梅塞尔数控切割机参数设置5
- 格式:pdf
- 大小:6.66 MB
- 文档页数:66
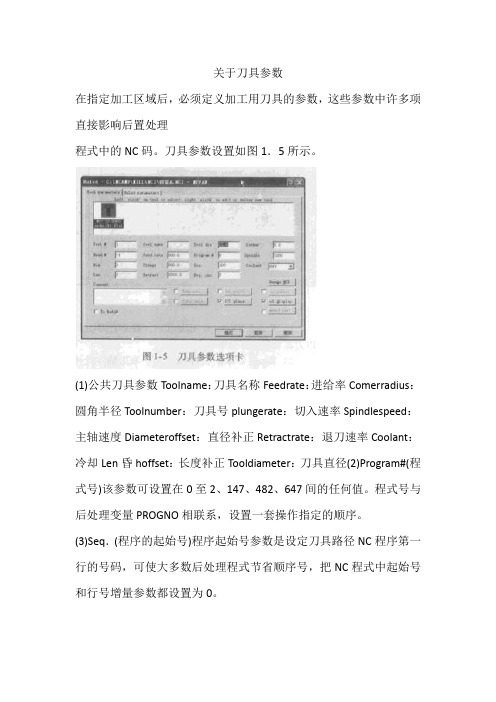
关于刀具参数在指定加工区域后,必须定义加工用刀具的参数,这些参数中许多项直接影响后置处理程式中的NC码。
刀具参数设置如图1.5所示。
(1)公共刀具参数Toolname:刀具名称Feedrate:进给率Comerradius:圆角半径Toolnumber:刀具号plungerate:切入速率Spindlespeed:主轴速度Diameteroffset:直径补正Retractrate:退刀速率Coolant:冷却Len昏hoffset:长度补正Tooldiameter:刀具直径(2)Program#(程式号)该参数可设置在0至2、147、482、647间的任何值。
程式号与后处理变量PROGNO相联系,设置一套操作指定的顺序。
(3)Seq.(程序的起始号)程序起始号参数是设定刀具路径NC程序第一行的号码,可使大多数后处理程式节省顺序号,把NC程式中起始号和行号增量参数都设置为0。
(4)Seq.inc(顺序行号的增量值)顺序行号的增量值参数是设置刀具路径的NC程式每行的增量数,使大多数后处理的程式节省顺序号,把NC程式中起始号和行号增量参数都设置为0。
图1—5刀具参数选项卡(5)Comment(注释)输入任何操作的注释。
(6)ChangeNCI(改变NCI文件名)改变NCI按钮,改变目标NCI文件的名字,符合于现在的操作,每一种操作有一个不同目标NCI文件,若在一个新图形MC9文件中构建第一个操作,Mastercam9.1系统会自动提示选择NCI文件名,否则系统下一次操作同样的NCI文件名。
(7)Homepos(原点设置)该按钮用来设置刀具的原点,可在输入框中输入刀具原点的各坐标值,或用Select按钮选择图形区中一点作为原点位置。
(8)Ref.point(参考点)在机械加工中,刀具先从刀具原点移动到Approach(进给时的参考点)设置的位置,再开始第一条刀具路径的加工;当刀具完成加工后,先移动到Re.tract(返回时的参考点)栏设置的位置,再返回到刀具的原点。

FIBERBLADE Cutting System光纤激光切割机一、Messer激光切割系统介绍1、机器原理梅塞尔公司在工业用激光切割机的开发和制造领域已有近40年的经验. 其激光技术得到了世界范围的认可, 并在许多不同领域得到应用. 划时代的技术发展, 如专利激光切割头, 表明了梅塞尔公司的技术能力. 在此领域为激光加工建立的新标准将为客户带来巨大的利益.产品系列包括:2维激光切割系统3维激光切割系统激光焊接系统自动化设备装料及卸料系统通过与世界领先的激光器厂商的常年合作, 保证机器与激光的最佳组合. 其大激光功率及用户友好式的CNC数控系统适应高速切割及广泛的生产制造领域. Fiberblade具备良好的动态性能, 在宽广范围内可实现切割与零件重量无关的高精度无挂渣的成品零件. 机器配合编程软件及相应自动套料程序, 可实现快速高效的零件编程, 扩展机器应用.应用激光束作为工具, 切割速度快, 成品部件割缝窄, 精度高. 可无困难地实现复杂轮廓的切割. 切口边缘光洁、无毛刺, 绝大多数场合下无需后续处理.Fiberblade主要应用领域为金属加工, 特别是碳钢、不锈钢和铝材. 该系统既可应用氧气切割, 也可采用保护气体实现高压切割.经测试其可切割性后, 该系统可切割金属合金、塑料以及非金属材料机器设计理念除了实现最佳切割结果外, 同样关注环境保护问题. 采用抽烟除尘装置可满足最严格的排放标准. 机器可满足现有安全规程, 满足相关CE标准.2、功能描述Fiberblade激光切割机,是一个集最新动力工程,电脑数控和光纤激光器技术的全新技术发展水平的设计它是市面上最先进的紧凑型中规格工业级光纤激光切割系统;无需激光器维护的低维修费系统,高效率、低功耗;机器工作台采用交换式工作台系统,减少上料时间. 该系统交替使用两块台面. 切割一块台面上的板材, 同时另一块台面位于工作区域外. 操作员可取下成品部件并换上新板, 机器同时进行切割. 另一台面上的工件完成后, 由工作区域换出, 新板就位.板材置于工作台支架上并确定位置后, 切割头随垂直定位轴下降. 传感控制器保证切割头维持正确定位, 可避免板材变形引起的问题.激光束通过光纤传输到切割头上, 然后由透镜聚焦. 切割头沿工件轮廓移动, 但不与工件接触, 激光束和切割气体通过割嘴聚集到工件上.横向运动通过溜板滑动定位实现. 纵向运动由车架自行移动实现. 两套同步驱动伺服电机确保设备的高精度, 轴向运动的高加速度, 可变激光功率控制, 可切割如窄条, 尖角等的复杂图形部件.通过CNC数控系统可自动设定切割参数如气体种类, 气体压力, 激光参数. CNC 数控系统内的切割数据及图形数据的分离, 可实现快速变化的工作要求, 并增加机器功能的灵活性, 适用范围更广.由随动式直接抽风系统, 把切割过程中产生的尘粒抽出, 并经过烟尘过滤后, 达到安全及环境规范的排放要求.二、标准配置介绍1、机器构造. 机器采用有限元分析法 FEM精心计算并优化的焊接式结构, 使得机器重量最小, 且具备高度稳定性. 模块特性可满足激光切割的特殊要求, 保证极高的切割精度..定位轴平行式导轨 X轴上装有车架, 横向驱动 Y轴置于其上.上面安装激光切割头.同步驱动伺服电机可实现高精度和高动态特性要求.德国倍福数字式驱动模块德国倍福数字式驱动电机德国Alfa 高精度齿轮箱.板材支撑工作台由高刚性框架及横向支撑杆构成,与横向车架随动的抽烟风道保证抽烟效果最好..冷却单元标准供货范围中包含激光电源配用的冷却单元. 该单元用于冷却激光器. 维持恒定运行温度, 防止热效应, 延长切割透镜寿命, 保证持久的高切割质量..紧凑型除尘装置选配美国唐纳森除尘设备;设备配备符合GBZ2~2002有关环保标准的美国唐纳森除尘净化过滤吸尘器,以收集切割中产生的金属粉尘;吸尘器性能参数如下:性能参数名技术参数型号Torit DFO4W处理风量4000 m3/h过滤面积106 m2滤材Ultra-Web FR滤筒过滤效率颗粒在微米粒径以上,达% 风机K10电机功率噪音79dBA清灰方式压缩空气脉冲控制系统反吹压缩空气压力压缩空气消耗量0.25 m3/min压缩空气含油量<100ppm压缩空气含油量<100ppm电源要求380V/50Hz/3Ph三、激光发生器, 光束引导装置及切割头1、激光谐振器. 激光发生器采用目前世界上最领先的IPG高功率连续掺镱光纤激光器;结构紧凑的水冷设计高品质的光束质量更高的光电转换效率更低的维护成本更长的使用寿命.光束引导装置不同与传统CO2激光器,采用世界上最先进的光纤引导,将能量损耗降低到最低且易更换免维护;.激光切割头激光切割头配有电容调高系统, 它由标准250mm或是150mm镜头, 气体入口及切割喷咀组成.激光切割头是德国梅塞尔专利产品,可以使切割效果更好;准值器切割头高度控制器.安全装置激光切割部分, 工作台及CNC数控系统均配备有安全装置, 可保护操作人员避免伤害, 保护系统不被损坏.梅塞尔光纤激光切割机标准:•激光防护眼镜符合标准:EN207•激光切割机符合标准: EN60825-1•激光切割机的切割质量符合标准:DIN 2310-Part5•梅塞镭德激光切割机的安全等级:正常工作模式下是非常安全的1类激光产品;维修模式、调试模式、设置模式下是4类激光产品, 必须佩戴激光防护眼镜;注:正常工作时眼睛不可以直视光源,以避免伤害;全封闭外罩四、梅塞尔Global数控系统:Global Control切割机数控系统是梅塞尔百年技术与经验的结晶;功能强大、拥有强大的专家数据库,操作简便; 它集高性能与高可靠性于一体,采用高标准工业PC与电气元件,充分考虑了切割机独特的工作环境;代表当今切割机最先进技术梅塞尔全新力作数控系统Global Control LEtherCAT系统总线控制采用网线传输,最大限度的提高系统可靠性,不受外界的干扰;多任务系统;先进的网络诊断功能;方便的系统数据库功能;简单便捷的操作1、系统特征EtherCAT系统总线控制采用网线传输,最大限度的提高系统可靠性,不受外界的干扰;多任务系统;先进的网络诊断维修功能;具有网络操作功能;方便的数据库及消耗品寿命统计功能;简单便捷的操作软PLC功能完全网络功能和Internet兼容,光缆信号传输接口;可接受远程服务选项钢板校正判断;程序的角度旋转;X和Y方向重复功能割缝补偿功能任意程序段回退断电记忆恢复切割功能切割时能同时显示执行的程序段、切割速度、补偿量、速度倍率、执行程序段及程序号等参数便于生产管理的管理数据库集合自动加减速运动的控制沿轮廓线返回功能;跑离轮廓线返回功能从程序轨迹上移出及返回功能按工作区定义工作范围软限位功能完善的三级数据库:经验数据、用户数据、实时数据方便维修的在线示波图形功能能实时监控并调整机器的同步误差控制具备龙门架与钢轨垂直度自动校正功能能自动检测驱动器方面的故障为维修及安装工作提供的各种诊断及指引信息故障自动记入时间内容等的记录功能2、主要技术参数:15” 触摸屏windows xp专业版基于技术的HMIIntel Celeron M 1,5GHz 1024M40G4、编程软件OmniCADNest德国梅塞尔公司垂直切割编程软件OmniWin CADNest,与其他软件相比有如下优点:CAD制图OmniCAD及套料在同一操作界面上DXF/DWG 导入格式基于OmniCAD的丰富的套料功能手动及自动套料功能特殊功能包括:过桥、连接切割、公共边切割、补丁等余料定义、余料切割套料结果可以用XML 格式导入、导出切割工具相关的可组态的切割技术数据库针对不同热切割机的可组态的NC代码输出五、激光切割机的其他功能:*超前性*可编程的加速度*程序中断*可对路径速度进行编程的激光功率*激光功率及频率可直接输入控制*气压数据库 +/-10VDC*激光穿孔及切割的数据库*带自检的自起动*拐角加工功能*高速穿孔*切割误差的重现功能*一体化切割数据表*一体式高度调控六、诊断功能*屏幕显示出错信息*在线诊断示波器, 圆形测试*逻辑在线诊断*遥控诊断选择*七、技术参数1、切割设备切割范围X轴3000mmY轴1500Z轴100 mm2、工件尺寸板的最大尺寸3000 x 1500 mm板的最大重量750 kg3、系统时间最大定位速度X-Y联动50m/min最大切割速度15 m/min4、加工精度最小可编程单位0,0001 mm重复精度0,01 mm定位精度±0.05mm/m5、气体供应1、氧气压力7 bar气体流量 12 m3/h压缩空气管路高压管路切割用气纯度氧气、氮气: 99,95 %2、氮气压力25 bar气体流量 12 m3/h压缩空气管路高压管路切割用气纯度氧气、氮气: 99,99 %3、压缩空气压力量4Bar要求干燥、无油汇流排及气体供应由客户提供.6、电源要求符合DIN-EN 60204-1操作电压400 VAC/3P/N/PE三相稳压电源 380V±10%/30KVA 激光器用数控系统220V 10% 50 Hz, 10 KVA激光器 380V±10%/30KVA激光器用除尘器380V/50Hz/3Ph 10KVA.功率1200 W碳钢 12 mm不锈钢 4mm最大切割能力取决于切割气体品质, 被切材料特性, 且边缘处会发生变化.min,2mm碳钢板速度约min,每小时最多切割长度为240m,以实际生产切割效率75%计算,生产长度为:180m;因此,3mm碳钢激光切割成本约:180=元/米;不含设备折旧及人工费用;按实际经验,切割碳钢板用氧气辅助每小时硬成本约为元左右,切割不锈钢用氮气辅助每小时硬成本约为40元左右;九、培训课程1、操作课程.介绍课程:目的: 简单介绍机器的操作, 使用机器基本功能工作.内容: 基本系统功能, 机器安全, 系统的开动和关闭,数控系统的基本操作工具系统, 光学系统, 基本维护相关人员: 机器操作者及维护人员.操作者的培训:目的: 详细介绍机器操作, 如何最佳使用机器.内容: 从理论和实践出发, 深入讲解机器不同功能, 机器和控制的细致操作, 激光器的使用和保养相关人员: 机器操作者.维护课程:目的: 机器维护的详细介绍, 保证系统最佳状态内容: 不同设备及机器部件的组装, 功能和管理, 安全设施, 失误和错误的分析, 维护周期,维护规则相关人员: 机器操作者及维护人员.开始生产/生产支持:目的: 优化生产过程, 适应特殊工作, 以使梅塞尔系统在最短时间内达到最大生产率内容: 帮助使用梅塞尔系统开始生产, 适应特殊工作, 优化机器设置, 零件编程, 机器处理人员: 操作者及编程人员.应用激光切割技术:目的: 详细介绍激光技术, 使激光系统最优化使用内容: 激光切割原理, 激光系统操作安全, 介绍子程序编辑技巧, 建立和使用激光参数, 材料特殊参数设置, 机器和控制系统的最佳使用人员: 操作者, 维护人员及编程人员.编程课程目的: 用OMNIWIN CADNest对梅塞尔系统进行编程内容: 图形转化为切割程序人员: 操作人员及编程人员十、销售条款1、价格标准配置Fiberblade 3m 、功率1200 W带交换工作台交换式工作台2、价格条款本报价自报价之日起3个月内有效,3、交货期除不可抗力外, 合同生效后 90 天发货.可考虑用户的交货期4、付款条件Payment 付款方式- 30% at contract signature - 合同正式签订时付款30%- 70% on delivery - 发货时付款70%5、运输及费用供方负责运输和所有费用含保险费, 需方负责货到后的有关事宜.6、设备的发货安装验收.交货期为合同生效后90天;.产品发货到需方后, 供方根据需方的供货发运清单进行点箱验收, 并把运输过程包装箱完好无损的情况及时通报供方.. 需方按数控切割机地基能源动力制作准备说明及安全规程的要求事先做好设备安装的一切准备工作,通知供方派人安装,待安装人员到达需方后,双方根据合同的供货清单共同开箱验收; 需方应在人员、起重设备、常用工具、仪器仪表和辅助材料等方面给予无偿合作, 并为安装人员提供各种生活方便..设备安装调试完毕, 需方按供方提供的“用户验收书”逐项进行验收, 验收合格, 双方代表签字. 设备交需方投入使用.7、质量标准, 供方对质量负责的条件和期限产品按照ISO8206数控切割机精度, DIN 2310-Part5数控切割机技术条件标准制造, 按照梅塞尔客户验收书进行验收. 供方对产品在正常使用条件下实行质量保证, 质保期为十二个月. 质量保证期从产品验收合格之日起算. 若因需方原因而造成发货、安装调试或验收延迟, 则质量保证期最长不超过自合同规定发货日起十五个月. 质保期外的维修另签维修合同.8、质保期及售后服务.供方对产品质量负责, 质保期从产品安装、调试验收合格之日起计算, 为期12个月. 对于推迟安装验收的机器,质保期“最长不超过合同发货日期起15个月”;在质保期内, 确属供方设备本身的质量问题, 供方负责免费维修; 如属使用不当造成的设备故障,供方应及时派人解决,需方负责一定的费用;“使用非正品零件及替代品,视为自动放弃保修权利;”质保期满后供方对其产品实行终身维修..供方负责对需方的售后服务工作, 在接到需方的维修服务通知后2小时内作出答复.在8小时内派出服务工程师;广东经销商服务商维修处9、培训供方负责对需方操作、维修人员的操作和保养方面的培训; 培训地点在现场结合安装调试进行. 培训时间为1周; 培训人数3人.售前可派员到梅塞尔中国公司进行一周的培训;10、解决合同纠纷方式合同生效后双方执行中华人民共和国合同法工矿产品购销合同条例. 由于自然灾害或人力不可抗拒的原因确需修改本合同,则须经双方协商同意, 并签定合同变更单,若协商不成, 任何一方可向工商部门申请调解,仲裁.也可直接向人民法院起诉.附件:供货范围。

数控切割机(HPR130)操作规程一、对操作者的要求1、操作者必须仔细阅读使用说明书及其他资料,并经过培训考试,掌握设备操作技能及安全的注意事项,方可使用本设备。
该设备必须是经培训的专职人员才能操作。
2、操作者工作时应穿戴劳保用品如工作服、保护鞋,安全防护眼镜,戴工作帽。
3、如两人或两人以上一起工作时,必须建立相互之间的联系,以便在新的工作步骤前相互通知,确保人身安全。
二、开机前1、开机前的设备部分(1)确认设备的各部位没有放置影响设备运行的其他物件;(2)确认电器柜门及系统箱后盖已关闭,各操作按钮动作自如;(3)开机前检查机器管路是否有漏气现象,有漏气现象决不开机;确认气压为0. 7-0. 8兆帕;(4)开机前重点检查工作面和道轨上是否有障碍物,若有障碍物必须排除;如两切割机相对运动,两者间距不能小于lOOmmo(5)严禁用湿手操作任何开关旋钮,以防触电。
2、开机前的上料部分(1)上料前,应把切割机机身移开上料区,防止上料时机身被撞。
(2)上料时,应慢慢移动行车,平稳的放板料于工作台上,板料应平整, 有直角折弯突起应修理平整。
三、工作时1、先合上机器外部电源开关,再合上电器柜电源主开关(断电顺序相反);2、合上系统电源,等离子电源开关按钮打到(I)位置、气体类型打到(AIR-AIR)位置、AMPS旋钮旋到最左端、启动按钮打到(RUN),压缩空气气体压力必须为0.7兆帕以上。
3、等离子切割状态:(1)、操作过程:系统打开以后进入系统操作界面,自定义回原点,首先可手动验证切割板材纵向是否与轨道平行,也可电脑矫正;定好切入图形的切入点即穿孔的位置;面板上选中等离子,然后在系统界面〈切割模式〉选中等离子;调高器的弧压值按表中数值调节,调高器选择自动状态,割枪下行压住板材,而后抬起表中规定葩离(注意割嘴应离开钢板)。
(2)、低碳钢等离子切割下的切割表:4、如果板材与切割零件相互之间位置不合适,可以用预演,沿着图形空走一遍。

实训三数控系统的参数设置与调整一、实验目的1、熟悉HED—21S数控系统的定义及设置方法。
2、了解参数设置对数控系统运行的作用和影响二、实训设备HNC-21TF数控系统综合实验台万用表工具三、相关知识1 、参数设置操作( 1 )常用名词几按键说明部件: HNC — 21TF 数控装置中各控制接口或功能单元权限: HNC—2lTF数控装置中,设置了三种级别的权限,即数控厂家、机床厂家、用户;不同级别的权限,可以修改的参数是不同的。
数控厂家权限级别最高,机床厂家权限其次,用户权限的级别最低。
主菜单与子菜单:在某一个菜单中,用Enter键选中某项后,若出现另一个菜单,则前者称主菜单,后者称子菜单。
菜单可以分为两种:弹出式菜单和图形按键式菜单,如图 5—1所示。
图 5—1 主菜单及子菜单参数树:各级参数组成参数树,如图 5—2所示。
图 5—2 数控装置的参数树窗口:显示和修改参数值的区域。
(2)参数查看与设置(F3一F1)。
在图 5—3所示的主操作界面下,按F3键进入“参数功能”子菜单。
命令行与菜单条的显示如图 5—4所示。
图 5—3 主操作界面图 5—4 参数功能子菜单参数查看与设置的具体操作步骤如下:①在“参数功能”子菜单下,按 F1键,系统将弹出如图5—5所示的“参数索引”子菜单图 5—5 参数索引子菜单②用↓ 、↑ 键选择要查看或设置的选项,按 Enter键进入下一级菜单或窗口;③如果所选的选项有下一级菜单,例如“坐标轴参数”,系统会弹出该选项的下一级菜单,如图5—6所示的“坐标轴参数”菜单;④用同样的方法选择、确定选项,直到所选的选项没有更下一级的菜单,此时,图形显示窗口将显示所选参数块的参数名及参数值,例如在“坐标轴参数”菜单中选择“轴0”,则显示如图5—6右上所示的“坐标轴参数一轴。
”窗口;用↓ 、↑ 、→ 、← 、 PgUp、PgDn等键移动蓝色光标条,到达所要查看或设置的参数处;图 5—6 坐标轴参数→轴 0 窗口⑤如果在此之前,用户没有进入“输入权限F3”菜单,或者输入的权限级别比待修改的参数所需的权限低,则只能查看该参数。

激光切割机参数设置详解激光切割机作为一种高效的数控切割设备,其参数设置对于切割效果至关重要。
正确的参数设置可以提高切割精度、速度和效率,同时也能延长设备的使用寿命。
下面将详细介绍激光切割机常见参数的设置方法及影响因素。
激光功率激光功率是影响切割速度和效果的重要参数之一。
通常情况下,功率越大,切割速度越快,但也会对切割质量产生影响。
在设置激光功率时,需根据具体材料的厚度和硬度来调整,过高或过低的功率都会影响切割效果。
激光频率激光频率也会影响切割效果,特别是在切割金属材料时。
通常情况下,较高的激光频率可以减少材料残留物,提高切割质量,而较低的频率则适用于加工速度要求不高的场合。
切割速度切割速度是指激光切割机在单位时间内切割的距离,一般以毫米/分钟或英寸/分钟表示。
切割速度的设置需要综合考虑材料种类、厚度和激光功率等因素,通常需要通过试验找到最佳速度值。
焦距和聚焦激光切割机的焦距和聚焦也会对切割效果产生影响。
正确的焦点位置能够保证激光束能够有效聚焦在材料表面上,从而提高切割质量。
不同材料和厚度也需要不同的焦距和聚焦调整。
气体类型和流量在激光切割过程中,通常会使用辅助气体来清除切割区域的熔融物和灰尘,以提高切割效果。
不同材料需要选择合适的气体类型和流量,流量过大或过小都会影响切割效果。
光斑直径光斑直径是指激光束在材料表面聚焦后的直径大小,直接影响切割线的精细度和平整度。
通常情况下,光斑直径越小,切割质量越高,但也会增加切割时间和功率消耗。
其他参数设置除了上述主要参数外,还有一些其他参数也需要注意,如辅助气体压力、切割头与材料距离、激光扫描速度等。
这些参数的设置需要结合实际情况进行调整,以获得最佳的切割效果。
综上所述,激光切割机参数设置是一个复杂而重要的过程,需要根据不同材料和要求进行合理调整,才能实现高效、高质量的切割效果。
通过不断的实践和优化,可以提升切割机的性能和生产效率,满足不同行业的加工需求。

操作面板功能键的介绍1.1位置画面功能:显示与机床运行状态和工件加工状态相关的各类信息.备注:选择位置画面后,手动操作或自动运行要求的各类功能显示在菜单显示区. 指令菜单项正常显示时的画面指令菜单项反衬显示时的画面显示画面描述4, 5, 6 mm<inch> 或度 附加轴将在下一程序段中移动的剩余距离.〔只适用于有附加轴的情况〕[22] 下个指令G 、M 、T 、B -在要执行的下一个程序段中预置的G 、M 、T 和B 的代码. [23]X, Y, Z mm<inch>机床坐标系中工件零点位置4, 5, 6 mm<inch> 或度 机床坐标系中工件零点位置〔只适用于有附加轴的情况〕[24]WNo.-正在执行的程序的编号与名称WNo. a b c<a ’ b ’><c ’>数据a 、b 、a ’和b ’的意思和[2]中一样.参见[2]项. c 、c ’:程序名称〔如果程序名称为48位,只显示前16位.〕[25] UNo.-当运行中的程序为MAZATROL 时 UNO. a -a ’a : 单元编号 a ’:序列编号 -当运行中的程序为EIA/ISO 程序时 UNO. a -a ’a : 序列编号 a ’: 程序段编号 [26] S 、F 、B 、M 、G-显示模态信息-G 代码中,组15、20的标题和数据不显示.注 1 :数据项[2 0]预读行程和[2 2]下个指令,在以下指令块中不显示. * 含有G28的程序段* EOB 〔程序完毕〕程序段MAZATROL 程序运行时,当内部控制指令与上述命令相吻合时,不显示.注 2 :因为相关刀尖路径自动插入,对于具有直径补偿的外角加工,有时程序中没有的指令也回显示 出来.1.2.机床显示面板图如下: 2.机床操作面板图如下 2.1操作按钮说明按钮名称功能左翻页键.切换界面选择键选择相对的显示键的功能.右翻页键.切换界面复位健解除进展中的一个命令操作;去除警报.去除键去除警报或去除所输入的数据数据删除取消光标所指示的所有数据输入键输入数据后按下此键视窗计算机: 按下开然后移动光标选择NC/计算机窗口,按两下关回车键确认与换行上档键此键配合字母键用,调用小字母〔用法如电脑的shift〕快进倍率键调节各轴快速移动速度的百分比主轴转速率键调节主轴的转速.加工进给率键切削进给倍率键,调节各轴进给移动速度.冷却开关键控制冷却的开与关冷却键选择冷却方式刀库管理键按此键与是ATC刀库相关菜单和第二原点菜单.回原点机械原点,也是回零键.有两种回原点方式:1、第一次回原点:此键与X、Y、Z移动进给键配合使用.2、第2次回原点:此键与机动回零键一起使用.手动快速移动键可以快速手动手轮选择键注:第一次回原点是指机床断电开机后机床回零那一次;第二次回原点是指第一次回零后的单步执行键使程序单步执行手动输入键可以在这进展手动编程移动光标键<上下左右> 移动光标下翻页键向上翻面上翻页键向下翻面TAB切换键切换〔相当于电脑的TAB键〕主轴旋转开控制主轴的开主轴旋转停控制主轴的停机械门锁键控制机床防护门的开与关启动键程序的执行进给停止键程序暂停键机械参数锁设定参数修改打开与锁定编程锁定设定程序修改打开与锁定夹头的松紧开关松开与夹紧夹头VFC键, 把已调节的速度存到程序中辅助功能键,与其它功能键配合一起用. 硬盘操作键此键里存储的空间较大,存存放器运行键存储量较少, 大概是2MB 机动回零键与原点键配合使用负X轴移动键X轴负方向移动进给正X轴移动键X轴正方向移动进给负Y轴移动键Y轴负方向移动进给正Y轴移动键Y轴正方向移动进给负Z轴移动键Z轴负方向移动进给正Z轴移动键Z轴正方向移动进给此功能没有激活此功能没有激活手轮移动方向选择键可按照选择方向,利用手轮移动经X、Y、Z进给手轮可按照刻度移动出想要的距离,可以准确到1um紧急停止按钮遇到紧急情况可按此键终止机床所有动作.。
数控系统基本参数的设置项⽬四数控系统基本参数的设置⼀、实训⽬的1.熟悉华中HNC-21MD数控系统基本参数的类型2.掌握数控系统的参数设置⽅法。
⼆、实训设备THWSKW-4C型加⼯中⼼维修技能实训考核装置三、实训预习数控系统正常运⾏的重要条件是保证各种参数的正确设定;修改参数前,必须理解参数的功能和熟悉原设定值,不正确的参数设置与更改,可能造成严重的后果。
详细内容参考《世纪星数控装置连接说明书》和《世纪星铣削数控装置操作说明书》。
参数设定完成或者更改设定值后,务必重新启动数控系统,以使参数⽣效。
查看和修改参数的常⽤键的功能:Esc:终⽌输⼊操作。
关闭窗⼝。
返回上⼀级菜单,并最终返回图形按键式菜单。
F1 ~ F10:直接进⼊相应的菜单或窗⼝,实现特定的功能。
Enter:确认开始修改参数。
进⼊下⼀级⼦菜单。
对输⼊的内容确认。
⽅向键:在菜单或窗⼝内,移动光标或光标条。
Pgup、Pgdn:在菜单或窗⼝内前后翻页。
四、实训内容与步骤按照实训项⽬⼀的内容启动实训系统。
1.数控系统启动完成后,在系统软件主界⾯下,按“F10(扩展菜单)”键,进⼊如图4-1-1所⽰的扩展菜单。
图4-1-1 扩展菜单在图4-1-1所⽰的主操作界⾯下,按“F3(参数)”键,进⼊参数功能⼦菜单。
命令⾏与菜单条的显⽰如图4-1-2所⽰。
图4-1-2 参数功能⼦菜单2.参数查看与设置的操作2.1 在参数功能⼦菜单下,按“F3”键,输⼊⼝令(⼝令为HIG),按“Enter”键确认,系统提⽰⼝令正确,然后按下“F1”键,系统将弹出“参数索引”⼦菜单,如图4-1-3:图4-1-3 参数索引⼦菜单图4-1-4 坐标轴选择2.2 通过上下⽅向键选择要查看或设置的选项,按下“Enter”键进⼊下⼀级菜单或窗⼝,也可以按下对应的“F”功能键进⼊相应的菜单或窗⼝。
2.3 如果所选的选项有下⼀级菜单,例如按下“F2”键选择“轴参数”,系统会弹出下⼀级菜单,如图4-1-4所⽰,要求⽤户进⾏轴选,0、1、2分别代表X、Y、Z三轴。
FIBERBLADE Cutting System光纤激光切割机一、Messer激光切割系统介绍1、机器原理梅塞尔公司在工业用激光切割机的开发和制造领域已有近40年的经验. 其激光技术得到了世界范围的认可, 并在许多不同领域得到应用. 划时代的技术发展, 如专利激光切割头, 表明了梅塞尔公司的技术能力. 在此领域为激光加工建立的新标准将为客户带来巨大的利益.产品系列包括:•2维激光切割系统•3维激光切割系统•激光焊接系统•自动化设备•装料及卸料系统通过与世界领先的激光器厂商的常年合作, 保证机器与激光的最佳组合. 其大激光功率及用户友好式的CNC数控系统适应高速切割及广泛的生产制造领域.Fiberblade具备良好的动态性能, 在宽广范围内可实现切割与零件重量无关的高精度无挂渣的成品零件. 机器配合编程软件及相应自动套料程序, 可实现快速高效的零件编程, 扩展机器应用.应用激光束作为工具, 切割速度快, 成品部件割缝窄, 精度高. 可无困难地实现复杂轮廓的切割. 切口边缘光洁、无毛刺, 绝大多数场合下无需后续处理.Fiberblade主要应用领域为金属加工, 特别是碳钢、不锈钢和铝材. 该系统既可应用氧气切割, 也可采用保护气体实现高压切割.经测试其可切割性后, 该系统可切割金属合金、塑料以及非金属材料机器设计理念除了实现最佳切割结果外, 同样关注环境保护问题. 采用抽烟除尘装置可满足最严格的排放标准. 机器可满足现有安全规程, 满足相关CE标准.2、功能描述Fiberblade激光切割机,是一个集最新动力工程,电脑数控和光纤激光器技术的全新技术发展水平的设计它是市面上最先进的紧凑型中规格工业级光纤激光切割系统;无需激光器维护的低维修费系统,高效率、低功耗。
机器工作台采用交换式工作台系统,减少上料时间. 该系统交替使用两块台面. 切割一块台面上的板材, 同时另一块台面位于工作区域外. 操作员可取下成品部件并换上新板, 机器同时进行切割. 另一台面上的工件完成后, 由工作区域换出, 新板就位.板材置于工作台支架上并确定位置后, 切割头随垂直定位轴下降. 传感控制器保证切割头维持正确定位, 可避免板材变形引起的问题.激光束通过光纤传输到切割头上, 然后由透镜聚焦. 切割头沿工件轮廓移动, 但不与工件接触, 激光束和切割气体通过割嘴聚集到工件上.横向运动通过溜板滑动定位实现. 纵向运动由车架自行移动实现. 两套同步驱动伺服电机确保设备的高精度, 轴向运动的高加速度, 可变激光功率控制, 可切割如窄条, 尖角等的复杂图形部件.通过CNC数控系统可自动设定切割参数如气体种类, 气体压力, 激光参数. CNC数控系统内的切割数据及图形数据的分离, 可实现快速变化的工作要求, 并增加机器功能的灵活性, 适用范围更广.由随动式直接抽风系统, 把切割过程中产生的尘粒抽出, 并经过烟尘过滤后, 达到安全及环境规范的排放要求.二、标准配置介绍1、机器构造1.1. 机器采用有限元分析法 (FEM)精心计算并优化的焊接式结构, 使得机器重量最小, 且具备高度稳定性. 模块特性可满足激光切割的特殊要求, 保证极高的切割精度.1.2.定位轴平行式导轨 (X轴)上装有车架, 横向驱动 (Y轴)置于其上.上面安装激光切割头. 同步驱动伺服电机可实现高精度和高动态特性要求.德国倍福数字式驱动模块德国倍福数字式驱动电机德国Alfa高精度齿轮箱1.3.板材支撑工作台由高刚性框架及横向支撑杆构成,与横向车架随动的抽烟风道保证抽烟效果最好.1.4.冷却单元标准供货范围中包含激光电源配用的冷却单元. 该单元用于冷却激光器. 维持恒定运行温度, 防止热效应, 延长切割透镜寿命, 保证持久的高切割质量.1.5.紧凑型除尘装置选配美国唐纳森除尘设备。
2019年5月 / 内容如有变更,恕不另行通知梅塞尔切割焊接(中国)有限公司地址: 江苏省昆山市南浜路528号邮编: 215300电话: (86) 512 5731 4949 传真: (86) 512 5739 5052邮箱:*************************网址: 销售服务热线激光·等离子·火焰物料管理·智能解决方案400 800 6986梅塞尔手机网站梅塞尔微信公众号火焰切割机在北美地区生产与销售MG Systems & Welding manufactures flame cutting machinery sold in North America推出市场上首台数控激光切割机First CNC and laser cutting system on the market史蒂芬·梅塞尔领导下的梅塞尔家族收购了公司的所有股份The Messer family, led by Stefan Messer, acquires all company shares集团总部搬迁至巴德索登The entire corporate Head Office moves into Bad Soden 法兰克福梅塞尔 &齐叶乙炔气体公司创立Foundation ofFrankfurter Acetylen-恩斯特·维斯研发成功首件火焰割炬Ernst Wiss develops the first oxyfuel cutting torch在欧洲与美国建立控股的合作伙伴关系Expansion in Europe and the US driven by Adolf Messer以”原创梅塞尔”为品牌,氧焊接与切割系列产品上市Market launch of product range for oxyfuel welding 梅塞尔有限公司成立,在埃森与纽伦堡开设分公司, 同时“梅塞尔费城公司”成立Messer & Co. GmbH;move into US market制造出用于电弧焊的压制电焊条Production of arc welding electrodes 重建毁于战火的“阿道夫·梅塞尔股份有限公司”RebuildingAdolf Messer GmbH汉斯·梅塞尔从父亲手中接管公司Dr. Hans Messer assumes control与克钠普萨克·格里斯海姆股份公司(赫斯特集团成员)合并,成立梅塞尔·格里斯海姆股份有限公司Merger with Knapsack-Griesheim AG(Hoechst) to form Messer Griesheim GmbH梅塞尔切割系统学院成立Founding of the Messer Cutting Systems Academy 2004/052007200820112012201320151898190319081911193219451946195319651970197819951998普通切割方式,转角挂渣Standard CuttingDross around the Corner GC系统切割方式,转角无挂渣Cutting with GC ControllerWithout Dross around the Corner不锈钢的切割SUS Cutting SampleFiberBlade V 生产效益的全新定义New Definition of The Cost Savings in Production- 基于近50年激光切割机制造经验,开发的全新第五代高速机;- 得益于梅塞尔专有高速切割技术,机床加工效率达到行业顶尖水准;- 搭载简洁、易操作的人机界面,短期培训后即可轻松生产高品质零件。
数控切割机操作说明(edge系统)第一部分控制面板1.电源键:关机状态下按一下开机,开机状态下长按5秒关机!2.急停键:遇到紧急状况可按下此键(机器行走异常等情况下按下此键)3.键盘区:显示屏幕下面标有“Softkey”字样的八个键,作为可编程键使用,它们的功能在显示屏里显示。
随着界面的不同,其功能也不同。
标注为“Help”的黄色键用于在线帮助,任何时候按键就能显示相应的文档。
右下角的数字键用于输入数据。
最左边,在标签“Machine/Screen Navigater”下面的键,控制手动运动以及输入数据时光标的位置。
标注“CUT”下面的两个键“STOP”和“START”用于切割程序的启动和停止.标注为“Floppy Drive”是1个3.5英寸1.44Mb的软盘驱动器。
而且小门背后有一个电位器用于调整显示器的亮度的对比度。
电位器在安装时用一次,除非该控制器用于特殊的温度环境.键盘功能手动模式时使用带绿箭头的按键使机器分别沿八个方向运动。
这些方向键在手动界面、暂停界面和板料对齐界面使用;也可在设置参数界面内移动输入焦点。
PREV/NEXT键可移动输入焦点,PAGE UP/DOWN键可滚动界面,而箭头键用于选择选项。
该键盘可以输入数字和字母。
直接输入为数字,按住与所需字母颜色相同的彩色(上箭头)键即可输入字母。
+、—号用于在多选框内增加或删除选项注意:如果软键旁边带有彩色的上箭头,则表示按住该颜色按键时会显示更多的软键按CANCEL键可以返回上级菜单但不保存按ENTER键可以返回上级菜单并保存修改。
按BACK SPACE键可以向前删除字符。
按SPACE键可输入空格,还可以更改信号状态或者更改选项状态。
4.割枪控制区:选择割枪,控制割枪升降!键盘与菜单功能下面是对控制器中菜单功能的简单描述。
这只是对功能的简单描述。
参考后面的操作部分可获得完整功能键的操作使用帮助屏幕控制器配备有易使用的帮助视窗功能。
只须按下黄色的“Help”按扭就可进入帮助屏幕。