滚镀硬铬工艺
- 格式:pdf
- 大小:51.40 KB
- 文档页数:2
镀硬铬技术要求《说说镀硬铬技术要求那些事儿》嘿,朋友们!今天来和大家聊聊镀硬铬技术要求这档子事儿。
这可真是个有意思的话题,充满了各种门道和讲究。
咱先来说说这镀硬铬,那可真是一门神奇的技术啊!就像是给东西穿上了一层坚硬又闪亮的盔甲。
但要想把这层盔甲披好,要求可不低呢!首先,这预处理就好比是给要上场的“选手”好好洗个澡、搓个背,得把表面清理得干干净净,不能有一点点灰尘、油污啥的。
要是这第一步没做好,后面就等着出乱子吧。
就像你去参加重要场合,满脸脏兮兮的,那怎么行呢!然后呢,这镀液也得讲究。
那可是镀硬铬的关键啊!就像是做菜的调料,得调配得恰到好处,浓度啊、温度啊都得刚刚好。
要是太淡了,镀出来那层铬薄得跟纸似的;要是太浓了,说不定就弄出个疙疙瘩瘩的丑样子。
这就好像做饭,盐放多了咸得要命,放少了又没啥味道。
还有啊,电流密度也不能马虎。
这就像是给镀硬铬这场表演定个节奏,太快太慢都不行。
电流密度太大,就跟拼命催着演员快跑似的,容易出问题;太小了呢,又慢悠悠的,着急死个人。
再说这时间控制,也得拿捏得死死的。
时间太短,那层铬还没长结实呢;时间太长,又浪费电,还可能把东西给镀坏了。
这就好比蒸馒头,时间太短没蒸熟,时间太长就成了硬疙瘩。
操作的时候还得细心细心再细心,一不小心溅到自己身上,那可不得了,说不定就得烫个泡。
这可不像被蚊子叮个包那么简单,疼着呢!总之啊,镀硬铬技术要求真是一点都不能马虎。
每一个环节都得认真对待,就像对待自己最心爱的宝贝一样。
只有这样,才能镀出那漂亮、结实的硬铬层,让东西变得闪闪发光、坚固耐用。
我跟你们说啊,我可是亲眼见过那些没做好技术要求的,镀出来的东西那叫一个丑,真是让人哭笑不得。
所以啊,朋友们,不管是专业的镀硬铬师傅,还是咱普通人了解一下,都得知道这其中的门道。
这既是一门技术,也是一门艺术呢!下次再看到那些镀硬铬的东西,咱就能知道,这背后可是有着这么多有趣的要求和故事呢。
电镀工艺:长轴镀硬铬生产工艺
现代电镀网3月30日讯:
1.工艺流程
长轴镀前表面抛光→汽油清洗→化学除油→热、冷水清洗→上工夹具→装阴极保护圈(轴两端台阶处)→塑料膜、带包扎非镀面及部分挂具→测量轴的镀前尺寸并注在挂钩上→用水砂纸擦光并水洗干净→进镀槽预热→阳极处理→镀铬→将始镀时间至出槽时间记录在黑板上→出槽之前先降低电流→后将镀件吊起在槽中测量尺寸→合格者出槽→回收并清洗→拆掉包扎物→清水冲洗干净→专职检测镀层质量及尺寸→合格者送抛光至成品→不合格者复镀或退镀。
2.工艺配方
铬酐120 g/L
硫酸0.6 g/L
添加剂1.2 g/L
三价铬<3 g/L。
镀硬铬工艺流程【高速镀硬铬典型工艺流程x】PAGE #/ 4高速镀硬铬典型工艺流程本标准规定了镀硬铬的电镀工艺及要求和注意事项。
本标准适用于以下机械零件的镀铬:a)为了提高耐磨性;b)延长使用寿命;c)修复磨损零件尺寸。
2 溶液的配制1先将计量好的铬酐溶解于镀槽中,为便于溶解将水加热至45C?60 C,加水至所需容积,取样分析。
后再添加硫酸。
2. 2在溶液温度为50C?60C,阴极电流密度为5 A/dm?10 A dm条件下,通电处理4 h?6 h,阴极用薄钢板、阳极用铅板,阴极面积:阳极面积=5 :1。
3 工艺流程表1 工艺流程图槽液成份工工序名称序去油除锈硫酸1 (一步法)234清洗预热冷水槽流动水槽热水槽耐酸槽Dw水流动水2 min?热水180?5 镀铬槽硫酸6 镀铬三价铬回收槽洗72级提动数次89清洗3级流动水槽干燥去氢烘箱流动水180?220逐步升温至1-2 h回收槽1?2化学纯100:130? 45 视厚度而定铬酐__? 6030? 7010 s? 60 s55? 603 min 提动数次工业纯2004?560紡min (去净为止)工具设备及材料牌号数量g/IC 120?温度工作条件电流密度(DkA/dm)3 min?5222时间4要求及注意事项:4. 1 要求镀硬铬的零件表面粗糙度等级大于6.3,以便保证表面质量。
4. 2 除油去锈后,零件表面不得有可见的油膜与锈斑,否则应适当延长时间,以去净为止,但应防止浸入时间过长,以免损坏零件。
处理后零件表面若有黑色挂灰,必须刷干净。
4.3 局部镀铬零件,镀前应将不镀部分进行绝缘处理。
4.4 挂具与零件应接牢,导电良好,挂置方法应适当。
5 检验镀层表面应为白亮色略带蓝,边沿有烤焦起泡或者没有镀上均为不合格。
高速电镀硬铬镀铬添加剂dw-032 采用抗铬酸氧化的新材料,分解产物夹杂在镀层内,对镀液没有副作用,属于世界上最好的绿色环保镀铬添加剂。
比普通镀铬硬度增加300HV,耐磨性提高3倍,深度能力提高5倍,分散能力更佳,赫尔槽试片,镀铬层完全覆盖,全光亮。
![一种铝合金滚镀硬铬生产线及其生产工艺[发明专利]](https://uimg.taocdn.com/7552bddf18e8b8f67c1cfad6195f312b3069eb59.webp)
(19)中华人民共和国国家知识产权局(12)发明专利申请(10)申请公布号 (43)申请公布日 (21)申请号 202010932446.3(22)申请日 2020.09.08(71)申请人 太仓市新惠电镀有限公司地址 215000 江苏省苏州市太仓市金浪镇(72)发明人 吴秋萍 张海珠 周家贵 翁战峰 (51)Int.Cl.C25D 17/16(2006.01)C25D 19/00(2006.01)C25D 3/04(2006.01)C25D 5/44(2006.01)(54)发明名称一种铝合金滚镀硬铬生产线及其生产工艺(57)摘要本发明涉及铝合金电镀的技术领域,尤其是涉及一种铝合金滚镀硬铬生产线及其生产工艺,包括电镀池、设置在电镀池的最终端一侧的烘干机、滚筒以及设置在电镀池上方的桁车,电镀池的起始端设置有自动上料装置,烘干机的一侧设置有自动下料装置;自动上料装置包括物料车、放置台和位于放置台一侧上料机构;自动下料装置包括第二支撑架、固定机构和驱动机构。
铝合金零件集中放置在物料车中,上料机构能够将物料车中的零件转移至滚筒中,实现自动上料;驱动机构能够带动驱动固定机构和滚筒进行翻转,实现自动下料;自动上料装置和自动下料装置能够有效降低工作人员的体力劳动强度,从而提升滚镀生产线的生产效率。
权利要求书3页 说明书7页 附图4页CN 112064099 A 2020.12.11C N 112064099A1.一种铝合金滚镀硬铬生产线,包括电镀池(1)、设置在电镀池(1)的最终端一侧的烘干机(3)、滚筒(6)以及设置在电镀池(1)上方的桁车(2),其特征在于:所述电镀池(1)的起始端设置有自动上料装置(4),所述烘干机(3)的一侧设置有自动下料装置(5);所述自动上料装置(4)包括用于放置零件的物料车(41)、用于放置滚筒(6)的放置台(43)以及用于将物料车(41)中的零件转移至滚筒(6)中的上料机构(42),所述上料机构(42)位于放置台(43)一侧;所述自动下料装置(5)包括第二支撑架(51)、用于固定滚筒(6)的固定机构(52)以及用于驱动固定机构(52)和滚筒(6)进行翻转的驱动机构(53),所述固定机构(52)和驱动机构(53)均与第二支撑架(51)连接;当所述滚筒(6)处于翻转状态时,所述滚筒(6)的开口朝向下方。
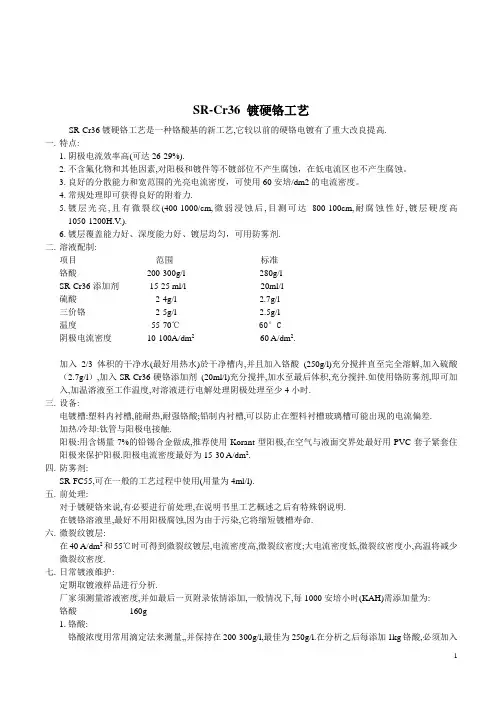
SR-Cr36 镀硬铬工艺SR-Cr36镀硬铬工艺是一种铬酸基的新工艺,它较以前的硬铬电镀有了重大改良提高.一.特点:1.阴极电流效率高(可达26-29%).2.不含氟化物和其他因素,对阳极和镀件等不镀部位不产生腐蚀,在低电流区也不产生腐蚀。
3.良好的分散能力和宽范围的光亮电流密度,可使用60安培/dm2的电流密度。
4.常规处理即可获得良好的附着力.5.镀层光亮,且有微裂纹(400-1000/cm,微弱浸蚀后,目测可达800-100cm,耐腐蚀性好,镀层硬度高1050-1200H.V.).6.镀层覆盖能力好、深度能力好、镀层均匀,可用防雾剂.二.溶液配制:项目范围标准铬酸200-300g/l 280g/lSR-Cr36添加剂15-25 ml/l 20ml/l硫酸2-4g/l 2.7g/l三价铬2-5g/l 2.5g/l温度55-70℃ 60°C阴极电流密度10-100A/dm260 A/dm2.加入2/3体积的干净水(最好用热水)於干净槽内,并且加入铬酸(250g/l)充分搅拌直至完全溶解,加入硫酸(2.7g/l),加入SR-Cr36硬铬添加剂(20ml/l)充分搅拌,加水至最后体积,充分搅拌.如使用铬防雾剂,即可加入,加温溶液至工作温度,对溶液进行电解处理阴极处理至少4小时.三.设备:电镀槽:塑料内衬槽,能耐热,耐强铬酸;铅制内衬槽,可以防止在塑料衬槽玻璃槽可能出现的电流偏差.加热/冷却:钛管与阳极电接触.阳极:用含锡量7%的铅锡合金做成,推荐使用Korant型阳极,在空气与液面交界处最好用PVC套子紧套住阳极来保护阳极.阳极电流密度最好为15-30 A/dm2.四.防雾剂:SR-FC55,可在一般的工艺过程中使用(用量为4ml/l).五.前处理:对于镀硬铬来说,有必要进行前处理,在说明书里工艺概述之后有特殊钢说明.在镀铬溶液里,最好不用阳极腐蚀,因为由于污染,它将缩短镀槽寿命.六.微裂纹镀层:在40 A/dm2和55℃时可得到微裂纹镀层,电流密度高,微裂纹密度;大电流密度低,微裂纹密度小,高温将减少微裂纹密度.七.日常镀液维护:定期取镀液样品进行分析.厂家须测量溶液密度,并如最后一页附录依情添加,一般情况下,每1000安培小时(KAH)需添加量为: 铬酸160g1.铬酸:铬酸浓度用常用滴定法来测量,,并保持在200-300g/l,最佳为250g/l.在分析之后每添加1kg铬酸,必须加入30ml SR-Cr362.硫酸根:电解溶液里包含有硫酸根和其它的"催化剂",其它的"催化剂"可以经电解清除.硫酸根不能通过电解耗损,其浓度可由传统的方法,例如重量分析法确定,通常硫酸根浓度为4.0g/l.如果低於这个浓度,须按每10ml 开缸剂中含1g硫酸的含量计算补加开缸剂.溶液密度及补充量测量55℃时的密度(比重计在15℃校准后使用)八、沉积速度电流密度(A/dm2)沉积速度(微米/小时)3025-404540-606060-7575 75-90。
不锈钢电镀硬铬合金工艺不锈钢合金电镀硬铬工艺高钨不锈钢可广泛用于精密的仪器中,特别是在航空产品中作用很大。
高钨不锈钢零件电镀硬铬可提高其硬度、耐磨性、耐腐蚀性等,但易出现漏镀、局部偏薄等缺陷。
本工作采用一些特殊工艺措施来保证航空产品中高钨不锈钢零件电镀硬铬的质量。
1工艺1.1镀铬工艺流程零件→吹湿砂→碱性除油→热水洗→冷水洗→活化→冷水洗→镀铬→除氢。
1.2镀铬前处理(1)吹湿砂高钨不锈钢的化学性质很稳定,不易被活化。
在前处理中采取吹湿砂处理,以活化其表面。
与吹干砂相比,吹湿砂能使高钨不锈钢表面更细,更适合于精密零件,同时还具有污染小的优点。
吹湿砂的零件在清洗后可立刻进行电镀铬,接下来的除油和活化工序可省略,若还要进行其他工序,则在吹干后再进行其他的工序。
(2)除油高钨不锈钢电镀铬前的除油和常规镀铬的除油工艺方法大体相同,可以选用有机溶剂除油、电化学除油、化学除油的方法,零件表面必须清洁至水膜不破。
若采用电化学除油应避免阴极除油以防氢脆发生。
本试验采用的除油方法为:Oakite45~60g/L,50~60℃,10~12min。
(3)活化除油后活化必不可少,以保证电沉积硬铬时具有良好的结合力。
高钨不锈钢的活化在25~30mL/LH2SO4(p=1.84g/cm3) 溶液中进行,室温下浸渍2~5min即可。
1.3电镀硬铬与一般不锈钢材料电镀硬铬相同,在电镀前应对不镀部分进行绝缘保护,零件经前处理后浸入50~60℃的热水中预热,使零件的温度与电镀硬铬镀液的温度趋于一致。
零件应带电人槽,采用阶梯小电流。
阶梯小电流大小因面积不同应作相应的调节,面积小时阶梯小电流应减小,面积大时阶梯小电流应增大。
对形状复杂的零件,所用的阶梯小电流停留时间较长,且停留时间随电流的增大而缩短,效果很好。
调节器盖零件(材料为AMS5616,质量分数为0.17%C,13%Cr,2%Ni,3%W)底平面电镀硬铬时,由于底平面形状(见图1)较为复杂,虽然采用吹湿砂活化表面,但因为电镀过程中零件内腔溶液流通量不足,底平面的活化不够充分,会出现一圈小面积漏镀。
滚镀铬工艺过程
镀铬过程除了与其它镀种具有共同点外,还有其许多特殊的地方:
①镀铬电解液的主要成分不是金属铬盐,而是具有强氧化性的铬酸。
②电流效率很低,一般为13~16%,最高只能达到23%左右,因而在镀铬过程中氢气大量析出,带出有毒液雾,需要有良好的吸风装置和采用铬雾抑制剂。
③溶液中必须添加少量外加的阴离子,如SO42-、F-、SiF62-等,还要在电解液中维持一定量的三价铬。
④分散能力低,对于形状比较复杂的零件,必须采用象形阳极、保护阴极等,才能得到良好的镀层。
⑤采用的电流密度很高,有时比一般镀种的电流密度高几十倍。
镀铬过程的槽电压也较高,常常需要采用12伏以上的电源,而其它镀种用6伏的电源也就可以了。
⑥温度和电流密度的控制要求严格,两者之间还要紧密配合。
电流密度固定,温度只能变动1~2℃,温度固定,电流密度变动2~3A/d ㎡。
⑦镀铬所用阳极不是金属铬,而是采用铅、铅锡合金或铅锑合金等不溶性阳极。
⑧因铬层容易钝化,在一般情况下电镀过程中不允许中途断电。
以上几点,反映了镀铬生产中的一些特点,也就是它的特殊性。
这种特殊性构成了镀铬过程区别于其它电镀过程的特殊本质。
但是,镀铬
是电镀的一个镀种,它当然也具有电镀的一般规律,我们应当从生产实践出发,逐步地研究和了解镀铬的全过程,了解和掌握镀铬过程的特殊和普遍的规律,使其更好地为生产服务。
第1篇摘要活塞杆作为内燃机、液压系统等机械设备中的重要部件,其性能的优劣直接影响到整个系统的稳定性和可靠性。
硬铬电镀作为一种常用的表面处理工艺,能够显著提高活塞杆的耐磨性、抗蚀性和抗疲劳性能。
本文详细介绍了活塞杆硬铬电镀工艺的原理、工艺流程、工艺参数以及质量控制方法,旨在为活塞杆硬铬电镀工艺的实践提供参考。
一、引言活塞杆作为内燃机、液压系统等机械设备中的关键部件,其表面处理质量对整个系统的性能至关重要。
硬铬电镀作为一种高效的表面处理技术,具有以下优点:1. 提高耐磨性:硬铬镀层具有极高的硬度和耐磨性,能够有效延长活塞杆的使用寿命。
2. 抗蚀性:硬铬镀层具有良好的耐腐蚀性能,能够抵抗各种腐蚀介质的侵蚀。
3. 抗疲劳性:硬铬镀层能够有效减轻活塞杆的疲劳损伤,提高其使用寿命。
4. 耐热性:硬铬镀层具有良好的耐热性能,能够适应高温环境。
二、活塞杆硬铬电镀工艺原理硬铬电镀是利用电化学反应在活塞杆表面形成一层铬镀层的过程。
在电镀过程中,阳极(铬板)失去电子,溶解成铬离子,迁移至电解液中;阴极(活塞杆)得到电子,铬离子在阴极表面还原成铬原子,形成硬铬镀层。
三、活塞杆硬铬电镀工艺流程1. 预处理:包括去油、去锈、活化、钝化等步骤,以确保活塞杆表面清洁、活化,提高镀层结合力。
2. 电镀:包括阳极、阴极、电解液、电流、温度、时间等参数的调整。
3. 后处理:包括清洗、干燥、抛光等步骤,以确保硬铬镀层的质量。
四、活塞杆硬铬电镀工艺参数1. 阳极:选用纯度较高的铬板,以保证镀层质量。
2. 阴极:活塞杆,表面要求平整、无油污、无锈蚀。
3. 电解液:铬酸溶液,浓度为30-40g/L,pH值控制在3.5-4.5之间。
4. 电流密度:20-30A/dm²,根据活塞杆尺寸和形状进行调整。
5. 温度:40-50℃,根据电解液浓度和电流密度进行调整。
6. 时间:根据活塞杆尺寸和形状,一般为30-60分钟。
五、活塞杆硬铬电镀质量控制方法1. 预处理质量:确保活塞杆表面清洁、活化,无油污、无锈蚀。
高耐磨高耐腐蚀镀硬铬技术烟台电镀技术研究所2014.3.8目录镀硬铬工艺操作规程。
1 镀硬铬过程中的工艺维护.。
5 代替双层镀铬的高耐蚀镀铬添加剂.。
8超硬耐磨耐腐蚀纳米复合电镀镀铬工艺.。
9不同类型工件储油缸,减震杆,活塞环电镀硬铬的研究.。
15 不含氟镀铬抑雾剂dw-026.。
18DW-032高效镀硬铬添加剂使用指南.。
19dw013镀铬液三价铬处理剂.。
27微裂纹硬铬层的获得?.。
29 油缸轴高耐蚀性镀硬铬工艺.。
30 液压活塞杆高耐蚀镀硬铬工艺操作规程.。
31液压活塞杆镀铬新工艺的研究和开发应用.。
33 液压缸活塞杆高耐蚀镀铬添加剂dw-032.。
34液压缸活塞杆镀铬.。
3538提高活塞杆镀硬铬电镀质量的方法 .。
39 连铸结晶器铜管内腔镀硬铬技术解析.。
42 结晶器铜管高效镀铬添加剂dw-032.。
44 解析液压活塞杆镀铬层的厚度和硬度匹配关系.。
45连铸结晶器铜管内腔镀硬铬新工艺与技术.。
46结晶器铜管镀硬铬故障详解.。
47结晶器铜管镀铬液铁,铜杂质的影响和去除?.。
48结晶器铜管镀铬阳极种类及形状对镀层及通钢量的影响.。
50 结晶器铜管电镀用钛铱钽阳极产品.。
51结晶器铜管镀铬添加剂试验总结.。
52结晶器铜管镀铬的工艺特点.。
53结晶器铜管电镀用钛铱钽阳极产品.。
54 减震器杆镀铬阳极形状及布置.。
55 活塞杆镀铬耐蚀性电镀工艺.。
58 活塞杆电镀无裂纹硬铬层的获得.。
59高速镀硬铬典型工艺流程.。
60高速电镀硬铬镀铬添加剂dw-032.。
62高耐磨结晶器铜管电镀工艺参数的管理.。
63镀硬铬过程中的工艺维护.。
64冷轧工作辊硬镀铬技术研究.。
67国内外液压缸活塞杆镀层的选择依据.。
78 液压缸筒镀铬技术条件.。
84 工程用铬电镀层.。
88镀硬铬工艺操作规程一、工艺介绍镀硬铬是在各种基体表面镀一层较厚的铬镀层,它的厚度一般在20μm以上,利用铬的特性提高零件的硬度、耐磨、耐温和耐蚀等性能。
HA -Ⅱ硬铬电镀工艺一 特点1、高阴极电流效率,可达22~27%。
2、高沉积速度,一般是传统镀铬的2~3倍。
3、不会腐蚀阴极低电流密度区的底材。
4、镀层平滑,细致青亮。
5、高镀层硬度达HV900~1200。
6、高微裂纹数达1000条/寸。
7、镀层厚度均匀,有良好的分散能力。
8、镀液维护容易,控制简单。
9、无固体添加之铬尘和溅水现象。
10、无阳极腐败蚀,勿须使用特殊阳极。
11、一次可镀1000微米超厚镀层。
三、镀液的配制1、按上表所需的HA —ⅡQ 加入镀槽中。
2、添加去离子水,至所需之液位高度。
3、加热至55~60℃。
4、分析硫酸浓度,并调整至工艺规范。
5、电解4~6小时。
6、开始作业。
注:沉积速率会随温度降低而稍微上升,但是光亮范围会相对变窄。
五、转缸与前处理由一般传统的硬铬镀液转为HA—Ⅱ的程序非常简单,只须将镀液送交本公司化验,经确定无机杂质不超过7.5克/升,同时不含氟化物、稀土,则本公司将协助客户将镀液转成HA-Ⅱ之工艺。
HA—Ⅱ之前处理与一般传统硬铬电镀相同,无需经过特殊程序的处理。
六、设备镀槽(缸):铁槽内衬软式PVC槽衬或其他认可材料如Koroseal均可。
阳极:含7%锡的铅阳极,其他如铅锡、铅锑阳极亦可使用。
整流器:输出功率须可达到9~15伏特较为适当,同时输出电流之波纹应在5%以下。
温度控制:热交换器或冷却盘管,建议使用钛管或金属管披覆铁弗龙(Teflon)或碳氟化物(PVDF)为佳。
循环搅拌:良好的镀液循环,可促进镀液中化学成分和热分布均匀,循环过滤机材料建议使用不锈钢或适当的防腐蚀塑料。
七、添加剂的作用与补给HA—Ⅱ(补)以每1000安培小时8~10毫升补加,溶液蒸发量大,带出量大补加偏高,反之偏低。
铬酸以每1000安培小时添加120~150克.。
油缸轴镀硬铬技术液压缸是液压系统中重要的执行元件,用于执行往复运动,在工程机械中应用广泛。
液压缸活塞杆是液压缸的重要部件,它通常采用45#钢做成实心杆或空心管,液压缸活塞杆在使用中会遭受磨粒冲刷,极易产生磨损。
为提高油缸活塞杆表面的耐磨性能,达到延长活塞杆使用寿命的效果, 目前国内传统工艺是表面镀硬铬(镀层厚度0.03~0.05mm)并抛光,其表面粗糙度Ra为0.1~0.2μm。
其镀液以铬酸为基础,以硫酸做催化剂,工艺优点为:镀液稳定,易于操作,表面铬镀层质量比较高,赋予油杆光亮、高硬度、优良的耐磨性等优点。
其致命的缺点是:含铬废水和废气严重致癌,属国家一类控制排放物,对环境和生产工人的危害极大。
盐雾试验达不到96小时,更不用谈日本标准192小时。
要想达到耐盐雾750小时,必须使用高耐蚀镀铬添加剂dw-032.氢脆、硬度、烧伤、附着力、裂纹等检测符合空客标准。
微裂纹达2000条。
油缸轴高耐蚀性镀硬铬工艺合金钢材料被广泛应用于航空航天领域,不过其本身耐蚀性和耐磨性较差,常需进行镀硬铬处理镀硬铬层存在着微裂纹等缺陷,对基体材料的保护能力很差,一般来说,除非经过特殊的复合处理,否则镀硬铬的合金钢零件很难通过上百小时的盐雾腐蚀试验空客法国公司生产的空中客车A320后登机门中,就有合金钢零件需进行镀硬铬处理。
空客法国公司ADET0027规定,镀硬铬层不仅要通过一些常规工艺鉴定测试项目(如氢脆、硬度、烧伤、附着力、裂纹等),还要求通过苛刻的750h中性盐雾试验。
针对空客生产的A320机型合金钢零件镀硬铬层高耐腐蚀性的要求,研究了一种高耐蚀性镀硬铬工艺,所获得的镀铬层硬度为750~980HV,并且通过了750h的盐雾试验,满足空客技术要求。
研究还发现,特殊的电镀硬铬工艺,尤其是镀铬后的除氢、磨削等是提高硬铬镀层耐腐蚀性能的关键。
1. 工艺流程轴镀前表面抛光→化学除油→热、冷水清洗→上工夹具→装阴极保护圈(轴两端台阶处)→塑料膜、带包扎非镀面及部分挂具→测量轴的镀前尺寸并注在挂钩上→用水砂纸擦光并水洗干净→进镀槽预热→阳极处理→镀铬→将始镀时间至出槽时间记录在黑板上→出槽之前先降低电流→后将镀件吊起在槽中测量尺寸→合格者出槽→回收并清洗→拆掉包扎物→清水冲洗干净→专职检测镀层质量及尺寸→合格者送抛光至成品→不合格者复镀或退镀。
镀铬工艺介绍1、镀铬工艺装饰性镀铬是镀铬的主体,其次是硬铬、微孔铬和黑铬。
1.1、防护-装饰性镀铬防护-装饰性镀铬不仅要求镀层在大气中具有很好的耐蚀性,而且要有美丽的外观。
对于防护-装饰性镀铬,钢铁、锌合金和铝合金基体镀铬必须采用多层体系。
ⅰ、钢铁基体铜/镍/铬系工艺流程:除油—水洗—侵蚀—水洗—闪镀氰铜或伞镀镍—水洗—酸铜—水洗—亮镍—水洗—镀铬—水洗干燥多层镍/铬体系工艺流程:除油—水洗—侵蚀—水洗—镀半光亮镍—水洗—光亮镍—水洗—镀铬—水洗—干燥ⅱ、锌合金基体弱碱化学除油—水洗—浸稀氢氟酸—水洗—点解除油—水洗—伞镀氰铜—水洗—光亮镀铜—光亮镍—水洗—镀铬—水洗—干燥ⅲ、铝及铝合金基体弱碱除油—水洗—点解除油—水洗—次浸锌—溶解浸锌层—水洗—二次浸锌—水洗—伞镀氰铜—水洗—光亮镀铜—水洗—光亮镀镍—水洗—镀铬—水洗—干燥1.2、镀硬铬硬铬又称耐磨铬,硬铬镀层不仅要有一定的光泽,而且要求底层的硬度高、耐磨性好并与基体结合牢固。
钢铁零件镀硬铬不需要中间镀层。
镀层厚度应根据使用场合不同而异,在机械载荷较轻和一般性防护时,厚度为10-20um,在滑动载荷且压力不太大时,厚度为20-25um,在机械应力较大和抗强腐蚀作用是,厚度高达150-300um,修复零件尺寸厚度可达800-1000um。
2、镀硬铬工艺起皮现象镀硬铬时为防止起皮现象的产生,要采取以下措施。
2.1、镀前预热只要镀铬工件较大,均需预热处理,因为镀硬铬时间较长,镀层较厚,内应力大且硬度高,而基体金属与铬的热膨胀系数差别较大。
如不预热就施镀,基本金属容易受热膨胀而产生“暴皮”现象,预热时间根据工件大小而定。
2.2、提高镀层结合力在镀硬铬时,常因结合力不好而产生镀层起皮现象,在生产操作中,可采用以下几种措施。
ⅰ、冲击电流对一些形状复杂的零件,除了使用象形阳极,保护阴极和辅助阳极外,还可以在零件入槽时,以比正常电流密度高数倍的电流对零件进行短时间冲击,使阴极极化增大,零件表面迅速沉积一层铬,然后再恢复到正常电流密度施镀。
不锈钢镀硬铬工艺流程英文回答:The process of hard chromium plating on stainless steel involves several steps. Here is a brief overview of the process:1. Surface Preparation: The stainless steel substrate needs to be properly cleaned and degreased before plating. This is usually done by immersing the part in a suitable cleaning solution or by using mechanical methods such as abrasive blasting.2. Acid Etching: After cleaning, the stainless steel is subjected to an acid etching process to create a roughened surface. This helps in improving the adhesion of the chromium layer. Commonly used etchants include hydrochloric acid or a mixture of sulfuric acid and chromic acid.3. Activation: The next step is to activate the surfaceof the stainless steel. This is done by immersing the partin a solution containing a mixture of sulfuric acid and chromic acid. Activation helps in removing any passive film on the stainless steel and prepares the surface for plating.4. Chromium Plating: The activated stainless steel part is then immersed in a plating bath containing a solution of chromium salts. The part acts as the cathode, and asuitable anode is also immersed in the bath. When anelectric current is passed through the bath, chromium ions are reduced at the cathode and deposited as a thin layer on the stainless steel surface.5. Post-Plating Treatment: Once the desired thicknessof the chromium layer is achieved, the part is removed from the plating bath and rinsed thoroughly to remove anyresidual chemicals. It may also undergo additional treatments such as passivation or polishing to improve the appearance and corrosion resistance of the plated surface.中文回答:不锈钢镀硬铬的工艺流程包括以下几个步骤:1. 表面处理,在镀硬铬之前,不锈钢基材需要经过适当的清洁和除脂处理。
滚镀硬铬工艺
刘万方
【期刊名称】《电镀与精饰》
【年(卷),期】1996(000)003
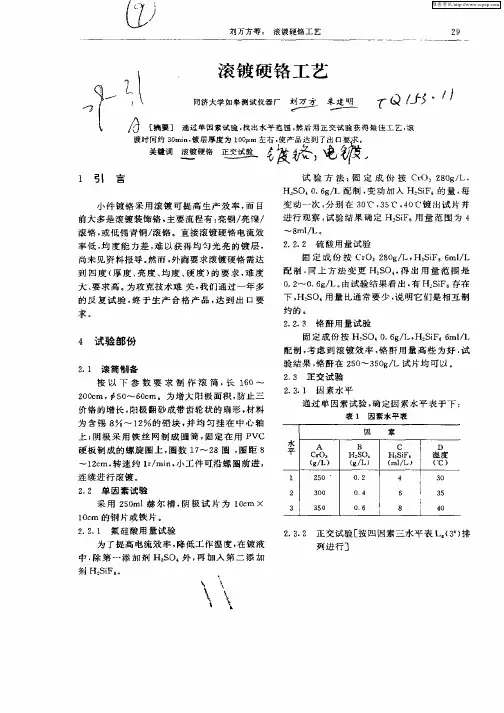
【摘要】通过单因素试验,找出水平范围,然后用正交试验获得最佳工艺,滚镀时间约30min,,镀层厚度为100μm左右,使产品达到了出口要求。
【总页数】1页(P35)
【作者】刘万方
【作者单位】不详;不详
【正文语种】中文
【中图分类】TQ153.11
【相关文献】
1.HCr—2型高效镀硬铬工艺在铝汽缸内孔镀硬铬中的应用 [J], 何志邦;倪祖昱
2.利用滚挤压工艺锻造翻新废旧滚丝轮 [J], 钟凤芝;龚兵;姜连德
3.聚氨酯基材的滚抛磨块制备及滚磨工艺评价 [J], 赵旭东;杨胜强;李秀红;李文辉;李永刚
4.一种圆柱面的简便、高效的滚字或滚纹工艺分析 [J], 章仉香;葛永斌;邬建飞
5.超音速火焰喷涂工艺代替镀硬铬工艺的可行性研究 [J], 王浩军;胡生双;郝江华;王柯;王文博;梁霄
因版权原因,仅展示原文概要,查看原文内容请购买。