机械原理课程设计说明书——压片机
- 格式:doc
- 大小:1.28 MB
- 文档页数:20


实用文档文案大全目录一、设计任务书…………………………………1、设计题目…………………………………………………………2、原始数据及设计要求及简图……………………………………二、机械系统运动方案的拟定…………………1、功能分解…………………………………………………………2、各个功能元的解……………………………………………………3、初选运动方案并做简单评价………………………………………4、运动循环图…………………………………………………………5、设计执行机构…………………………………………………………6、对执行机构做运动学动力学分析……………………………………⑴图解法分析……………………………………………………………⑵解析法分析……………………………………………………………1)杆组法做运动分析的原理……………………………………………2)用杆组法对机构作运动分析…………………………………………3)主程序的编写及主程序流程图………………………………………4)附自编主程序、计算结果、运动参数及其曲线图…………………⑶结果分析…………………………………………………………………三、后记………………………………………………四、参考资料…………………………………………一、设计任务书1、设计题目:压片机加压机构方案设计2、原始数据及设计要求:(1)工艺参数;1)要求将陶瓷干粉压制成直径为34mm,厚度为5mm的圆形片坯;2)冲头压力:15吨(150000N);3)生产率: 25片/分钟;4)机器运转的不均匀系数:10%。
(2)工艺流程:1)干粉料均匀筛入圆筒型腔(图1);2)下冲头下沉3mm,预防上冲头进入型腔时把粉料扑出(图2);3)上、下冲头同时加压,并保压一段时间(图3、4);4)上冲头退出,下冲头随后顶出压好的片坯(图5);5)料筛推出片坯(图6);各工艺过程简图二、机械系统运动方案的拟定(一)总功能的分析根据题目要求,要最终将干粉压制成片坯。
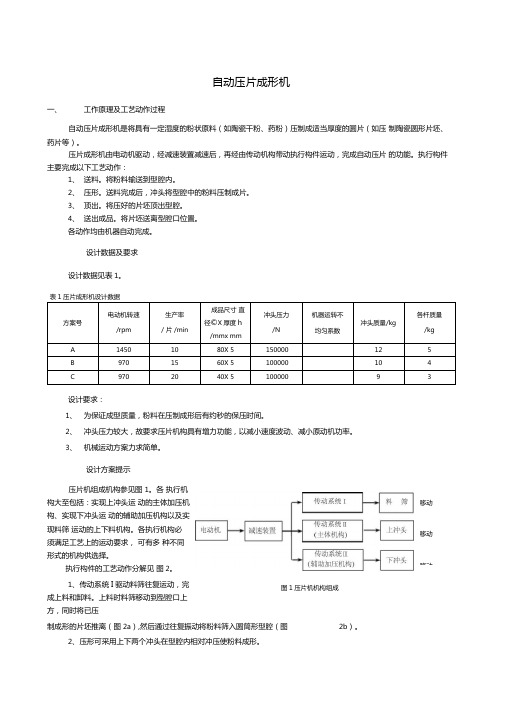
自动压片成形机一、工作原理及工艺动作过程自动压片成形机是将具有一定湿度的粉状原料(如陶瓷干粉、药粉)压制成适当厚度的圆片(如压制陶瓷圆形片坯、药片等)。
压片成形机由电动机驱动,经减速装置减速后,再经由传动机构带动执行构件运动,完成自动压片的功能。
执行构件主要完成以下工艺动作:1、送料。
将粉料输送到型腔内。
2、压形。
送料完成后,冲头将型腔中的粉料压制成片。
3、顶出。
将压好的片坯顶出型腔。
4、送出成品。
将片坯送离型腔口位置。
各动作均由机器自动完成。
设计数据及要求设计数据见表1。
表1压片成形机设计数据方案号电动机转速/rpm生产率/ 片 /min成品尺寸直径©X厚度h/mmx mm冲头压力/N机器运转不均匀系数冲头质量/kg各杆质量/kgA 1450 10 80X 5 150000 12 5B 970 15 60X 5 100000 10 4C 970 20 40X 5 100000 9 3设计要求:1、为保证成型质量,粉料在压制成形后有约秒的保压时间。
2、冲头压力较大,故要求压片机构具有增力功能,以减小速度波动、减小原动机功率。
3、机械运动方案力求简单。
设计方案提示压片机组成机构参见图1。
各执行机构大至包括:实现上冲头运动的主体加压机构、实现下冲头运动的辅助加压机构以及实现料筛运动的上下料机构。
各执行机构必须满足工艺上的运动要求,可有多种不同形式的机构供选择。
执行构件的工艺动作分解见图2。
1、传动系统I驱动料筛往复运动,完成上料和卸料。
上料时料筛移动到型腔口上方,同时将已压制成形的片坯推离(图2a),然后通过往复振动将粉料筛入圆筒形型腔(图2b)。
2、压形可采用上下两个冲头在型腔内相对冲压使粉料成形。
移动移动移动图1压片机机构组成传动系统n作为主体机构驱动上冲头往复运动;传动系统川作为辅助加压机构驱动下冲头往复运动, 与上冲头配合共同完成压形(图2d)。
为防止上冲头进入型腔时粉料扑出,在上料完成后、上冲头进入型腔前,下冲头先下沉 3mm (图2c )。

机械原理课程设计题目:压片成型机设计院-系:工学院一、设计题目:压片成形机设计自动压片成形机,将具有一定湿度的粉状原料(如陶瓷干粉、药粉)定量送入压型位置,经压制成形后(厚5mm)脱离该位置。
机器的整个工作过程(送料、压形、脱离)均自动完成。
该机器可以压制陶瓷圆形片坯、药剂(片)等。
设计数据表格如表1所示。
图1 压片成形机工艺动作如图1所示,压片成形机的工艺动作是:1. 料筛在模具型腔上方往复振动筛料,将干粉料均匀筛入圆筒形型腔,然后退回(图1a )。
2. 下冲头下沉3mm,预防上冲头进入型腔时粉料扑出(图1b )。
3. 上、下冲头同时加压(图1c ),下冲头上升8mm,上冲头下降11mm,保持0.4s。
4. 上冲头退出,下冲头继续上升16mm,将成形片坯顶到与台面平齐后停歇(图1d )。
5. 片坯被推出(图1e ),下冲头再下移21mm到待料位置(图1b)。
6. 因上冲头上升后要留有料筛进入的空间,故其行程为90-100mm。
因冲头压力较大,因而加压机构应有增力功能。
设计1. 压片成形机一般至少包括凸轮机构、齿轮机构和连杆机构在内的三种机构;至少设计出三种能实现该分类机运动形式要求的机构。
2. 设计传动系统,并确定其传动比分配(皮带传动传动比i ≈ 2 ,每级齿轮传动传动比i ≤ 7.5 )。
3. 画出机器的运动方案示意图,机构运动简图与运动循环图。
拟定运动循环图时,执行构件的动作起止位置可根据具体情况重叠安排,但必须满足工艺上各个动作的配合,在时间和空间上不能出现“干涉”。
4. 设计凸轮机构,自行确定从动件运动规律,选择凸轮基圆半径,校核其最大压力角,计算凸轮廓线。
5. 设计计算齿轮机构,连杆机构。
6. 对压片成型机进行三维造型和动态仿真,并画出料筛,上,下冲头的位移,速度和加速度曲线。
7. 编写设计计算说明书。
二、机器功能分析1. 上冲头完成往复直移运动(铅锤上下),下移至终点后有短时间的停歇,起保压作用,保压时间为0.4秒左右。

压片成形机课程设计说明书课程设计说明书:压片成形机1. 项目背景压片成形机是一种工业设备,用于将粉状或颗粒状的原料通过一定的压力与形状模具相互作用,使其成形为片状或块状产品。
这种机器广泛应用于制药、食品、化工等行业中的片剂制造过程中。
对于制药行业来说,压片成形机是生产药物片剂的关键设备之一,其性能稳定性和成型效果的好坏直接影响到药物质量和生产效率。
2. 设计目标本次课程设计的目标是设计一台小型压片成形机,要求具备以下性能和功能:- 实现连续自动压片的功能,降低人工操作成本。
- 保证压片过程中的压力和速度的可调性,以适应不同类型的原料和成型要求。
- 具备良好的控制系统,能实时调整和监控压片工艺参数,确保成品质量的合格。
- 具备预警和故障检测功能,保证设备的稳定性和安全性。
- 设备结构紧凑,易于操作和维护。
3. 设计内容课程设计主要包括以下内容:- 设备总体结构设计:包括机身、压力系统、电气控制系统等部分的布局和选择。
- 压力系统设计:选择合适的液压或气压系统,确保提供稳定的压力和速度。
同时考虑安全性和能效性。
- 控制系统设计:设计合适的控制系统,包括传感器选择和位置布置、数据采集和处理、参数调整和监控等。
- 系统集成和调试:将机身、压力系统和控制系统进行集成,进行系统调试和性能验证。
- 课程设计报告撰写:撰写设计报告,包括设备方案、设计参数和过程、调试结果、总结和展望等内容。
4. 设计要求- 设计要符合工程设计规范和相关标准,确保设备的稳定性、安全性和可靠性。
- 设计过程中考虑设备的可制造性和可维修性,尽量选择常见和易获得的零部件和材料。
- 设计过程中要实时跟进和了解相关技术发展和市场情况,以确保设计方案的前瞻性和竞争力。
- 设计报告应详细记录设计过程和思路,包括设计依据、假设和约束条件、设计过程和参数选择、验证和调试结果等。
5. 课程设计成果- 设备的总体设计方案及参数;- 控制系统的设计方案和工艺参数;- 设备的3D模型和工程图纸;- 设备的控制系统程序和调试结果;- 设备的性能测试结果和评价。

机械原理课程设计课程设计说明书压片成型机2022年4月28日目录目录 (1)一、设计题目: (3)1. 压片成型机介绍 (3)2. 设计说明 (3)3. 压片成形机的工艺动作 (4)4. 上冲头、下冲头与送料筛的动作关系 (5)5. 压片成型机的设计原始数据 (5)6. 设计要求 (6)7. 设计提示 (7)二、机构设计方案 (9)1.上冲头设计 (9)2.送料筛设计 (10)3.下冲头设计 (11)4.机构选择 (12)5.运动协调设计 (13)三、运动循环图设计 (14)四、设计步骤 (15)1. 上冲头摇杆滑块机构尺寸设计: (15)2. 下冲头凸轮设计 (16)3. 传动比设计 (18)五、课程设计小结 (19)六、参考书目 (20)七、附录 (20)一、设计题目:1.压片成型机介绍设计自动压片成形机,将具有一定湿度的粉状原料(如陶瓷干粉、药粉)定量送入压形位置,经圧制成形后脱离位置。
机器的整个工作过程(送料、压形、脱离)均自动完成。
该机器可以压制陶瓷圆形片坯、药剂(片)等。
2.设计说明1)压片成形机一般至少包括连杆机构和凸轮机构和齿轮机构在内的三种机构。
2)画出机器的运动方案简图与运动循环图。
拟订运动循环图时,执行构件的动作起止位置可根据具体情况重叠安排,但必须满足工艺上各个动作的配合,在时间和空间上不能出现干涉。
3)设计凸轮机构,自行确定运动规律,选择基圆半径,校核最大压力角与最小曲率半径,计算凸轮轮廓线。
4)设计计算齿轮机构,确定传动比,选择适当的摸数。
5)对连杆机构进行运动设计。
并进行连杆机构的运动分析,绘出运动线图。
如果是采用连杆机构作为下冲压机构,还应该进行连杆机构的动态静力分析,计算飞轮转动惯量。
6)编写设计计算说明书。
7)学生可进一步完成机器的计算机演示验证和凸轮的数控加工等。
3.压片成形机的工艺动作①干粉料均匀筛入圆筒形型腔。
②下冲头下沉3mm,预防上冲头进入型腔是粉料扑出。
压片成型机课程设计说明书一、引言压片成型机是一种用于加工固体粉末材料的设备,通过将粉末材料经过预处理后放入模具中进行压制,在一定温度和压力条件下,使粉末颗粒间形成互相结合的静电力和摩擦力作用,从而得到具有一定形状和尺寸的成型件。
本课程设计旨在让学生了解压片成型机的工作原理及操作流程,并通过实际操作来掌握机械设备的运行和调试方法。
二、课程设计目标1.了解压片成型机的工作原理及相关技术指标;2.掌握压片成型机的操作流程及注意事项;3.学会运行和调试压片成型机,实现一定的成型要求;4.培养学生的实践操作能力和解决问题的能力。
三、课程设计内容及安排1.理论学习阶段:(1)压片成型机的工作原理及分类;(2)压片成型机的结构及主要部件介绍;(3)压片成型机的运行要求及操作流程。
2.实践操作阶段:(1)熟悉压片成型机的操作界面及相关控制系统;(2)模具的安装及调试;(3)制定成型工艺参数和成型件的设计;(4)进行压制实验,并调整参数以获得符合要求的成型件;(5)对成型件进行评估和测试。
四、课程设计要求1.机械知识方面:(1)了解压片成型机的结构和工作原理;(2)掌握压片成型机主要部件的功能和相互关系;(3)了解压片成型机的操作流程及注意事项。
2.工艺技能方面:(1)掌握模具的安装和调试方法;(2)熟悉成型工艺参数的确定和调整方法;(3)能够根据要求进行成型实验,并对成型件进行评估。
3.实践操作能力方面:(1)培养学生实际操作的技能,包括机械设备的运行和调试;(2)能够解决常见的机械故障和操作问题。
五、课程设计评估方法1.理论学习阶段:以课堂测验的形式进行,考查学生对压片成型机的工作原理和相关知识的理解情况。
2.实践操作阶段:以成型件的质量和成型效果为评估指标,包括成型件的尺寸精度、表面光洁度和成型缺陷等。
六、课程设计评估标准1.理论学习:(1)对压片成型机的工作原理和相关知识的理解正确、清晰;(2)对压片成型机的分类、结构和主要部件有一定的了解;(3)对压片成型机的运行要求和操作流程掌握熟练度较高。
机械原理课程机械创新设计说明书设计名称:某物料压片机加压机构院系:机械工程系专业:机械设计制造及其自动化班级:机制93/94组长:组员:指导教师:2011年06 月07日——2011年06月17日目录一、前言 (3)二、课程设计目的 (4)三、压片机工作原理及工艺流程························四、设计要求及参数·······································§3-1设计要求与部分参数································§3-2 设计提示···········································五、设计方案··················································§4-1 整体机构动作分析·································§4-2单元机构动作分析·································§4-3单元机构方案拟定······························§4-4 机构整体系统方案拟定························§4-5单元机构参数计算·····························§4-6 传动比设计及动力选取··························§4-7系统综合方案评价······························六、自我评价与总结·····································七、附图·····················································八、参考书目·······································前言作为一名机械类专业学生,在今后学习和工作中总会遇到许多关于机械设计和使用方法方面的问题。
机械原理课程设计说明书设计题目压片成形机汽车工程系汽车工程(中美)专业汽车工程班号 0621081班设计者王佩玉指导教师韩丽华2010年7月2日目录1、设计题目 (3)2、设计要求 (3)3、运动方案评估 (3)4、设计内容 (6)5、设计步骤 (8)6、附录 (11)机械原理课程设计——压片成形机一、、设计题目1、压片成形机介绍设计自动压片成形机,将具有一定湿度的粉状原料(如陶瓷干粉、药粉)定量送入压形位置,经圧制成形后脱离位置。
机器的整个工作过程(送料、压形、脱离)均自动完成。
该机器可以压制陶瓷圆形片坯、药剂(片)等。
2、压片成形机的工艺动作(1) 干粉料均匀筛入圆筒形型腔。
(2) 下冲头下沉3mm,预防上冲头进入型腔就是粉料扑出。
(3) 上、下冲头同时加压,并保持一段时间。
(4) 上冲头退出,下冲头随后顶出压好的片坯。
(5) 料筛推出片坯。
料型下冲头 粉23 片下下上冲5下冲头上冲头8 片坯2133、压片成形机设计数据电动机转速/(r/min):1450; 生产率/(片/min):10;冲头压力/N:150 000; 机器运转不均匀系数/δ:0、10;二、设计要求1.上冲头完成往复直移运动(铅垂上下),下移至终点后有短时间的停歇,起保压作用,保压时间为0、4s左右。
因冲头上升后要留有料筛进入的空间,故冲头行程为100mm。
因冲头压力较大,因而加压机构应有增力能力。
2.下冲头先下沉3mm,然后上升8mm,加压后停歇保压,继而上升16mm,将成形片坯顶到与台面平齐后停歇,待料筛将片坯推离冲头后,再下移21mm,到待料位置。
3.料筛在模具型腔上方往复振动筛料,然后向左退回。
待坯料成型并被推出型腔后,料筛在台面上右移约45~50mm,推卸片坯。
三、运动方案评估上冲头设计方案方案1说明:杆1带动杆2运动,杆2使滑块往复运动,同时带动杆3运动,从而达到所要求的上冲头的运动。
此方案可以满足保压要求,但就是上冲头机构制作工艺复杂,磨损较大,且需要加润滑油,工作过程中污损比较严重。
机械原理课程设计课程设计说明书压片成型机2019年7月9日目录目录 (1)一、设计题目: (3)1. 压片成型机介绍 (3)2. 设计说明 (3)3. 压片成形机的工艺动作 (4)4. 上冲头、下冲头与送料筛的动作关系 (5)5. 压片成型机的设计原始数据 (5)6. 设计要求 (6)7. 设计提示 (7)二、机构设计方案 (9)1.上冲头设计 (9)2.送料筛设计 (10)3.下冲头设计 (11)4.机构选择 (12)5.运动协调设计 (13)三、运动循环图设计 (14)四、设计步骤 (15)1. 上冲头摇杆滑块机构尺寸设计: (15)2. 下冲头凸轮设计 (16)3. 传动比设计 (18)五、课程设计小结 (19)六、参考书目 (20)七、附录 (20)一、设计题目:1. 压片成型机介绍设计自动压片成形机,将具有一定湿度的粉状原料(如陶瓷干粉、药粉)定量送入压形位置,经圧制成形后脱离位置。
机器的整个工作过程(送料、压形、脱离)均自动完成。
该机器可以压制陶瓷圆形片坯、药剂(片)等。
2. 设计说明1)压片成形机一般至少包括连杆机构和凸轮机构和齿轮机构在内的三种机构。
2)画出机器的运动方案简图与运动循环图。
拟订运动循环图时,执行构件的动作起止位置可根据具体情况重叠安排,但必须满足工艺上各个动作的配合,在时间和空间上不能出现干涉。
3)设计凸轮机构,自行确定运动规律,选择基圆半径,校核最大压力角与最小曲率半径,计算凸轮轮廓线。
4)设计计算齿轮机构,确定传动比,选择适当的摸数。
5)对连杆机构进行运动设计。
并进行连杆机构的运动分析,绘出运动线图。
如果是采用连杆机构作为下冲压机构,还应该进行连杆机构的动态静力分析,计算飞轮转动惯量。
6)编写设计计算说明书。
7)学生可进一步完成机器的计算机演示验证和凸轮的数控加工等。
3. 压片成形机的工艺动作①干粉料均匀筛入圆筒形型腔。
②下冲头下沉3mm,预防上冲头进入型腔是粉料扑出。
压片机设计题目:压片机加压机构方案创新设计专业班级:XXXXXXXXXXX设计者:XXX(20080xxxx)XXX(20080xxxx)XXX(20080xxxx)XXX(20080xxxx)XXX(20080xxxx)XXX(20080xxxx)指导教师:XXX XXX2011年1月6日前言压片机与压片技术是医药制剂、化工、科研中普遍的也是最总重要的,尽管压片机在19世纪就已经出现(德国Korsch、英国Manesty、比利时Courtoy公司都有80多年的历史),时至今日,压片机及压片机构的创新从来没有停止过,而压片机加压机构方案的创新设计又是压片机创新的核心。
通过综合运用机械原理及相关课程所学内容,进行对压片机机构方案创新设计,是学生第一次用已学过的知识较全面地对一项工程实际的应用问题,从任务分析、调查研究、方案比较、方案确定、绘制出机构运动简图、进行机械运动和动力学分析与设计的基本训练,可以巩固加深对机械原理课程内容的理解,初步掌握机械系统方案设计的方法并对机械设计的全过程有个初步了解,培养学生分析问题和解决问题的能力,并对学生的创新意识和创新方法进行了初步的调练,培养学生自学、查阅资料和独立工作的能力,同时培养学生学运用团队精神集体解决技术难点的能力,培养学生运用计算机技术解决实际工程问题的能力。
2010年1月6日目录一、设计题目1.工作原理及工艺过程 (x)2.原始数据及设计要求 (x)二、设计题目的分析1.功能分解 (x)2.求各功能元的解 (x)3.绘制运动循环图 (x)4.初选运动方案 (x)5.设计执行机构 (x)6.对执行机构做运动学动力学分析 (x)三、设计心得体会 (x)四、参考资料 (x)一、设计题目:压片机加压机构方案创新设计1.工作原理及工艺过程自动压片成形机,是将具有一定湿度的粉状原料(如陶瓷干粉、药粉)定量送入压形位置,经圧制成形后脱离位置。
机器的整个工作过程(送料、压形、脱离)均自动完成。
该机器可以压制陶瓷圆形片坯、药剂(片)等。
工艺过程:(1)干粉料均匀筛入圆筒形型腔;(2)下冲头下沉3mm,预防上冲头进入型腔时把粉料扑出;(3)上、下冲头同时加压,并保压一段时间;(4)上冲头退出,下冲头随后顶出压好的片坯;(5)筛料推出片坯。
其工艺过程的分解如图:工艺动作分解2. 原始数据及设计要求原始数据:(1)冲头压力:150000N;(2)生产率:25片/分钟;(3)机器运转不均匀系数:10%;(4)要求将陶瓷干粉压成直径为34mm,厚度为5mm的圆形片坯。
设计要求:(1)上冲头完成往复直移运动(铅垂上下),下移至终点后有短时间的停歇,起保压作用,因冲头上升后要留有料筛进入的空间、故冲头形成约为90~100mm。
(2)下冲头先下沉3mm,然后上升8mm,加压后停歇保压,继而上升16mm,将成形片坯顶到与台面平齐后停歇,待料筛将片坯推离冲头后,再下移21mm,到待料位置。
(3)料筛在模具型腔上方往复振动筛料,然后向左退回。
待坯料成型并被推出型腔后,料筛在台面上右移约45~50mm,推卸片坯。
二、设计题目的分析1.功能分解该干粉压片机通过一定的机械能把原料(干粉)压制成成品,其功能分解如图设计干粉压片机,其总功能可以分解成以下几个工艺动作:(1) 送料机构:为间歇直线运动, 这一动作可以通过凸轮上升段完成(2) 筛料:要求筛子往复震动(3) 推出片坯:下冲头上升推出成型的片坯(4) 送成品:通过凸轮推动筛子来将成型的片坯挤到滑道(5) 上冲头往复直线运动,最好实行快速返回等特性。
(6) 下冲头间歇直线运动。
例如下表所示的树状功能图:2.求各功能元的解针对功能元再寻求功能元的解,寻求满足执行元动作的机构。
这个机构也称为执行机构的形式设计,或执行机构的行综合。
这个过程采用“发散性思维”,将能满足功能元功能的所有的“物理效应”的解都做为初步解列出来。
如果一个功能元有m个解决原理,而一种原理又有n个解,经排列组合则这个功能元的解可以有m×n个方案。
把各功能元的解建在一个直角坐标上,便形成了一个“形态学矩阵”,通过这个矩阵可以组合若干方案,然后再做评优选优。
3.绘制运动循环图从整个机器的角度上看,它是一种时序式组合机构系统,所以要拟订运动循环图。
以该主动件的转角为横坐标(0~360 ),以机构执行构件的位移为纵坐标画出位移曲线。
运动循环图上的位移曲线主要着眼于运动的起迄位置,而不是其精确的运动规律。
料筛从推出片坯的位置经加料位置加料后退回最左边(起始位置)停歇。
下冲头即下沉4mm (如图中②)。
下冲头下沉完毕,上冲头可下移到型腔入口处(如图中③),待上冲头到达台面下4mm 处时,下冲头开始上升,对粉料两面加压,这时,上、下冲头各移动12mm (如图中④),然后两冲头停歇保压(如图中⑤),保压时间约0.2s ,即相当于主动件转36 度左右。
以后,上冲头先开始退出,下冲头稍后并稍慢地身上移动到和台面平齐,顶出成形片坯(如图中⑥)。
下冲头停歇待卸片坯时,料筛已推进到形腔上方推卸片坯(如图中⑦)。
然后,下冲头下移24cm 的同时,料筛振动使筛中粉料筛入形腔(如图中⑧)而进入下一循环。
4.初选运动方案方案一示意图方案二示意图5.对执行机构做运动学动力学分析 解析法分析-Ⅰ.简述杆组法做运动分析的原理由机构组成原理可知,任何平面机构都可以分解为原动机、基本杆组和机架三个部分,每一个原动件为一单杆构件。
因此可得杆组法的基本思路:分别对单杆构件和常见的基本杆组进行运动分析并编制相应的子程序。
在对机构进行运动分析时,就可以根据机构组成情况的不同,依次调用这些子程序,从而完成对整个机构的运动分析。
Ⅱ.用杆组法对机构做运动分析 ㈠平面运动构件(单杆)的运动分析已知构件K 上的1N 点的位置1x P ,1y P ,速度为1x v ,1Y v ,加速度为1 x a ,1y a 及过点的1N 点的线段12N N 的位置角θ,构件的角速度ω,角加速度ε,求构件上点2N 和任意指定点3N (位置参数13N N =2R ,213N N N ∠=γ)的位置、速度、加速度。
1N ,3N 点的位置为:211cos x x P P R θ=+ 211sin y y P P R θ=+ 312cos()x x P P R θγ=++ 312sin()y y P P R θγ=++1N ,3N 点的速度,加速度为:211211sin ()x x x y y v v R v P P ωθω=-=--211121sin (-) y y y x x v v R v P P ωθω=-=- 312131sin() () x x x y y v v R v P P ωθγω=-+=-- 312131cos()()y y y x x v v R v P P ωθγω=-+=--2212121()()x x y y x x a a P P P P εω=---- 2212121()()y y x x y y a a P P P P εω=+--- 2313131()()x x y y x x a a P P P P εω=----23133(1)(1)y y x x y y a a P P P Pεω=+--- ㈡RRR 杆组运动分析的数学模型①位置分析设两个构件长度1R ,2R 及外运动副1N ,2N 的位置已知,求两个构件的位置角1θ,2θ及内运动副3N 的位置。
选定坐标系及相应的标号如下图,构件的位置角i θ约定从响应构件的外运动副i N 引x 轴的方向线,按逆时针量取。
设外运动副1N ,2N 的位置坐标分别为1N (1x P ,1y P ),2N (2x P ,2y P ),则12221212[( -)( -)]x x y y d P P P P =+222121cos ()/(2 )d R R R d α=++ 212 1arctan(( )/( )y y x x P P P P ϕ=--1θϕα=±内运动副3N 点坐标为:3111 cos x x P P R θ=+ 3111 sin y y P P R θ=+构件2K 的位置角:23232arctan[()/( )]y y x x P P P P θ=--位置分析过程中应注意两个问题: (1) 因为1N ,2N 的位置及杆长1R ,2R 都是给定的,这就可能出现d >12R R +或12d R R <-的情况。
在这两种情况下实际上不可能形成RRR 杆组,计算过程中应及时验算上述条件,如满足上述条件应中止运算并给出相应信息。
(2)在给定1N ,2N ,1R ,2R 的条件下,3N 可能有两个位置如上图中的3N 和3N ',相应的1θϕα=+和1θϕα'=-,我们称为杆组的两种工作状态。
对于实际构件而言,杆组只可能在一种工作状态下运动,而且在机构运动过程中只要不出现12d R R =± 的情况(这种情况下,机构处于瞬时运动不确定状态,设计时应避免)杆组就不会从一种工作状态变为另一种工作状态,所以运动分析时可预先按机构的实际工作位置,指明杆组是哪一种工作状态。
约定状态参数M :123N N N 为逆时针读取时M =1,123N N N 为顺时钟时M = -1。
②速度分析设外运动副1N ,2N 点的速度1x v ,1y v 及2x v ,2y v 已知,求3N 点的速度3x v ,3y v 及构件1K ,2K 的角速度1ω,2ω。
因为 3111222 cos cos x x x P P R P R θθ=+=+ 2311122 sin sin y y y P P R P R θθ=+=+ 将上式对时间t 微分:311112222sin sin x x x v v R v R ωθωθ=-=- 311112222cos cos y y y v v R v R ωθωθ=+=+注意到:11311131cos , sin x x y y R P P R P P θθ=-=- (1) 22322232cos , sin x x y y R P P R P P θθ=-=-式(1)可写为21131322131322()()=( )()x x y y y y y y x x x x v v P P P P v v P P P P ωω----⎡⎤⎡⎤⎛⎫⎢⎥ ⎪⎢⎥----⎝⎭⎣⎦⎣⎦ 令: 31323231Q=( )( )( )( )y y x x y y x x P P P P P P P P -----则: 121322132[()( )()( )]/x x x x y y y y v v P P v v P P Q ω=---+-- 221312131[()( )()( )]/y y y y x x x x v v P P v v P P Q ω=---+--将1ω,2ω值代入式(1) 即可求得3x v ,3y v 。