球团厂配料造球自动控制系统的研制_硕士学位论文 推荐
- 格式:pdf
- 大小:821.24 KB
- 文档页数:66

基于PLC的自动配料系统设计摘要本文针对自动化配料系统的设计与实现展开研究,系统采用了PLC控制技术,以此来实现物料的自动配送,提高生产效率。
文中介绍了自动化配料系统的组成结构、PLC控制器选型、系统工作原理及软件开发等关键技术,为自动化生产提供了技术支持。
关键词:自动化配料系统;PLC控制技术;配料;软件开发;工作原理AbstractThis paper focuses on the design and implementation of an automatic batching system using PLC control technology to achieve automatic material delivery and improve production efficiency. The composition structure of the automatic batching system, PLC controller selection, system working principle, and software development are key technologies discussed. This provides technical support for automated production.Keywords: automatic batching system; PLC control technology; batching; software development; working principle一、引言随着工业自动化水平的提高,自动化生产逐渐成为了行业发展的趋势。
其中,自动化配料系统是一个比较重要的环节,对于提高生产效率和降低生产成本具有重要意义。
本文主要针对自动化配料系统进行研究,采用PLC控制技术,以此实现物料自动化配送控制,达到提高生产效率的目的。
毕业设计论文链篦机-回转窑球团烧结过程控制系统研究摘要随着我国球团生产技术的不断发展,特别是在生产中链篦机-回转窑设备的比例不断的加大,设备大型化是目前国内外球团生产的一个重要标志,是未来球团发展的总趋势。
结合实际本论文对链篦机-回转窑自动控制系统作了深入的研究,通过详细分析球团烧结的现场工艺、控制要求和过程特点,采用先进的自动控制技术完成球团烧结链篦机-回转窑自动化控制系统的设计。
通过设计使现场工作人员可以及时了解生产状况,从而有针对性的调整生产工艺参数提高生产质量。
结合鞍钢氧化球团生产工艺技术要求,应用西门子PROFIBUS-DP现场总线和以太网技术实现链篦机-回转窑球团烧结过程自动化的硬件组态、网络配置、集中管理和自动化控制功能。
此自动控制系统的软件设计采用模块化的设计思想,PLC控制系统采用STEP7来完成硬件的组态。
在控制系统中组态软件采用WinCC 6.0进行系统的集成,以满足在实际生产中的需要。
链篦机-回转窑球团烧结生产过程自动化系统的实施,提高了产品的产量和成品球团矿的质量,对提高球团企业的整体经济效益具有推动作用,同时为复杂工业过程控制提供了实用的方法。
关键词:球团烧结,PLC,WinCC 6.0,链篦机-回转窑D ESIGN OF G RATE-KILN P ELLETS S INTERING P ROCESSC ONTROL S YSTEMAbstractAlong with the development of domestic pellets production technique and unceasing proportion enlarge of grate-rotary kiln equipment, the large scale equipment is an important symbol presenting domestic and foreign pellet sintering plants, which is the general developing of pellets plants. The paper carries through research on the grate-rotary kiln automatic control system based on the analysis the pellets sintering technology, the control request and process characteristic. The advanced automatic control technology is adopted to complete the pellets sintering control system design. The production condition is promptly understood by talk with the operators. The paper unifies the production technology request of the oxide pellets sintering process in Anshan iron and steel company to design systematic hardware configuration, network configuration, the centralized management and the automation control function based on the Simens PORFIBUS field bus and the Ethernet technology. The design of systematic software adopts modularization concept. The system uses STEP7 to design PLC control system to complete hardware configuration. The configuration software uses WinCC 6.0 in the control system to carry on the system integration in order to meet the actual production need. The implementation of the automated system of grate-rotary kiln sintering production process enhances the product output and pellet quality, raises the economic efficiency, and provides the practical method for the complex industry process control. Keywords:pellets sintering integrated,PLC,WinCC 6.0,grate-rotary kiln毕业设计(论文)原创性声明和使用授权说明原创性声明本人郑重承诺:所呈交的毕业设计(论文),是我个人在指导教师的指导下进行的研究工作及取得的成果。


金属镁炉料球团压制自动控制系统的设计【摘要】本文一方面介绍了金属镁炉料球团压制控制系统的两种设计方案,一种是采用模拟电路与调速控制器相结合的方案,第二种是采用欧姆龙PLC、变频器与调速控制器相结合的方案。
经过现场的多次试验,方案二在稳定性及抗干扰性等方面都优于方案一,并且容易修改相关参数。
另一方面,在控制算法上对常规PID算法与改进后的PID算法(微分先行的不完全微分PID)做了仿真研究,得出改进后的PID算法在该系统中有更好的控制效果,并提出了下一步的工作规划。
【关键词】球团压制;控制系统;PLC变频调速;PID算法仿真1.引言1.1 项目背景随着科技、经济的迅速发展,各行业的生产都在向自动化、智能化方向发展,一方面提高生产效率及产品质量,另一方面为降低生产成本,增强竞争能力。
但在高耗能、高污染的金属镁产业的生产过程中,球团压制过程仍旧是人工调节,自动化程度极低,基本都是人工调节,对人力资源需求大且产能无保障等缺点,因此应某金属镁企业的要求开发稳定性高、实用性强的自动控制系统。
1.2 金属镁球团压制工艺国内金属镁的生产大多采用皮江法,即首先将白云岩(沉积碳酸盐岩)煅烧后与硅铁、萤石混合制成球团,再在1100℃真空炉内加热进行还原,生成镁蒸气及其他物质,再将镁蒸气冷凝回收铸成镁锭。
现在我们需要开发的是关于球团压制的控制系统。
图1.1为球团压制设备示意图:图1.1 球团压制设备示意图由图1.1可知,该机构主要由给料螺旋机、预压机和压球机三部分组成。
给料螺旋机将料仓内的料输送到预压舱内,通过调节预压机的转速尽而控制出料量,出料量的多少直接影响着压球机的电流,即主机电流,长期的生产实践表明,当料充足时主流增大,否则减小,只有在保证主机电流维持在一定强度范围之内,球团质量及生产效率才能提高。
压球机是由一对带有均匀凹槽的石辊组成,通过油压系统来控制两个辊子之间的距离,在生产过程中两者之间的距离是固定的。
目前螺旋机和预压机的转速都是由人工根据主机电流的大小来调节的,其系统框图如图1.2所示:图1.2 人工调节系统框图该系统实质上是一个电磁调速系统,通过调节预压机和螺旋机的转速经过传动装置达到调节主电机的电流,由图可知该系统是一个局部闭环而整体开环的控制系统。
河北工业职业技术学院毕业论文论文题目:球团矿的生球制备及其工艺过程系别金属材料工程系专业年级06冶金技术学生姓名房铁林学号 28 指导教师贾艳职称副教授日期2009年5月30日河北工业职业技术学院毕业设计(论文)任务书课题名称球团矿的生球制备及其工艺过程专业冶金技术班级06-2姓名房铁林学号28一、毕业论文(设计)目的:1、学生应在指导教师指导下,独立完成冶金生产中某一课题的调查研究工作,并整理分析所搜集的资料,最后撰写出毕业论文。
2、在毕业论文中能综合运用所学的知识。
3、通过毕业论文的撰写使学生学会围绕课题进行调研,收集整理资料,并锻炼分析问题、解决问题的能力,掌握冶金生产工作的一般程序、内容和方法。
4、培养实事求是、扎扎实实的工作作风和严肃认真的科学态度。
5、论文格式、字数符合河北工院毕业论文撰写规范。
二、毕业论文(设计)时间进度安排:论文(设计)按五周计算:第一周:熟悉毕业论文任务书,在指导教师的帮助下对该论题进行初步调研分析,查阅相关文献资料。
第二周:完成论文框架的构建,并提交论文写作大纲。
第三~四周:完成论文初稿写作。
第五周:经指导教师的审阅完成论文的定稿及写作,准备参加论文答辩。
三、计划答辩时间:2009年6月9日~6月11日指导教师(签字):毕业实践领导小组组长(签字):年月日年月日河北工业职业技术学院毕业设计(论文)成绩评定表目录摘要 (5)文献综述 (5)1球团矿的概述 (5)1.1球团生产在钢铁工业中的地位及作用 (5)1.2国内外球团工业现状及发展概况 (6)1.3球团方法及分类 (8)2 造球理论基础 (9)3造球 (10)3.1造球基本原理 (10)3.2圆盘造球机的工作原理与结构 (11)3.2.1圆盘造球机工作原理 (11)3.2.2圆盘造球机的结构 (12)3.2.3圆盘造球机的基本操作方法 (14)4影响造球的因素 (14)4.1原料对造球过程的影响 (14)4.2工艺条件对造球过程的影响 (16)5造球过程中常见事故及处理方法 (18)5.1停水、停机事故处理 (18)5.2断料事故处理 (18)6生球性能及其检测方法 (18)6.1生球性能要求 (20)6.2生球性能检测方法 (22)结论 (23)参考文献 (24)致谢 (24)摘要目前,全世界范围内,欧美等国铁矿石的入选比为83%—93%,而我国高达95%以上的铁矿石需进行预先选矿,因此,人造块矿产量及高炉燃料率呈逐年上升趋势。
现场总线下的球团过程综合自动化系统研究[摘要]:通过对现场总线控制系统概念的了解,应用到球团厂的生产,实现了球团厂的工业的自动化、数字化、智能化、可以有效地提高球团产品的质量,降低了生产成本,增加了厂里的效益。
[关键词]:现场总线自动化造粒中图分类号:tq056 文献标识码:tq 文章编号:1009-914x(2013)01- 0046-01 随着科学技术的发展,计算计算技术的出现,极大的促进工业的发展,同时节省了不少的劳动力创造了很多的价值,社会的发展离不开工业的发展。
为了更好地提高工业技术的发展,控制工业的发挥巨大的作用,将计算机技术、控制技术、网络技术等相关技术结合一体化发展,实现了工业控制生产的智能化、网络化、数字化,极大的促进了工业技术的发展,已成为工业竞争的一种优势,可以减少很多成本,减少劳动力,解放了工人的生产力,增加了企业的经济效益,让企业具有很强的竞争力。
随着工业技术的发展,计算机控制技术也逐渐从集散控制系统总线现场总控制系统,极大的改善了工业的智能化、数字化。
现场控制系统是集计算机技术、网络通信技术、自动化技术为一体的系统,具有很好的控制性,是全自动控制生产的热点,成为了工业自动化的里程碑。
1.现场总线的概念按照国际电工委员会的定义:现场总线是安装制造和过程中的现场设备和安装在控制室的设备进行数字化、智能化的连接,形成多点通信的数据总线。
以现场总线技术控制系统为基础可以发散的连接其他的设备或控制室,逐步形成全数字化、自动化的分布控制系统成为现场总线控制系统。
现场总线不仅是一种网络数据的传输,还是一种控制系统的连接线。
控制着整个工业的生产,具有很高的安全性、可靠性、实用性,由于采用总线协议,具有很强的数据分析能力,提供的数据也具有很高的完整性,从而实现了对数据的采集,分析,处理,得出一定的处理方法,具有很好的可操作性。
可以在总线系统控制下去连接智能传感器、智能处理器、智能执行机构、信号处理器、信息处理设备等等,从而使得工业化具有很高的数字化、智能化,也实现了对工业控制的网络现代化,有效地改善了企业的生产方式,可以减少企业的环境污染,节能减排。
邯钢200万t球团生产线工程自动化控制系统的设计与应用摘要:文章介绍了邯钢200万t氧化球团厂链篦机—回转窑生产线的工艺设计及特点,论述了球团生产过程中的配料、混合、造球、焙烧、冷却、成品等各个环节,详细介绍了自控系统的硬件组成、软件功能、通讯网络以及冗余系统的优点。
关键词:氧化球团;链篦机;回转窑;PLC邯郸钢铁集团公司年产200万t氧化球团生产线于2004年建成投产,为邯钢提供高质量球团矿,可以满足邯钢对酸性炉料的需求,使高炉入炉炉料结构更加合理,提高高炉利用系数,降低生铁成本,对邯钢高炉生产起到了积极作用。
1工艺特点球团生产的工艺流程包括精矿配料、精矿干燥、辊压、膨润土与灰尘配料、混合、造球、生球布料、生球干燥、预热、氧化焙烧、冷却及成品输出等。
1.1铁精矿配料系统设6个精矿配料槽,铁精矿用胶带机从原有FZ18转运站转运至精矿配料槽,精矿配料槽下设变频调速圆盘给料机及皮带秤,以实现配料自动化。
矿槽设料位显示,高低料位报警。
矿槽下段设弹簧支撑振动装置,以保证矿槽下料顺畅。
1.2精矿干燥系统精矿水分一般在10%左右,高于成球水分,因此设置了精矿干燥系统,采用一台规格为Φ3.6×31 m的圆筒干燥机,利用高炉煤气作为热源,将铁精矿100%干燥。
另外设计了旁路系统,当精矿水份满足造球要求、不需要干燥时,可由旁路系统将精矿运至下一道工序。
1.3辊压和除尘灰、膨润土配料系统选用了一台处理能力为350 t/h的进口高压辊压机,将铁精矿细磨,改善物料表面活性和提高生球强度。
经高压辊压后的物料,通过皮带秤给到去混合室的集料皮带上,继而接受膨润土和除尘灰的配料后送往混合室。
采用进口立式强力混合机,达到混匀目的。
1.4 造球系统造球室设置9台Ф6.0 m圆盘造球机,经混合后的混合料用胶带机运至造球室混合料矿槽,矿槽均设有称重料位计,槽下设备采用调速圆盘给料机和电子皮带秤,造球机的给料量可按设定值自动控制。
(19)中华人民共和国国家知识产权局(12)发明专利申请(10)申请公布号 (43)申请公布日 (21)申请号 201811194347.9(22)申请日 2018.10.15(71)申请人 华北理工大学地址 063000 河北省唐山市曹妃甸新城渤海大道21号(72)发明人 韩阳 杨爱民 李杰 张玉柱 张欣 刘卫星 张友志 周旭 任翠环 (74)专利代理机构 北京高沃律师事务所 11569代理人 程华(51)Int.Cl.G06Q 10/04(2012.01)G06Q 50/02(2012.01)G06N 3/04(2006.01)(54)发明名称一种球团原料最佳配比的自动推荐方法(57)摘要本发明公开一种球团原料最佳配比的自动推荐方法及系统。
所述推荐方法包括获取配比变量;将所述配比变量x t 进行广义回归神经网络预处理,获得广义神经网络输入变量;将所述广义神经网络输入变量输入到基于广义神经网络的球团矿抗压强度预报模型f中,获得球团矿抗压强度预报值;根据所述球团矿抗压强度预报模型f采用天牛搜索算法确定所述球团矿抗压强度预报值f的最大值f bst 与对应的配比变量值。
构建了最佳配比智能推荐模型,智能推荐的最佳配料方案提升了熟球的抗压强度。
权利要求书3页 说明书11页 附图2页CN 109242210 A 2019.01.18C N 109242210A1.一种球团原料最佳配比的自动推荐方法,其特征在于,所述推荐方法包括:获取配比变量x t=[x1,x2,x3,x4,x5,x6]T,x1表示SiO2的质量占比,x2表示CaO的质量占比,x3表示MgO的质量占比,x4表示Al2O3的质量占比,x5表示焙烧时间,x6表示焙烧温度;其中t的取值为0,1,2,......,t max;将所述配比变量x t进行广义回归神经网络预处理,获得广义神经网络输入变量;将所述广义神经网络输入变量输入到基于广义神经网络的球团矿抗压强度预报值f 中,获得球团矿抗压强度预报值;根据所述球团矿抗压强度预报模型f采用天牛搜索算法确定所述球团矿抗压强度预报值f的最大值f bst;根据所述球团矿抗压强度预报值f采用天牛须搜索算法确定球团矿抗压强度最大值f bst所对应的自变量的值x bst。
球团矿自动配料系统的设计与实现(1.鞍山市工业研究院,辽宁鞍山114001;2.鞍山市房屋产权登记发证中心,辽宁鞍山114001)简要介绍了宝得公司80万吨球团矿自动配料系统。
重点对该系统的上料、配料、报警等功能进行介绍。
系统运行稳定、可靠,大大提高了配料质量、提高了生产效率。
标签:球团矿;自动配料;系统PI调节0 引言配料是球团矿生产的重要工序。
配料质量的优劣,直接关系球团矿的生产效率和产品质量。
为满足生产需求并全面提高球团矿生产工艺的自动化、智能化水平,宝得公司80万吨球团矿项目采用智能配料系统,运用PI调节器把实际流量和设定值进行比较,实现了配料比例的自动修改和相关设备的自动连锁开/停机控制。
1 工艺简介配料系统通过主控室上位机的监控画面对整个系统的设备进行监控(配料工艺见图1),监控内容包括料仓、皮带秤、拖料皮带等设备启、停及运行状态等。
根据工艺需要整个控制系统采用远程控制与现场操作箱控制相结合的控制思想。
现场配料室有4个精矿粉仓位、2个皂土仓位,配料采用电子皮带秤拖动配料。
当操作员在监控画面选择好仓位、在配料单输入总配料量并完成配比、系统顺序联锁启动后,配料系统自动采集已选仓位下运行皮带秤的实际流量并与设定值比较,通过调试好程序中PI调节器运算,控制每台秤对应变频器的频率,使之与给定量相符,精确可靠的完成配料过程。
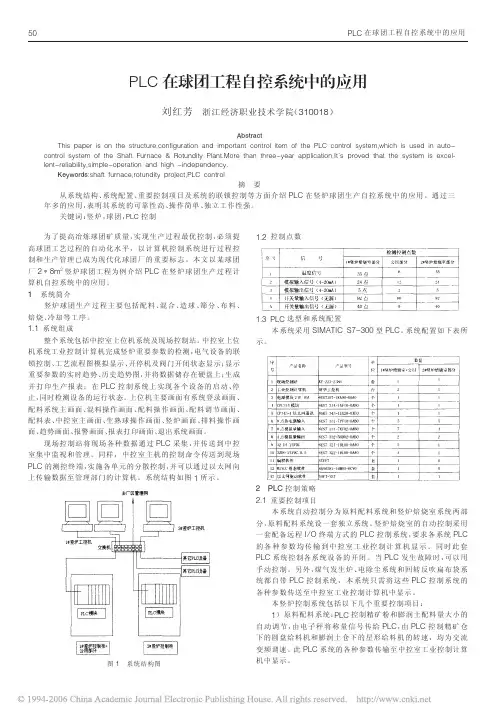
2.1 控制系统组成为了保证整个系统安全可靠及生产的连续性,提高自动化水平,适应链篦机——回转窑工艺要求。
控制系统采用施耐德Quantum 140系列可编程逻辑控制器(PL C)为核心的控制部件、以太网远程I/O模块通讯,编程软件选用Consept 2.6,组态软件使用InTouch 9.5。
2.2 控制系统实现(1)上料控制。
在现场配料室,各料仓均安装料位计以便给料时自动检测料仓料位,一旦达到设定料位的上限值或下限值,主控室的监控画面会产生报警信号,现场配料室的报警设备同时启动,这样就同时提示了主控室操作员及配料室操作工停止供料。