AEC模温机使用手册
- 格式:pdf
- 大小:90.01 KB
- 文档页数:22
模温机警告使用机器前请务必读此说明书为了正确使用,安全操作机器请妥善保管此操作说明书进杰模具五金机械厂模温机微电脑控制器操作说明注:要使用本控制器前必须祥细阅读本操作说明一、正面视图及背面接线图:(正面视图)(背面接线图)http// 电话0755-******** 传真0755-********1.指示灯说明:水泵------------(在任何状态下)当水泵继电器吸合时灯就会亮,断开时灯就灭。
(包括在A T运行时)加热------------(在任何状态下)当加热继电器吸合时灯就会亮,断开时灯就灭。
(包括在A T运行时)冷却------------(在任何状态下)当冷却继电器吸合时灯就会亮,断开时灯就灭。
(包括在A T运行时)过载------------当系统检测到有水泵过载信号输入时,灯就会亮,反之则不亮。
(包括在A T运行时)缺水------------当系统检测到有缺水信号输入时,灯就会亮,反之则不亮。
(包括在A T运行时)超温------------当系统检测到有超温信号输入时,灯就会亮,反之则不亮。
(包括在A T运行时)断偶------------当系统检测到有断偶信号输入时,灯就会亮,反之则不亮。
(包括在A T运行时)逆相------------当系统检测到有逆相信号输入时,灯就会亮,反之则不亮。
(包括在A T运行时)2.按键说明:ON/OFF-------是开关机按键HEA T----------加热关闭/开启键TEMP/TIME----是温度/定时时间转换键AUTO------------自动运行键(需要时)ENT---------------参数确认/翻面键ADD--------------参数增加键SUB---------------参数减小键SET---------------参数层进入/退出键3.故障输入说明:超温故障输入---------常闭触点信号,断开为故障,接通为正常水泵故障输入---------常开触点信号,接通为故障,断开为正常缺水故障输入---------常开触点信号,接通为故障,断开为正常逆相故障输入---------常闭光偶信号,光偶不导通为故障,导通为正常断偶故障输入---------当出现感温线断路时,就为故障4.输出说明:12V蜂鸣器输出-------在操作按键时和在有报警输出时,蜂鸣器都要鸣叫,报警输出时要作通断输出。

模温机操作流程及注意事项
模温机分水温机和油温机两大类,在使用过程中,应该注意以下几点:
1 水温机、油温机严禁混用
2 油温机内严禁加入其他液压油,必须使用热媒油。
3 油温机使用铁佛龙管,不可用其他水管。
4 接驳油温机前,必须把模具及配管内的水吹干净。
5补充热油时,必须确认液位在油位计上、下限范围内,过低会报警,过高则无法启动,且热媒油会流出,造成危险及浪费。
模温机的操作流程如下:(连接管道后,接通电源后)
1 在配电室打开油加热器控制柜电源总开关并合上油加热器断路器QF,给系统得电处于可运行状态;
2 控制回路得电,温控仪开始显示温度,主控表设定油加热器的控制温度。
报警表设定油加热器内部超温报警温度。
然后观察控制仪表、超温报警器观察正常后按工艺参数调节所需的温度;
3 控制柜面板控制:按一下油加热器的启动按钮,油加热器启动,若要停止加热器,按一下停止按钮,则油加热器停止工作;
4 当操作油加热器发生超温报警自动的关断后,需等到油加热器内部温度下降后(不得低于3 分钟),按一下复位键后,才能再次启动油加热器;
5 油加热器使用完毕后,断开所有断路器QF。
模温机安全操作规程一、目的本安全操作规程的目的是确保模温机的安全运行,防止事故发生,保护操作人员的人身安全和设备的正常运行。
二、适合范围本安全操作规程适合于所有使用模温机的操作人员。
三、安全操作规程1. 模温机的安装1.1 模温机应安装在通风良好、无火源和易燃物的场所。
1.2 模温机的电源应接地可靠,电源线应符合国家标准,并定期检查电源线的状况。
1.3 模温机的冷却管路应与冷却水源连接,并确保冷却水的流量和温度符合设备要求。
2. 模温机的操作2.1 操作人员应事先了解模温机的基本原理和操作方法,并接受相关培训。
2.2 在操作模温机前,应检查设备的电源、冷却水和温度控制系统是否正常工作。
2.3 操作人员应佩戴适当的防护设备,如安全眼镜、防护手套等。
2.4 在操作模温机时,应按照设备的操作说明进行操作,并严禁超负荷运行。
2.5 操作人员应定期检查模温机的温度控制系统,确保温度控制精度和稳定性。
3. 模温机的维护3.1 模温机应定期进行维护保养,包括清洁设备、检查电气路线、润滑传动部件等。
3.2 维护人员应具备相关技术知识和操作经验,并按照设备创造商的要求进行维护。
3.3 维护过程中,应切断电源,并确保设备处于停机状态。
3.4 维护人员应定期检查模温机的冷却水系统,清洗冷却水管路,防止阻塞和生物污染。
4. 模温机的紧急处理4.1 在模温机发生故障或者异常情况时,操作人员应即将切断电源,并报告相关人员进行处理。
4.2 在模温机发生火灾时,应即将启动灭火装置,并迅速撤离人员,保持安全距离,等待消防人员的到来。
4.3 在模温机发生泄漏时,应采取措施防止泄漏物进入地下水或者其他环境中,并及时清理泄漏物。
四、应急预案1. 制定模温机的应急预案,明确各种紧急情况下的处理措施和责任人。
2. 定期组织演练,提高操作人员的应急处理能力和反应速度。
3. 在发生事故后,及时总结教训,完善应急预案,以提高应对突发情况的能力。
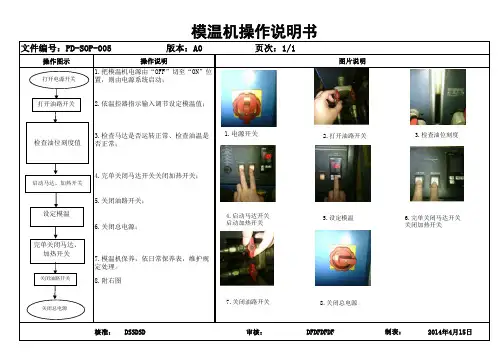
操作图示核准:DSSDSD 审核:DFDFDFDF 2014年4月15日制表: 4.完单关闭马达开关关闭加热开关;
5.关闭油路开关;
6.关闭总电源;
8.附右图7.模温机保养,依日常保养表,维护规
定处理。
3.检查马达是否运转正常、检查油温是
否正常;模温机操作说明书
操作说明图片说明文件编号:PD-SOP-005
版本:A0页次:1/11.把模温机电源由“OFF”切至“ON”位置,则由电源系统启动;
2.依温控器指示输入调节设定模温值;检查油位刻度值 打开电源开关 打开油路开关
启动马达、加热开关
完单关闭马达、
加热开关 关闭油路开关 关闭总电源
设定模温
2.打开油路开关 4.启动马达开关 启动加热开关 5.设定模温
3.检查油位刻度
1.电源开关 6.完单关闭马达开关关闭加热开关 7.关闭油路开关 8.关闭总电源。
模温机的使用说明
1. 开机关机长按绿色运行键(Run)
2. 温度设定:先按设定键(set),再按下(down),再按设定键(set)进入画面,同时运行键盘用来调节设定温度的位数。
温度设定闪烁时再按一下设定键(set),再按上(up)进入实际温度的检测画面设定。
设定完成。
3. 复位键是用来解除报警的。
4.红色的旋钮式机器的总开关。
5.模温机60℃以下会报警。
模温机的使用说明
1. 开机关机长按绿色运行键(Run)
2. 温度设定:先按设定键(set),再按下(down),再按设定键(set)进入画面,同时运行键盘用来调节设定温度的位数。
温度设定闪烁时再按一下设定键(set),再按上(up)进入实际温度的检测画面设定。
设定完成。
3. 复位键是用来解除报警的。
4.红色的旋钮式机器的总开关。
5.模温机60℃以下会报警。
模温机说明书全文共四篇示例,供读者参考第一篇示例:模温机是一种用于塑料、橡胶等材料加工中控制温度的设备。
它主要由加热系统、冷却系统、温度控制系统和传动系统等组成。
模温机的作用是在制造过程中保持模具和材料的温度恒定,以确保成品的质量和生产效率。
一、模温机的工作原理模温机通过加热系统和冷却系统来控制模具和材料的温度。
当模具需要加热时,加热系统会向模具传送热能,使模具温度升高;当模具需要冷却时,冷却系统会向模具传送冷却剂,使模具温度降低。
模温机通过温度控制系统监测模具的温度,并根据需要调节加热和冷却系统的工作,以保持模具温度稳定在设定值。
二、模温机的特点1. 高效节能:模温机具有快速加热和冷却的特点,可以大大提高生产效率,减少能源消耗。
2. 精确控温:模温机配有高精度的温度控制系统,可以精确控制模具和材料的温度,确保制品的质量。
3. 操作简便:模温机的操作界面简单直观,操作起来方便快捷,可以减少人为操作错误。
4. 多种保护功能:模温机配有过载保护、短路保护等多种安全保护功能,确保设备运行稳定安全。
三、模温机的应用领域模温机广泛应用于塑料注塑、吹塑、压延、挤塑、橡胶加工等领域。
在这些领域中,模温机可以为生产企业提供稳定的温度控制,提高产品质量,降低生产成本。
四、模温机的维护保养1. 定期清洗:模温机在使用过程中会有灰尘和杂质堆积,需要定期清洗。
清洗时应注意断开电源,防止发生意外。
2. 定期检查润滑油:模温机的传动系统需要使用润滑油,定期检查润滑油的情况并及时更换。
3. 定期维护:模温机的各个部件需要定期检查和维护,确保设备的正常运行。
五、模温机的使用注意事项1. 使用前请仔细阅读说明书,并按照操作步骤正确操作。
2. 在使用过程中请勿随意更改设备设置,以免影响设备的正常运行。
3. 使用过程中如发现异常情况,请及时停机检查,确保设备安全运行。
第二篇示例:模温机是一种用于温度控制的设备,通常被广泛应用于塑料工业、机械加工行业和医疗器械制造等领域。
AECH-11温湿度控制器说明书
1、接线,通电后,红色指示灯亮,满足加热条件时绿灯亮,表示加热器工作。
2、按下面板上“测试”按钮可进行强制加热,同时可检查加热器是否断线。
加热时如发现断线,绿灯亮,报警输出接点闭合。
“测试”是自锁按钮,除在需要强制加热时按下,一般在平时运行时请将“测试”按钮置于弹出位置。
3、如需试验凝露感湿后的加热工作情况,在温度>20OC 环境中,可将湿度传感器放入冰箱约5分钟后取出,来模拟凝露条件,或用对湿度传感器哈气的方法进行,观察凝露条件下的工作情况。
4、安装时注意保护传感器及接线,以免松动造成控制器不能正常工作。
模温机操作规程一、目的和适用范围本操作规程的目的是确保模温机的安全运行和正确操作,以提高生产效率和产品质量。
适用于所有使用模温机的操作人员。
二、安全注意事项1. 在操作模温机前,必须穿戴好个人防护装备,包括安全帽、防护眼镜、防护手套和安全鞋。
2. 在操作过程中,严禁戴手套或衣袖进入机器内部,以防止被夹伤。
3. 操作人员必须熟悉模温机的工作原理和操作方法,严禁未经培训或未经授权的人员操作模温机。
4. 在操作模温机前,必须检查电源插头和电源线是否完好,确保接地良好,避免电击事故发生。
5. 操作人员必须保持机器周围的清洁和整洁,避免杂物堆积和阻塞通风口。
6. 操作人员在调节温度时,应逐渐调整,避免温度过高或过低,以免影响生产和设备寿命。
三、操作步骤1. 打开模温机的电源开关,并确保温度控制器处于关闭状态。
2. 检查模温机的水箱水位,确保水位在合适范围内,如不足应及时添加冷却水。
3. 操作人员根据生产需要,设置所需的温度值和时间参数,确保温度控制器设定正确。
4. 打开模温机的启动开关,待机器运行正常后,逐步调节温度控制器,使温度逐渐达到设定值。
5. 在模温机运行过程中,操作人员应定期检查温度控制器的显示数值,确保温度稳定在设定值附近。
6. 当需要停止模温机时,先将温度控制器的设定值调至最低,然后关闭模温机的启动开关和电源开关。
7. 操作人员在操作完毕后,应将模温机周围的工作区域清理干净,并关闭冷却水阀门。
四、故障处理1. 如果模温机出现异常报警或故障,操作人员应立即停止使用,并通知维修人员进行检修。
2. 在维修人员到达之前,操作人员应将模温机的电源开关关闭,并将故障情况详细记录,以便维修人员进行准确的排查和修复。
五、维护保养1. 定期清洁模温机的外壳和散热器,保持良好的散热效果。
2. 定期检查模温机的电源线和插头,确保无损坏和松动现象。
3. 定期检查模温机的水箱和水泵,确保水流通畅,并及时更换冷却水。
4. 定期检查模温机的温度控制器和传感器,确保准确可靠。
模温机操作说明
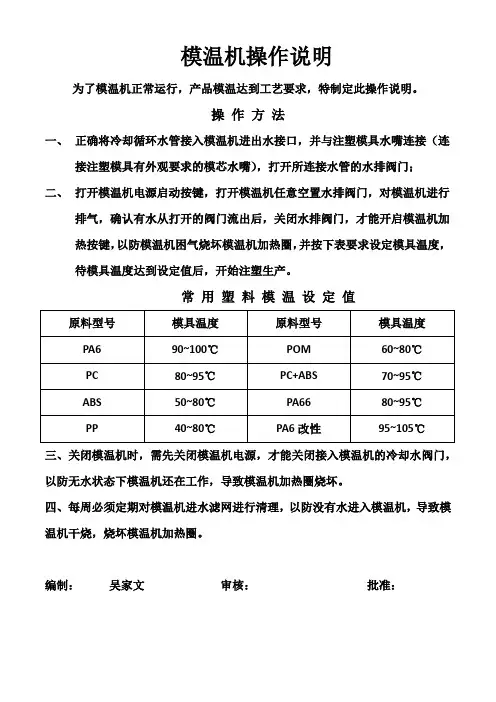
为了模温机正常运行,产品模温达到工艺要求,特制定此操作说明。
操作方法
一、正确将冷却循环水管接入模温机进出水接口,并与注塑模具水嘴连接(连
接注塑模具有外观要求的模芯水嘴),打开所连接水管的水排阀门;
二、打开模温机电源启动按键,打开模温机任意空置水排阀门,对模温机进行
排气,确认有水从打开的阀门流出后,关闭水排阀门,才能开启模温机加热按键,以防模温机困气烧坏模温机加热圈,并按下表要求设定模具温度,待模具温度达到设定值后,开始注塑生产。
常用塑料模温设定值
三、关闭模温机时,需先关闭模温机电源,才能关闭接入模温机的冷却水阀门,以防无水状态下模温机还在工作,导致模温机加热圈烧坏。
四、每周必须定期对模温机进水滤网进行清理,以防没有水进入模温机,导致模温机干烧,烧坏模温机加热圈。
编制:吴家文审核:批准:。
模温机操作指导书
《模温机操作指南》
嘿,朋友们!今天咱来聊聊模温机的操作那些事儿。
模温机这家伙,就像是个贴心的小助手,能帮咱把好多事情都料理得妥妥当当。
但要想让它乖乖听话,好好干活,那可得知道怎么摆弄它。
先说说开机吧。
就像咱早上起床要先睁开眼睛一样,模温机要启动也得有个步骤。
找到那个电源开关,轻轻一按,看着指示灯亮起来,就好像模温机打了个哈欠,开始准备工作啦。
然后呢,就是设置温度啦。
这可得仔细着点,就像咱做饭放盐一样,多了少了都不行。
根据你的需要,把温度调好,模温机会努力保持这个温度,就像咱冬天想让屋里一直暖和一样。
模温机工作的时候,咱也别闲着呀。
时不时去看看它,就像关心咱的好朋友一样。
看看温度是不是正常呀,有没有啥异常情况呀。
要是发现有点不对劲,赶紧处理,可别等出了大问题才着急。
还有哦,模温机也需要休息呢。
就像咱累了要睡觉一样,别让它一直不停地工作。
该关机的时候就关机,让它也能喘口气。
有一次我就犯了个小糊涂,设置温度的时候没仔细看,结果温度设高了。
哎呀,那可把我急坏了,赶紧调整过来,还好没出啥大问题。
从那以后呀,我每次操作模温机都格外小心,可不敢再犯同样的错误啦。
总之呢,模温机操作不难,但也得用心。
把它当成咱的好伙伴,好好照顾它,它也会好好帮咱干活。
咱要细心、耐心,这样才能和模温机愉快地合作呀。
希望大家都能熟练掌握模温机的操作,让它为我们的工作带来更多的便利和效率。
模温机操作规程及注意事项以下是 6 条关于“模温机操作规程及注意事项”:1. 嘿,操作模温机可不像煮个鸡蛋那么简单哟!每次启动前,你得像检查宝贝一样仔细检查设备是否正常。
就好比你要出门,不得先看看钥匙带没带呀!要确保各个管道连接牢固,电气部分没有问题。
要是马虎一下,哎呀,那麻烦可就大啦!一定要认真对待,懂了不?2. 模温机运行时,千万别乱动乱调啊!这就好像你在开汽车,不能瞎摆弄方向盘不是。
要时刻关注温度和压力的变化,就跟关注你的手机电量似的。
要是发现异常,赶紧采取措施呀,别等出了大问题才后悔莫及呀,难道不是吗?3. 注意啦,给模温机添加介质的时候,可得小心谨慎哦!这就好比给病人打针,得精准无误呀。
得按照规定的型号和量来添加,千万别搞错啦。
不然机器出了故障,那可不好玩儿啦,对不对呀?4. 模温机在工作过程中,也得好好照顾它呀!就像照顾你家的宠物一样。
定期清理过滤器,让它呼吸顺畅。
要是不清理,那可不就像人被堵住鼻子一样难受嘛!所以千万别忘了这个重要的步骤哦!5. 哎呀呀,模温机的停机操作也很关键呢!可不是随便一关就了事啦。
要先逐步降低温度,就像你慢慢减速停车一样。
然后再关闭电源,不能太粗暴啦。
不然它也会“发脾气”的哟,到时候可就有你好受的啦,你说是不是呀?6. 最后啊,一定要记住,模温机是个很重要的设备,我们要像对待好朋友一样对待它!只有这样,它才能好好为我们工作呀。
所以在操作和维护它的时候,多上点心,别偷懒哦。
相信只要大家认真对待,模温机就能一直乖乖听话,为我们好好服务的啦!我的观点结论:模温机的操作规程和注意事项必须牢记于心,严格遵守,才能确保其安全稳定运行,为我们的工作带来便利和效益。
模温机操作规程引言概述:模温机是一种用于控制模具温度的设备,广泛应用于塑料加工、注塑成型、橡胶制品等行业。
正确操作模温机可以提高生产效率、保证产品质量、延长设备寿命。
本文将详细介绍模温机的操作规程,包括开机准备、设定温度、操作注意事项、关机维护等内容。
一、开机准备1.1 清洁检查:在开机前,应检查模温机的外部是否有杂物,清除可能影响设备正常运行的障碍物。
同时,检查冷却水管道是否畅通,确保冷却系统正常工作。
1.2 电源连接:将模温机的电源线正确接入电源插座,并检查电源线是否有损坏或者短路情况。
确保电源连接坚固可靠,避免电器故障引起安全事故。
1.3 导热介质添加:根据生产需要,选择适当的导热介质,并将其加入模温机的导热介质箱中。
注意导热介质的质量和纯度,避免杂质对设备和产品的影响。
二、设定温度2.1 温度设定:根据生产工艺要求,合理设定模温机的温度。
可以通过模温机面板上的温度调节器进行设定,或者通过连接的计算机软件进行远程设定。
确保设定温度准确无误。
2.2 温度控制:设定温度后,模温机将自动启动加热或者冷却系统,控制模具温度在设定范围内。
在温度控制过程中,应注意观察温度变化情况,及时调整设定值或者操作参数,保持温度稳定。
2.3 温度监测:使用温度传感器等设备对模具温度进行实时监测,确保温度控制的准确性。
如发现温度异常或者超出设定范围,应及时采取措施进行调整或者修复,避免影响产品质量。
三、操作注意事项3.1 安全操作:在操作模温机时,应穿戴好个人防护装备,如安全帽、防护眼镜、防护手套等。
避免因操作不当导致的人身伤害或者设备故障。
3.2 温度调整:在调整模温机温度时,应缓慢调整,避免温度快速变化对模具和产品产生不利影响。
同时,应注意温度调整的平稳性和连续性,避免温度波动过大。
3.3 维护保养:定期对模温机进行维护保养,包括清洁设备、检查电路、润滑部件等。
及时处理设备故障,避免故障扩大和影响生产。
四、关机维护4.1 温度降低:在关机前,应将模温机温度逐渐降低,避免蓦地降温对设备和产品产生不利影响。
模温机操作规范
开机前准备
1、检查铁氟隆管与模具的接口是否连接紧密,PT100温度传感器连接是否完全。
2、检查进口、出口、以及与模具连接的球阀是否打开。
(没有接管子的球阀要关闭。
)
3、检查总进水口是否打开,且观察有无水流流过。
4、检查气泵是否能正常工作,查看压力表读数,压力14公斤。
5、检查排气口是否连接到冷水管或是室外安全地带。
6、检查气源处理器的压力是否正确。
大的气源处理器11—12公斤,小的气源处理器5公
斤。
开机事项
1、三相电源拆卸后,要先确定电机的旋转方向。
方向正确才能开机。
2、开机时先把总开关合上,关上配电箱门锁上,机器运转时严禁打开配电箱门。
3、启动设备,待增压泵运转后用手动方式运行进热水、吹热水、进冷水、吹冷水,查看管
道接口有无渗漏现象。
发生渗漏时要停机,重新安装管道或接口,然后继续开始。
无渗漏则退出手动方式。
关机事项
1、需要关机时要在循环结束之后才能关闭设备。
2、关机之后要将总进水口的球阀关闭。
3、关机之后要将进口、出口、以及与模具连接的球阀关闭。
4、将气泵的阀门关闭,通过气源处理器把管道里残留的气体排尽。
5、在下模时要先拆卸PT100和铁氟隆管。
在拆卸铁氟隆管时要注意,①铁氟隆管和模具还
存留很高温度,拆卸时要佩戴手套。
②模具内会存留热水和气压,拆卸时先将接口拧松一点查看有无热水或气喷出,有水喷出时待水喷完了将接口一点一点慢慢拧出来。
Advanced Microprocessor ControllerAdvanced Microprocessor ControllerPart Number: 682.62012.00Bulletin Number: AE1-630.3Effective: 10/22/04Write Down Your Serial Numbers Here For Future Reference:_________________________ __________________________________________________ __________________________________________________ _________________________We are committed to a continuing program of product improvement.Specifications, appearance, and dimensions described in this manual are subject to change without notice. DCN No. ____________© Copyright 2006All rights reserved.Chapter 1: Safety 1 of 64Advanced Microprocessor Controller Shipping InformationUnpacking and InspectionYou should inspect your equipment for possible shipping damage. Thoroughly check theequipment for any damage that might have occurred in transit, such as broken or loose wiringand components, loose hardware and mounting screws, etc.In the Event of Shipping DamageAccording to the contract terms and conditions of the Carrier, the responsibility of theShipper ends at the time and place of shipment.Notify the transportation company’s local agent if you discover damageHold the damaged goods and packing material for the examining agent’s inspection. Do notreturn any goods before the transportation company’s inspection and authorization.File a claim with the transportation company. Substantiate the claim by referring to theagent’s report. A certified copy of our invoice is available upon request. The original Bill ofLading is attached to our original invoice. If the shipment was prepaid, write us for areceipted transportation bill.Advise customer service regarding your wish for assistance and to obtain an RMA (returnmaterial authorization) number.If the Shipment is Not CompleteCheck the packing list as back-ordered items are noted on the packing list. In addition to theequipment itself, you should have:þBill of ladingþPacking listþOperating and Installation packetþElectrical schematic and panel layout drawingsþComponent instruction manuals (if applicable)Re-inspect the container and packing material to see if you missed any smaller items duringunpacking.If the Shipment is Not CorrectIf the shipment is not what you ordered, contact the shipping department immediately. Forshipments in the United States and Canada, call 1 (800) 423-3183; for all other countries, callour international desk at (847) 273-7700. Have the order number and item number available.Hold the items until you receive shipping instructions.ReturnsDo not return any damaged or incorrect items until you receive shipping instructions from theshipping department.2 of 64 Chapter 1: SafetyAdvanced Microprocessor ControllerTable of ContentsCHAPTER 1:SAFETY (6)1-1How to Use This Manual (6)Safety Symbols Used in this Manual (6)1-2Warnings and Precautions (7)1-3Responsibility (7)CHAPTER 2:FUNCTIONAL DESCRIPTION (9)2-1Models Covered in This Manual (9)2-2General Description (10)2-3Standard Features (11)2-4Optional Features (11)2-5Panel Layout and Keypad (12)LED Indicator Lights (12)LCD Display (12)LCD Messages (13)Keypad (14)2-6Menu Structure (16)Primary Menu (16)Secondary Menu (16)Secure Menu (16)2-7Passwords and Security (17)CHAPTER 3:INSTALLATION (19)3-1Location (19)3-2Electrical Connections (19)CHAPTER 4:BASIC OPERATION (21)4-1Turning the Power On (21)4-2Starting and Stopping Water TCUs (22)Starting the Unit (22)Stopping the Unit (22)4-3Starting and Stopping Hot Oil TCUs (23)Starting the Unit (23)Stopping the Unit (23)4-4Tuning (24)Autotuning (24)Manual Tuning (Zeigler-Nichols PID Method) (25)4-5Selecting a Local Probe (26)Using a Remote Input Probe for Monitoring (26)4-6Setting Up Cascade Control (27)4-7Adjusting the Automatic Venting Timer (28)4-8Using Crash Cool (28)CHAPTER 5:ADVANCE OPERATION (29)5-1Using the Analog Remote Input (29)Chapter 1: Safety 3 of 64Advanced Microprocessor Controller 5-2Retransmission Analog Signal (30)Setting the Analog Signal Source to FLOW (31)Using Analog Output for Heating and Cooling (31)5-3Using the Flow Monitor (32)5-4Programming the Alarms (33)Temperature (33)Flow Alarm (34)Open Sensor (34)Low Pressure (34)Low Fluid Level Alarm (35)High Fluid Level Alarm (35)Pump Failure Alarm (35)Safety Thermostat Alarm (35)Welded Contactor Alarm (35)5-5Using the Second Setpoint Function (36)5-6Using the Remote Start Function (36)5-7Changing the Temperature Display Units (37)5-8Setting the Temperature Display Precision (37)5-9Using the Elapsed Time Meter (38)5-10Programming Ramp/Soak (39)Controlling Ramp/Soak (41)Monitoring Ramp/Soak (41)5-11Setting the Approach Rate (42)5-12Level Input Operation (Water Units) (42)5-13Adjusting the LCD Display Contrast (42)5-14Calibrating the T/C, RTD, and V Inputs (43)5-15Accessing the Debug Menu (45)5-16Reloading Factory Defaults (46)5-17Serial Communications Operation (47)Port Address (47)Baud Rate and Data Format (47)Protocols (47)MODBUS Protocol (48)SPI Protocol (51)CHAPTER 6:TROUBLESHOOTING (53)6-1Operating Mode and Error Display Messages (55)CHAPTER 7:APPENDIX (56)7-1Warranty (56)Technical Assistance (57)Parts Department..................................................Error! Bookmark not defined.Service Department..............................................Error! Bookmark not defined.Sales Department.................................................Error! Bookmark not defined.Contract Department............................................Error! Bookmark not defined.7-2Menu Structure (58)7-3Control Board Layout (62)7-4DAC Board Layout (Optional) (62)7-5Electrical Specifications (63)General (63)4 of 64 Chapter 1: SafetyAdvanced Microprocessor ControllerNormal Operating Environment (63)Storage Environment (63)Primary, Power Supply (Line Power) (63)Alarm Outputs (63)External System Outputs (63)User Interface (63)Temperature Sensor Inputs (64)Flow Sensor Inputs (64)System Inputs (64)Optional Analog Output Modules (64)Chapter 1: Safety 5 of 64Advanced Microprocessor Controller Chapter 1: S afety1-1 How to Use This ManualUse this manual as a guide and reference for installing, operating, and maintaining yourequipment. The purpose is to assist you in applying efficient, proven techniques that enhanceequipment productivity.This manual covers only light corrective maintenance. No other maintenance should beundertaken without first contacting a service engineer.The Functional Description section outlines models covered, standard features, and optionalfeatures. Additional sections within the manual provide instructions for installation, pre-operational procedures, operation, preventive maintenance, and corrective maintenance.The Installation chapter includes required data for receiving, unpacking, inspecting, and setupof the equipment. We can also provide the assistance of a factory-trained technician to helptrain your operator(s) for a nominal charge. This section includes instructions, checks, andadjustments that should be followed before commencing with operation of the equipment.These instructions are intended to supplement standard shop procedures performed at shift,daily, and weekly intervals.The Operation chapter includes a description of electrical and mechanical controls, inaddition to information for operating the equipment safely and efficiently.The Maintenance chapter is intended to serve as a source of detailed assembly anddisassembly instructions for those areas of the equipment requiring service. Preventivemaintenance sections are included to ensure that your equipment provides excellent, longservice.The Troubleshooting chapter serves as a guide for identification of most common problems.Potential problems are listed, along with possible causes and related solutions.The Appendix contains technical specifications, drawings, schematics, and parts lists. Aspare parts list with part numbers specific to your machine is provided with your shippingpaperwork package. Refer to this section for a listing of spare parts for purchase. Have yourserial number and model number ready when ordering.Safety Symbols Used in this ManualThe following safety alert symbols are used to alert you to potential personal injury hazards.Obey all safety messages that follow these symbols to avoid possible injury or death.Danger! DANGER indicates an imminently hazardous situation which, if not avoided,will result in death or serious injury.Warning! WARNING indicates a potentially hazardous situation or practice which, if not avoided, could result in death or serious injury.Caution! CAUTION indicates a potentially hazardous situation or practice which, if not avoided, may result in minor or moderate injury or in property damage.6 of 64 Chapter 1: SafetyAdvanced Microprocessor Controller1-2 Warnings and PrecautionsOur equipment is designed to provide safe and reliable operation when installed and operatedwithin design specifications, following national and local safety codes.To avoid possible personal injury or equipment damage when installing, operating, ormaintaining this equipment, use good judgment and follow these safe practices:þFollow all SAFETY CODES.þWear SAFETY GLASSES and WORK GLOVES.þDisconnect and/or lock out power before servicing or maintaining the equipment.þUse care when LOADING, UNLOADING, RIGGING, or MOVING thisequipment.þOperate this equipment within design specifications.þOPEN, TAG, and LOCK ALL DISCONNECTS before working on equipment.You should remove the fuses and carry them with you.þMake sure the equipment and components are properly GROUNDED before you switch on power.þWhen welding or brazing in or around this equipment, make sure VENTILATION is ADEQUATE. PROTECT adjacent materials from flame or sparks by shielding withsheet metal. An approved FIRE EXTINGUISHER should be close at hand andready for use if needed.þRefrigeration systems can develop refrigerant pressures in excess of 500 psi (3,447.5 kPa/ 34.47 bars). DO NOT CUT INTO THE REFRIGERATION SYSTEM. Thismust be performed by a qualified service technician only.þDo not restore power until you remove all tools, test equipment, etc., and theequipment and related components are fully reassembled.þOnly PROPERLY TRAINED personnel familiar with the information in thismanual should work on this equipment.We have long recognized the importance of safety and have designed and manufactured ourequipment with operator safety as a prime consideration. We expect you, as a user, to abideby the foregoing recommendations in order to make operator safety a reality.1-3 ResponsibilityThese machines are constructed for maximum operator safety when used under standardoperating conditions and when recommended instructions are followed in the maintenanceand operation of the machine.All personnel engaged in the use of the machine should become familiar with its operation asdescribed in this manual.Proper operation of the machine promotes safety for the operator and all workers in itsvicinity.Each individual must take responsibility for observing the prescribed safety rules as outlined.All warning and danger signs must be observed and obeyed. All actual or potential dangerareas must be reported to your immediate supervisor.Chapter 1: Safety 7 of 64Advanced Microprocessor ControllerChapter 2: F unctional Description 2-1 Models Covered in This ManualThis manual provides operation, installation, and maintenance instructions for the AdvancedMicroprocessor Controller. The Advanced Microprocessor Controller is available for usewith several models of temperature control units (TCUs). A separate manual describesoperation, installation, and maintenance instructions for the TCU itself.Chapter 2: Functional Description 9 of 64Advanced Microprocessor Controller 2-2 General DescriptionThe Advanced Controller is a microprocessor-based process controller designed for use withtemperature control units. The Advanced Controller monitors and maintains the temperatureof the fluid in any given process to a selected setpoint using a unique proportional integralderivative (PID) auto-tuning program. The controller employs PID algorithms toautomatically tune the system to heat or cool the fluid as required by the process.The Advanced Controller has a Liquid Crystal Display (LCD) that provides all operationalstatus and programming menus. The controller includes self-diagnostics to check hardwarefunctions. All diagnostic information is displayed in the second line of the Liquid CrystalDisplay.The Advanced Controller is panel-mounted and has a membrane keypad with tactilefeedback. When properly installed with a sealing gasket, the Advanced Controller meetsNEMA 4 or IP66 integrity.10 of 64 Chapter 2: Functional DescriptionAdvanced Microprocessor ControllerChapter 2: Functional Description 11 of 64 2-3 Standard Features• PID Control for both heating and cooling• 4 line x 20 character LCD Display Screen• Setpoint, To Process, From Process, and DT displays• System status• Password protection• Selectable sensor types (Type K, J, & T thermocouples; 100 ohm and 1000 ohm RTDs)• Autovent sequence (adjustable from 1 to 10 minutes)• Sixteen segment Ramp/Soak program• Start, stop, vent, and alarm silence switches• D.C. dry contact inputs for pressure switch, pump rotation/phase loss, safety thermostat, second setpoint/remote start, weld contact, and for pump tank applications high and lowwater level• Cascade control with remote input sensor• Triac outputs for heating and cooling• Crash (Quick) cool feature• Alarm outputs for temperature (absolute and deviation), low or high flow (with optional flow meter), open temperature sensor, low water pressure, pump failure, overtemperature, contactor weld, high and low water level (for pump tank units)• Analog setpoint temperature input (current or voltage)2-4 Optional Features• Analog output for heating (SCRs) and cooling (modulating valves)• Analog retransmission of Setpoint or To Process temperature• Analog retransmission of flow (with optional flow meter)• Flow sensor input, pulse or analog, with voltage excitation• RS-232 or RS-485 Modbus communications• RS-485 SPI communicationsAdvanced Microprocessor Controller 2-5 Panel Layout and KeypadSee Figure 1 on page 15 for an illustration of the control panel and its buttons. The LCDbacklight lights up whenever any key is pressed. The backlight turns off after five minutes ifno other key activity occurs.LED Indicator LightsThe Advanced Controller has one LED that will light up to indicate the control process hasbeen started. This LED is located inside the Start button of the controller’s front panel. Whenpower is applied, the LED will remain off until the Start button is pushed. The LED will thenilluminate green.LCD DisplayA 4-line by 20-character liquid crystal display (LCD) will show operational status, alarmsand programming menus.1st Line. The first line of the LCD continuously displays the ‘To Process’ temperature.2nd Line. The second line of the LCD continuously displays the ‘Setpoint’ temperature.3rd Line. The third line of the LCD continuously displays the ‘From Process’ temperature;the delta temperature of the ‘To Process’ and the ‘From Process’; and the flow in GPM orLPM, if applicable.4th Line. The fourth line of the LCD will display all menu items used in the controller setup.Also displayed are the status of the pump, outputs for the heater, as well as cooling andelapsed time for the vent cycle. The fourth line will also explain all alarm conditions andoperating status.12 of 64 Chapter 2: Functional DescriptionAdvanced Microprocessor ControllerLCD MessagesAutotuning. Appears while tuning is in process.High Water Alarm. Appears if the option is selected and the switch is closedWater Pressure/Low Level Alarm. Appears when the Low Water Pressure switch is openor the optional Low Water switch is closed.Auto Vent Indicator. Appears in the LCD display when the unit is in Auto Vent mode. Thevent time remaining will also be displayed.Pump Rotation/Loss Indicator. Appears in the LCD display when the Pump Rotationswitch is open.Safety Thermostat Indicator. Appears in the LCD display when the Safety Thermostatswitch is open.‘To Process’ Sensor Open Indicator. “999” appears in the process LED displays when the‘To Process’ probe is open.‘From Process’ Sensor Open Indicator. “999” appears in the LCD display for returntemperature (RT) when the ‘From Process’ probe is open.Remote Probe Sensor Open Indicator. “999” appears in the LCD display for moldtemperature (MT) when the Remote probe is open.High Alarm Indicator. Appears in the LCD display when a High Alarm condition occurs.Low Alarm Indicator. Appears in the LCD display when a Low Alarm condition occurs.‘From Process’ Temp Indicator. Appears in the LCD display when the temperature displayis showing the ‘To Process’ temperature.Delta Temp Indicator. Appears in the LCD display when the temperature display is showingtemperature differential.High Heat Output Indicator. Displays status in the LCD display when full power heatoutput is applied.Low Heat Output Indicator. Displays status in the LCD display when half power heatoutput is applied. When the optional proportional output is installed, the display will show thepercentage of output.Cool Output Indicator. Displays status in the LCD display when the cool output is applied.When the optional proportional output is installed, the display will show the percentage ofoutput.Ramp/Soak Indicator. Displays the ramp/soak segment status and remaining time in theLCD display.Second Setpoint/Remote Start. Displays status in the LCD display when either function isselected.Communications Local/Remote.Weld Contact. Appears in the LCD Display when a Weld Contact Alarm condition occurs. Chapter 2: Functional Description 13 of 64Advanced Microprocessor Controller14 of 64 Chapter 2: Functional Description KeypadFour keys, ‘Index’, ‘Up’, ‘Down’, and ‘Enter’ are used primarily to gain access to the menustructure and modify the controller’s parameters and features. The remaining six keys areused to direct the controller to start or stop a process.Button FunctionIndex ? Used to advance to one of the three setup menus.? Used to advance to the next menu item when in a setup mode. ? Used in conjunction with the Down button to go back to a previous menu item when ina setup mode.? Used in conjunction with the Enter button at power-on to break into Factory mode.Up ? Used to increment the current setpoint value while system is in the normal runningmode. Note that the rate speeds up when the key is held down.? Used to increment the current parameter value when in a setup mode. Note that therate speeds up when the key is held down.? If pressed when the oil unit is in the “PmpRev” Shutdown mode, the Vent Output andthe Alarm2 Output will be energized while the key is pressed. Use this function toreverse the pump in order to purge the mold of hot oil.Down ? Used to decrease the current setpoint value while the system is in the normal runningmode. Note that the rate speeds up when the key is held down.? Used to decrease the current parameter value when in a setup mode. Note that therate speeds up when the key is held down.? If pressed when the Index button is being held down, returns to the previous menu itemwhen in a setup mode.Enter ? Used to select one of the three setup modes.? Used to accept (save/write to EEPROM) the current indicated parameter value.Note: No save/write occurs unless the Enter key is pressed before going to thenext/previous item or Setup mode is terminated.? Used in conjunction with the INDEX key at power-on to enter into the Factory mode.Tune ? If no Autotune operation is in progress, this button starts an Autotune operation. If anAutotune operation is in progress, pressing this button will immediately stop the Auto-tune operation. While the Autotune is running, the “Autotune” message is displayed onthe LCD in place of the normal “Running” message.? This key will not function if the Security Level is less than 3.? This key will not function if the Ramp/Soak operation is in progress.? This key will not function while in the Factory mode.Run/Hold ? This key controls the Ramp/Soak process. If no Ramp/Soak operation is in progress, itstarts the Ramp/Soak operation. When Ramp/ Soak is running, this key puts theRamp/Soak operation into a hold condition. While the Ramp/Soak is running, the“Ramp/Soak” message is displayed on the LCD in place of the normal “Running” mes-sage.? This key will not function if the Security Level is less than 3.? This key will not function if the Ramp/Soak operation is in progress.? This key will not function while in the Factory mode.Start? When system is powered-on, the controller initializes and then displays the “[SYSTEMOFF]” message on the LCD. The controller is not functioning at this point. Pressing thisSTART key enables all controller functions and lights the green power-on LED. Afterthe system has been started, the “[Running]” message is displayed on the LCD. Stop ? Stops all controller functions and turns off the green power-on LED (overrides RemoteStart input). After the system has been stopped, the “Stopped” message is displayed on the LCD. ? This key will override an existing Remote Start input switch closure.Advanced Microprocessor ControllerFigure 1: Panel LayoutChapter 2: Functional Description 15 of 64Advanced Microprocessor Controller 2-6 Menu StructureThe parameter menu structure is organized into three basic menus: Primary, Secondary, andSecure. To access the menus, press the Index button until the menu label appears in thesecond line of the LCD display. Additional menus display when an option is selected;however, the options are non-functional unless the appropriate menu option or option boardhas been installed. See the Menu Parameter Tables in the Appendix of this manual for moreinformation.Continuing to press the Index button scrolls from menu to menu. Press the Enter button toenter the menu, and use the Index button to scroll through the parameters of the menu. Onceyou find the parameter that needs to be changed, use the Up and Down buttons to change theparameter. Press the Enter button to accept the new value.You can exit the setup menus by scrolling through the menu to its end or by pressing theAlarm Silence button. The controller will automatically exit the setup menu if no buttonshave been pressed for more than one minute.Primary MenuThe Primary menu includes all non-critical parameters for standard operation including butnot limited to standby mode, mold temperature, alarm trip points, ramp/soak settings, andhigh heat.Secondary MenuThe Secondary menu includes all non-critical parameters for optional equipment includingbut not limited to degrees F/C, Alarm parameters, ramp/soak segments, remote setpointscaling, communication setup, and retransmission scaling.Secure MenuThe Secure menu includes all critical parameters for setting up the controller including butnot limited to controller function, select either Water TCU or Oil TCU default values, flowmeter on/off, remote control probe on/off, pressure switch, high and low level, safetythermostat on/off, output parameters, and scale limits.16 of 64 Chapter 2: Functional DescriptionAdvanced Microprocessor ControllerChapter 2: Functional Description 17 of 642-7 Passwords and SecurityThe controller provides four levels of security. Depending on the security level, some or all of the setup menus may be locked. The security level must be changed in order to unlock these menus. The current security level is displayed in the lower right corner of the menu display. The default security level is 3.Security levels are changed by changing the password value using the Up and Down buttons and pressing the Enter button. Values in the setup menus can be changed only when the correct security level is set. Note that the security level value itself can be changed in any security level.Use the following procedure to change the security level:1. Press the Index button three times to access the Secure menu.2. Press the Enter button. The LCD screen will display the current security level.3. Use the Up or Down buttons to change the value in the display line to the passwordof the new desired security level.4. Press the Enter button to select this new security level and retain the value inEEPROM. The display will change from the password value to the selected security level for that password. LevelPassword Menu Status Description Primary Locked SecondaryLocked 1 110 SecureLocked No parameter values can be changed. Setpoint cannot be changed. PrimaryUnl ocked SecondaryLocked 2 101 SecureLocked Only the primary menu values can be changed. Setpoint can be changed. PrimaryUnl ocked SecondaryU nl ocked 3 011 SecureLocked Only the primary and secondary menu values can be changed. Setpoint can be changed. PrimaryU nl ocked SecondaryU nl ocked 4111Secure U nl ocked All parameter values can be changed. Setpoint can be changed.Advanced Microprocessor ControllerChapter 3: I nstallation3-1 LocationMount the instrument in a location that will not be subject to excessive temperature, shock orvibration. All models are designed for mounting in an enclosed panel.When properly mounted in an enclosed panel using a gasket at the panel/controller interface,the keypad can be washed down with water. Do not use high-pressure fluids.3-2 Electrical ConnectionsMicroprocessor-based instruments require a “clean” source of power that is steady and free ofnoise. Electrical noise may be caused by line faults, power switching, motors, motorcontrollers, or power controllers containing SCR devices. Without a clean source, anymicroprocessor is prone to failure. If your power source is not from a clean line, your systemcan be protected by installing a line filter.Where external contactors or solenoids are used with relay output instruments, an R/CSnubber Network should be used. The snubber installs easily directly across the field coilterminals of the relay or solenoid.Do not run thermocouples, RTD’s or other class 2 wiring in the same conduit or area as thepower leads. Maintain separation between wiring of sensors, process signals and other powerand control wiring.Chapter 3: Installation 19 of 64。
模温机使用指南:如何让你的注塑成型更完
美
注塑成型是一种制造方法,常用于制造各种塑料制品。
而在注塑成型的过程中,模温机的作用是至关重要的。
以下是模温机的使用指南,帮助你达到更完美的注塑成型效果。
一、模温机是什么?
模温机是专门为注塑机设计的,通过控制模具温度,从而控制塑料熔体的温度。
模温机一般由机身、温度控制器、水路系统等部分组成。
二、如何正确使用模温机?
1.接通电源,打开模具加热器,加热至设定温度。
2.开启模温机开关,调整温度至所需温度。
3.通过模具显示屏设置需要的温度控制值及时间。
4.使用时注意观察机器运行情况,特别是压力的变化。
当模具未加热完全时,不要进行注塑成型,这样会造成不良的成型效果。
5.使用完毕后将模具温度降至室温,关闭所有开关。
同时,在使用过程中要及时清洗冷却系统和降温水。
三、模温机的优点
1.能够提高成型效率,减少废品率。
2.能够改善产品的物理性能,提高生产效果。
3.提高对工人的安全保障,提升生产效率。
四、如何选择模温机?
1.根据生产量来选择模温机容量。
2.根据要加热的模具大小来选择加热功率。
3.根据该机器的耗电情况来选择正确的电源。
4.根据产品材质选择合适的冷却流量,减少生产成本。
模温机在注塑成型中的作用是非常重要的,能够提高成型效率,减少废品率,减少生产成本,降低工人工作负担。
因此,掌握模温机的使用方法和技巧是非常有必要的。