(基础下法兰除外),机械性能和化学成分应满足相应的国家标准GB/T1591-94要求,材质、锻件级别按图纸要求,各项性能要求指标应符合JB4726/JB4726要求,所有法兰材料必须按不同炉号进行复验,材料应具备完整的质量证明文件。
(2)基础下法兰材料符合图纸要求,基础下法兰一般采用钢板拼接,拼缝要求100%UT探伤检查,符合JB/T4730-2005II级合格要求。
考虑焊接收缩,组对时外环摆放线尺寸在图纸外圆直径上增加5mm。
(3)筒体材料选用按图纸及技术协议要求,机械性能和化学成分应满足相应的国家标准,材料必须按不同炉号复验,所有材料应具备完整的质量证明文件。
2筒节的制备(1)钢板预处理(基础段除外):钢板进行抛丸处理,彻底清除钢板表面氧化物、油污等污物,钢板表面粗糙度达Sa2.5级(即表面粗糙度40~80um),喷环氧富锌底漆15um。
(2)下料:对每一筒节编程,单节筒节高度方向留0.5~1mm的焊接收缩余量,采用数控火焰切割下料,切割后用记号笔做好标识,内容包括项目名称、产品编号、筒节编号、钢板规格、材质等。
半自动仿形切割加工坡口,坡口切割表面要求光滑平整。
做好炉批号标记移植及记录,所有标识在筒节内表面。
下料尺寸偏差要求按下表(3)卷圆:按压力容器滚圆工艺进行滚圆,卷制过程中对筒节两端分别用样板检测(样板尺寸:弦长不小于1/6Di)。
(4)焊接:筒节纵缝采用自动埋弧焊,应采取双面焊接,内壁破口焊接完毕后,外壁清根露出焊缝坡口金属,清除杂质后再焊接,对接间隙0.5~1mm,错边量≤1.0mm。
筒节纵缝及焊接试板,均应设置引弧板和息弧板,距焊缝约50mm处,打上焊工钢印。
(5)校圆:按压力容器校圆工艺进行校圆,棱角度如下图及下表:筒节对接纵向钢板的翘边误差(棱角度)如下图及下表:(单位mm)(6)筒节成形后的控制筒体成形后形状公差要求如下:筒节任意横切断面公差应为:Dmax/Dmin ≤1.005如图所示。
同一截面直径差应小于3mm 。
筒体任意局部表面凸凹度如下图及下表:(单位mm )横向 纵向3部件组装(总装)(1)筒节与法兰的组对及筒节间组焊复查筒体坡口质量和尺寸满足要求后方可组对,单节筒节与法兰及筒节间组焊前应仔细检查筒节和法兰椭圆度,筒节的椭圆度符合要求后才能组装,尽量减小筒体的椭圆度,以减小焊接变形。
组装后坡口间隙要求<2mm ,环缝组对要求外口对齐,焊件装配应尽量避免强行组装及防止焊缝裂纹和减少内应力,筒体外侧不允许打卡子。
a、环缝错边量公差要求如下图及下表:(单位mm)b、法兰焊接后平面度,内倾要求见下表(2)法兰与筒体焊接后必须在塔架筒体环缝组对前进行,所有法兰要求按下图将相邻法兰间用工艺螺栓把紧,法兰内圆采用米字形支撑使法兰椭圆度满足要求,在焊接过程中,要随时检查螺栓的紧固情况,如有松动应把紧后在施焊。
(3)对于顶部法兰,单台无法进行相邻两法兰组对,但必须按上图要求增加米字型拉筋两处,一处位于法兰内圆,另一处顶部筒节内圆,要求将法兰和筒节的椭圆度尽量减小,(可按下图采用两台法兰配合组对)。
注:1生产无法控制顶部法兰焊接变形,则顶部法兰焊接前必须预留余量,在与相邻的一个筒节焊接后再进行法兰的平面度或孔加工。
2所有法兰在焊接后必须认真检查几何尺寸,确保能满足要求后方可进行其他环焊缝的组装和焊接。
(4)塔架分段毛坯制造完成后,支撑部位不允许设置在靠边法兰的部位(距法兰0.3米以上)。
必须采用工装的形式支撑于法兰(采用支架)或靠近重心(采用马鞍座)的位置。
(5)塔架下段和上段主体完工后应进行总体组对,须保证上、下法兰的平行度、平面度和同轴度符合图纸要求,同时检查焊接变形等情况。
0110102A A 2C 2C (B2D2)(B1D1)a . 所示做中心支架在01(02)位置分别固定找出中心孔,要求孔拴上钢卷尺(或钢琴弦)。
b .在另一端用弹簧称拴在钢卷尺上,用相同的拉力(约5-10公斤)测量并记录A.B.C.D四个象限斜边长,其相对差值3mm以内为合格。