T0,0,AqS0r
232t
Ø激光功率密度过高,材料在外表汽化,不在深层熔化;激光功率密度过低, 则能量会集中到较大的体积内,使焦点处熔化的深度很小
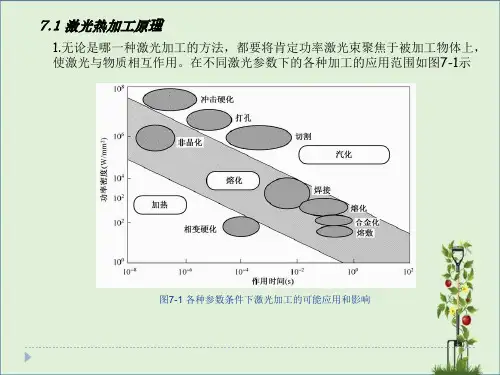
7.1 激光热加工原理
(4) 激光等离子体屏蔽现象 Ø激光作用于靶外表,引发蒸汽,蒸汽连续吸取激光能量,使温度上升,最终 在靶外表产生高温高密度的等离子体。等离子体快速向外膨胀,在此过程中连 续吸取入射激光,阻挡激光到达靶面,切断了激光与靶的能量耦合。 如图7-2所示,为等离子云变化的过程
Ø简化:假设半无限大〔即物体厚度无限大〕物体外表受到均匀的激光垂直照 射加热,被材料外表吸取的光功率密度不随时间转变,而且光照时间足够长, 以至被吸取的能量、所产生的温度、导热和热辐射之间到达动平衡,此时圆形 激光光斑中心的温度可以由下式确定
T0, AP
r0t
7.1 激光热加工原理
(2) 材料的加热 假设光照时间为有限长(s),考察点离开外表的距离(cm)也不为零,此时圆形激 光光斑中心轴线上考察点的温度为
图7-14离焦量对打孔质量的影响
7.3.1 激光打孔
3. 激光打孔工艺参数的影响 ※ 脉冲激光的重复频率对打孔的影响
用调Q方法取得巨脉冲时,脉冲的平均功率根本不变,脉宽也不变,重复频率越高 ,脉冲的峰值功率越小,单脉冲的能量也越小。这样打出的孔深度要减小。
※ 被加工材料对打孔的影响 材料对激光的吸取率直接影响到打孔的效率。由于不同材料对不同激光波长有不同 的吸取率,必需依据所加工的材料性质选择激光器。
7.3.1 激光打孔
1.激光打孔原理:激光打孔机的根本构造包括激光器、加工头、冷却系统、数控 装置和操作面盘〔图7-13〕。加工头将激光束聚焦在材料上需加工孔的位置,适 中选择各加工参数,激光器发出光脉冲就可以加工出需要的孔。