- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
提交8D报告.
当市场上发现有重复发生的产品缺陷时须提交8D报告. 当ORT(Ongoing Reliability Test)可靠性测试过程中发现缺陷时须提交 8D
报告.(如高温、低温、振动试验 、机械冲击测试 、盐雾测试 、跌落测试等)
IPQC在同一生产现场连续发现三个位置相同不良现象或
三个原因相同不良现象
验证(DOE设计实验、PPM分析、控制图等)
确定并验证根本原因
对问题之何以发生,指出其一切可能形成 的原因.再分別针对每一可能原因予以测 试,以验证真正之根因.然后找出消除该项 根本原因的各项纠正措施。
评审所有的 过程,考虑所 有的变异来源
分析最有可能的根 本原因
采用适当的统计 方法对资料进行 分析
5、确定及 验证纠正措施
1、成立小组
选择最有可能 的原因
6、执行永久 纠正措施
2.清楚 描述问题
最有可能的原因 是否是根本原因
7、避免再发生
3.执行和验证 临时措施
4、确定并验证 根本原因
8、恭贺小组
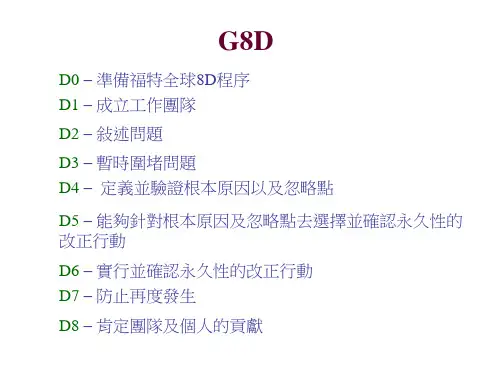
8D实施步骤解读
成立小组
邀请具备产品及制程知识、能支配时间, 且拥有职权及技能的人士,组成一个小组, 解决所见问题及采取纠正措施.此小组应 指定一位小组领导人员。
8D内容涉及的概念
首先要分清楚什么是
纠正 纠正措施
预防措施
ISO 的定义-1
Correction纠正
(3.6.2)为消除已发现的不合格(3.6.2)所采 取的措施
注1:纠正可连同纠正措施(3.6.5)一起实施。 注2:返工(3.6.11)或降级(3.6.8)可作为纠正的
示例。
面对问题应群策群力, 互相帮助、相互提拔、 如此才能彻底解决问题。
所谓“八个步骤”,其每个步骤意义及其流程请 参阅附图.该图虽已列出解决问题的各个步骤, 但各个步骤的先后順序可视问题的困难度及复 杂程度而异,不必拘泥于图示順序.且问题解决 经过应有书面记录.
如:某一问题发生及团队组成时,可能制造人员 已经先行采取临时对策,惟其永久解决方案,则 可能尚需小组人员的共同参与,经多方研讨后才 能产生。
要对那些需要长期纠正措施来解决的缺陷采取行动时,
须提交8D报告.
被相关程序文件明确要求提交8D报告时.
提交8D报告时间要求
在发现问题的24小时内,提交包含所采取的暂时措施 描述的8D报告.
在发现问题的72小时内,提交包含问题发生原因的初步分析 的8D报告.
8D的实施步骤及流程
了解问题
识別可能原因
当验证永久对策有效后,即可以停止临时措施。
针对选定的纠正措施
修正衡量指标以及 对现行的质量控制 模式进行工程变更
利用三十天的数据 (如SPC或推移图) 來进行确认
建立纠正措施 执行计划 审核改版的 设计FMEA 审核改版的 过程FMEA
识别设计或生产过程 中的主要、安全、 经过推移图和初次的 关键特性 测量來停止临时措施
3.执行和确认临时措施
品保课立即派员到浙江精密机械厂检 查全部20μMHT机用膜,并挑出有问题 的膜。(许丽 完成日期06/11/05)
对挑选出的破损20μMHT机用膜运回公 司,按数补给浙江精密机械厂。并确 认补货后的情况。 (许丽 完成日期06/11/05) 对现有生产、贮存、出货的20μMHT机 用膜进行全数检验。 (许丽 完成日期06/11/05)
执行和验证临时措施
根据问题的性质,确定并执行相应的临时 措施,以控制外界/内部客户问题发生的效 应不致扩大,直到永久措施执行。 验证所采取临时措施的效果。
提示: 执行暂时对策若真正原因还未找到,暂时用什么方法可以最快 地防止问题?如全检、筛选、将自动改为手动、库存清查等。 暂时对策决定后,即立刻交由团队成员带回执行。
针对根本原因
群策群力、脑力激荡 提出所有可能的纠正 措施
必要时,考虑选择 方案所涉及的风险
生产前小批试验 纠正措施
确定可行有效的 纠正措施 选择最佳方案
Key point:
决策,选择最佳措施
验证
管理层承诺执行永久纠正措施
执行永久纠正措施
执行永久性的纠正措施,应注意持续实施控制, 以确保根本原因已经消除.并应监视纠正措施的 长期效果;必要时采取补救措施。
通知所有相关人员
针对避免再发生进行 各项必须的变更
标准化新的执行方式
Key point:
选择预防措施
验证有效性 决策
组织、人员、设备、环境、材料、文件 重新确定
恭贺小组成员
恭贺小组的每一成员:问题解決完成 后,应对小组成员的努力予以肯定.
恭贺小组成员
对所有积极参与的小组成员 进行适当的承认
8D—问题改善手法
案例说明
0. 问题的提出
2006 年 11 月 4 日客户 — 浙江某机械制 造公司投诉,在其包装车间对“ALT5 检测器”进行包装时 , 使用公司的 MHT 机用膜时一拉就断裂 , 并发现使 用的机用膜端口破裂。 造成 ALT-5 检测器包装工作进度延误, 要求派人处理。
何时采用8D
并不是要求每一件发生的问题都必须采取8D方法。 而是针对重复发生的,一直没有解决的比较重大的 问题。 针对客户要求回复的客诉抱怨。
下列情形可采用8D
当客户在工厂现场的稽核中发现不合格项或缺陷时, 对于
严重不良,主要不良及重复发生的次要不良须提交8D报告.
OQC发现严重不良,主要不良及重复发生的次要不良时须
效果不同:纠正是对不合格的处置,不涉及不合格工 作的产生原因,不合格可能再发生,即纠正仅仅是 “治标”。纠正措施可能导致文件、体系等方面的更 改,切实有效地纠正 措施由于从根本上消除了问题 产生的根源,可以防止同类事件的再次发生,因此就 纠正措施是“标本兼治”。
纠正措施与预防措施的区别
纠正措施: 为消除已发现的不符合或其他不期望情况(ISO 9000: 2000, 条款 3.6.5) 的原因所采取的措施。 预防措施: 为消除潜在的不符合或其他潜在不期望情况的原 因所采取的措施。(ISO9000:2000 条款3.6.4) 根据预防措施的定义, 它是不适用于已经发现的不符合的。 但是, 对发现的不符合进行分析可能使组织在更大的范围内 识别到组织内的其他方面潜在的不符合, 为预防措施的制订 提供输入。
4.识别并验证根本原因
4.1 识别可能原因(因果图) 4.2 选择最有可能的原因(矩阵图) 4.3 确定根本原因
何谓 5W2H
Who:Identify customers complaining What:Identify the problem adequately and accurately When:Timing when did the problem start Where:Location where is it occurring Why:Identify known explanations How:In what mode or situation did the problem occur? How many:Magnitude 的陈述来采 取临时遏制措施
←选择 ←事先验证 ←执行
在每一个过程点停止 缺失并将其退回原处
←确认产品以及让客戶 不满意已不存在
确认临时措施采取后是否 完全有效
←执行后的确认
Key point:
评价紧急响应措施 找出和选择最佳“临时抑制措施” 决策 实施,并作好记录
应用特性要因图來 了解所有的可能原因
决定需要什么样的资 料以识别可能的原因 为一根本原因
列出所有可能的原因
收集适当的资料信息
根据资料显示 确定根本原因
Key point:
评估可能原因列表中的每一个原因
原因可否使问题排除
验证
选择及验证永久纠正措施
针对真正的原因,大家群策群力、脑力激 荡,并提出纠正措施,每一纠正措施最好 有其他选择方案,运用生产前试验方案, 用计量方式验证何项纠正措施可以解決客 戶的问题,而不致引发不良的副作用.必要 時,应进行一項风险评估,以确认是否需采 补救措施。
清楚描述问题
将所遭遇的外界/内部客户问题,以计量方 式,确认该问题的人,事,时,地,如何,为何,及 多少(即所谓5W,2H)。
提示: 描述问题向团队说明何时、何地、发生了什么事、严重程度、 目前状态、如何紧急处理、以及展示照片和收集到的证物。 想象你是FBI的办案人员,将证物、细节描述越清楚,团队 解决问题将越快。
8D方式
此方式是团队运作导向以事实为基础,避免 个人主见的介入,使问题的解决能更具条理 此方式宜由公司各部门人员的共同投入,求 得创造性及永久性的解决方案。
此方式可适用于任何问题,而且能促进相关 目标的各部门间有效的沟通。
8D 精神
面对问题不可以各自为 政、自我本位主义,否 则将无法有效解决问题。
何谓5W2H
何人 何事 何时 何地 为何 如何 多少 :识别哪一个客户在抱怨 :适当、精确地识别问题 :从什么时候问题开始发生 :什么地方发生问题 :识别已知的解释 :在什么模式或状态下发生这问题 :量化问题的程度
Key point:
收集和组织所有有关数据以说明问题 问题说明是所描述问题的特别有用的数据的总结 审核现有数据,识别问题、确定范围 细分问题,将复杂问题细分为单个问题 问题定义,找到和顾客所确认问题一致的说明,“什么 东西出了什么问题”,而原因又未知 风险等级(严重程度)
8D的概念 8D采用时机及时间要求 8D实施步骤 8D关键点 8D案例说明 8D实例演练 8D过程中常见的问题
8D方法
8D:所谓8D方法(eight disciplines),又 称团队导向问题解决步骤,是福特公司处 理问题的一种方法,亦适用于制程能力指 数低于其应有值时有关问题的解决。