第二十八页,共五十九页。
◆按简化工艺、生产率和经济性来选用
①薄板焊接或定位焊宜采用E4313焊条,焊件不 易烧穿且易引弧。
②在满足焊件使用性能和焊条操作性能的前提 下,应选用规格大、效率高的焊条。
③在使用性能基本相同时,应尽量选用价(Jia)格较 低的焊条,降低焊接生产的成本。
第二十九页,共五十九页。
第十三页,共五十九页。
2&焊条的功能
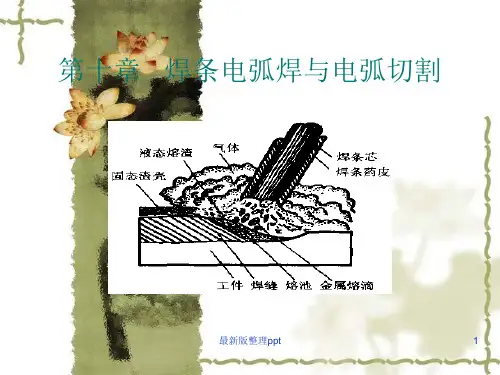
电焊条由焊芯、涂料药皮两部分组成。目前在焊接生产中广泛 使用的基本(Ben)上都是厚药皮焊条。
第十四页,共五十九页。
1&焊芯 焊芯:是指电焊条用的被药皮包覆的金属芯。 作用:
(1)传导电流,产生焊接电弧;
(2)焊芯本身熔化形成焊缝中的填充金属。
由于焊芯在电弧高温作用下端部熔化,形成熔滴过渡 到熔池中,因此焊芯的成分对焊缝金局的质量和性能有极 大影响。
第三十四页,共五十九页。
3&焊条保温(Wen)筒 使用低氢型焊条焊接重要结构时,焊条必须先进烘箱烘焙,
(二)焊条的管理及使用
◆焊条的烘干
焊条在存放时会从空气中吸收水分而受潮,会影响工 艺性能和焊缝质量,因此焊条(特别是碱性焊条)在使用前必 须烘干。一般酸性焊条烘干温度为75~150℃,保温1~2h;
碱性焊条为350 ~ 400℃,保温1~2h。焊条累计烘干次数一般不 宜超(Chao)过3次。
第三十页,共五十九页。
➢ 根据在焊接过程中金属材料所处的状态,焊接方 法分熔焊、压焊和钎焊等(Deng)三大类。 熔焊:在不施加压力的情况下,将待焊处的母材金 属熔化以形成焊缝的焊接方法称为熔焊。常见的有电弧
焊、气焊、电渣焊、埋弧焊及各种气体保护焊、激光焊等。 其中又分为熔化极和非熔化极。这类焊接方法的共同特点是, 利用局部热源将焊件的接合处及填充金属材料(或非金属材 料)熔化,不加压力而相互熔合,冷却凝固后形成牢固的接 头,电弧焊,电渣焊都属于这一类。