电阻焊培训资料精品资料PPT课件
- 格式:ppt
- 大小:2.03 MB
- 文档页数:43

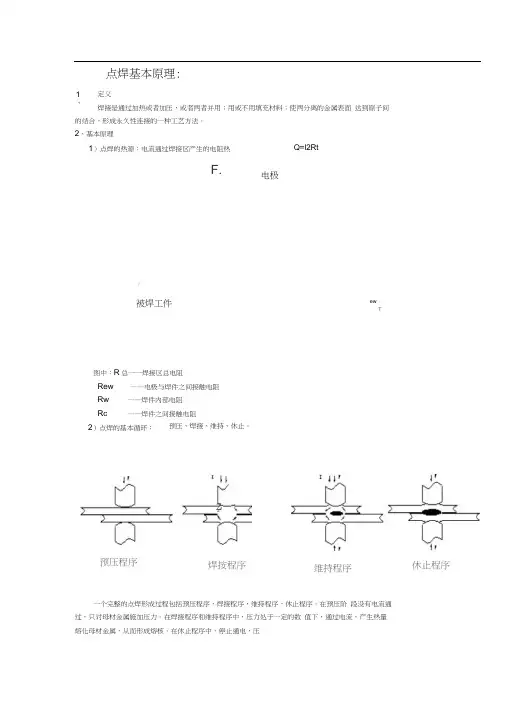
一个完整的点焊形成过程包括预压程序,焊接程序,维持程序,休止程序。
在预压阶 段没有电流通过,只对母材金属施加压力。
在焊接程序和维持程序中,压力处于一定的数 值下,通过电流,产生热量熔化母材金属,从而形成熔核。
在休止程序中,停止通电,压点焊基本原理:定义 焊接是通过加热或者加压,或者两者并用;用或不用填充材料;使两分离的金属表面 达到原子间的结合,形成永久性连接的一种工艺方法。
2、基本原理 1)点焊的热源:电流通过焊接区产生的电阻热 1、Q=l2Rt i--y'被焊工件F.电极 ,—-ewT图中:R 总一一焊接区总电阻Rew ——电极与焊件之间接触电阻 Rw ——焊件内部电阻 Rc——焊件之间接触电阻2)点焊的基本循环:预压、焊接、维持、休止。
Z预压程序焊按程序维持程序休止程序力也在逐渐减小。
预压的作用:在电极压力的作用下清除一部分接触表面的油污和氧化膜,形成物理接触点。
为以后焊接电流的顺利通过及表面原子的结合作好准备。
焊接、维持的作用:其作用是在热和机械(力)的作用下形成塑性环、熔核,并随着通电加热的进行而长大,直到获得需要的熔核尺寸。
休止的作用:其作用是是液态金属(熔核)在压力作用下更好的冷却结晶。
//Z/丄 _____焊点强度。
焊接电流和焊接时间是通过控制箱进行控制的,可以利用编程器进行设定。
2、焊接程序加压程序1、工艺参数的匹配及影响因素3.1点焊工艺参数及其选择3维持程序1)点焊焊接参数:焊接电流,焊接时间,焊接压力3、电维持程I序。
a焊接电流:焊接时流经焊接回路的电流称焊接电流。
对点焊质量影响最大,大产生喷溅,焊点强度下降。
b焊接时间:电阻焊时的每一个焊接循环中,自电流接通到停止的持续时间,电时间。
时间长短对点焊质量影响也很大,时间过长,热量输入过多也会产生喷溅,1、4、休止程序电流过称焊接通降低专见k匚ZE- *|*=WLQ<_口FC^ftcfiC L 航丄皿i^jirtncmc电极压力:通过电极施加在焊件上的压力。