水溶液全循环法尿素解吸改水解降压投运简介
- 格式:pdf
- 大小:275.34 KB
- 文档页数:4

水溶液全循环法尿素工艺流程概要尿素(H2NCONH2),又称脲或碳酰胺,白色晶体,相对分子质量在60.055。
尿素大量存在于人类和哺乳动物的尿液中。
尿素溶于水、乙醇和苯,几乎不溶于乙醚和氯仿。
尿素含氮量居固体氮肥之首,达46%以上为中性速效肥料,施于土壤中不残留使土壤恶化的酸根,而且分解出来的二氧化碳也可为植物所吸收。
尿素在工业上的用途亦很广泛,可用于制造脲醛树脂、聚胺酯等高聚物的原料,(用作塑料、喷漆、粘合剂)。
还可作多种用途的添加剂(用作油墨材料、黏结油等),尿素还可用于医药、林业、制革、动物饲料、石油产品精制等方面。
第一座以氨和二氧化碳为原料生产尿素的工业装置是德国法本(I·G·Farben)公司于1922年建成投产的,采用热混合气压缩循环。
1932年美国杜邦公司(Du pont)用直接合成法制取尿素氨水,并在1935年开始生产固体尿素,未反应物以氨基甲酸铵水溶液形式返回合成塔,是现今水溶液全循环法的雏形。
中国的尿素工业发展始于1958年,先由南京永利宁厂建成日产10吨尿素的半循环生产法装置,其后又在上海吴泾化工厂建成年产1.5万吨的半循环法装置。
1975年中国第一套二氧化碳汽提法装置亦在上海吴泾化工厂建成投产。
20世纪70年代以来,我国兴建年产30万吨合成氨、52~60万吨尿素联合生产装置的大型化肥生产厂。
至今已建成30余套大化肥生产装置,成为我国主要生产尿素的基地。
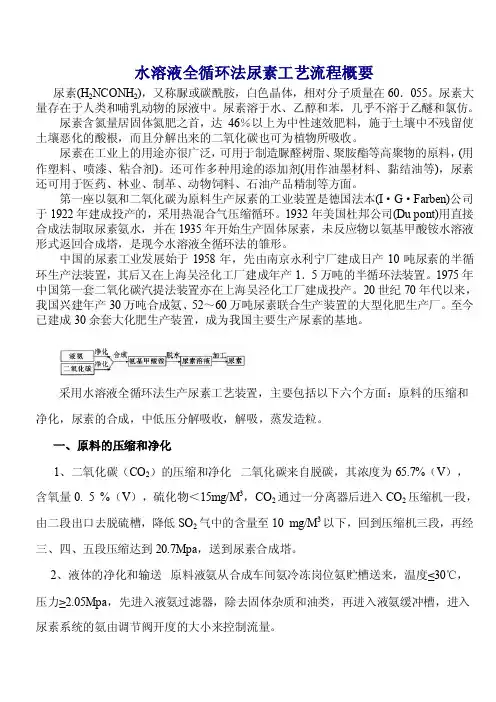
采用水溶液全循环法生产尿素工艺装置,主要包括以下六个方面:原料的压缩和净化,尿素的合成,中低压分解吸收,解吸,蒸发造粒。
一、原料的压缩和净化1、二氧化碳(CO2)的压缩和净化二氧化碳来自脱碳,其浓度为65.7%(V),含氧量0. 5 %(V),硫化物<15mg/M3,CO2通过一分离器后进入CO2压缩机一段,由二段出口去脱硫槽,降低SO2气中的含量至10 mg/M3以下,回到压缩机三段,再经三、四、五段压缩达到20.7Mpa,送到尿素合成塔。
前言中国尿素中间试验装置(3000 t/a)于1958年在南京化肥厂建成投产,因此至今年中国尿素工业化生产整整50年了。
试验是从水溶液半循环法开始的,吨尿尾气中氨量为650 kg左右,后发展到高效半循环,即一段分解气中氨回收利用程度有所提高,但尾气中仍有176 kg氨。
1960年我国引进前苏联10 kt/a不循环法尿素装置在太原化肥厂投产。
1962年南京永利宁厂半循环装置通过国家技术鉴定。
根据此工艺由化四院设计的2套40 kt/a半循环法装置先后在上海吴泾化工厂和浙江衢州化工厂投产。
1966年我国引进荷兰Stamicarbon公司的两套80 kt/a水溶液全循环工艺装置在泸州天然气化工厂投产,同时化四院利用上海化工研究院测试的水溶液全循环法工艺技术数据,并借鉴进口装置的设备结构,自行设计了80 kt/a和110 kt/a尿素装置(整个装置的设备也均由国内生产),于1966年11月在石家庄化肥厂投入生产。
该厂因**干扰,试完车后就停车。
直至1970年1月,湖南湘江氮肥厂新建的45 kt/a合成氨配80 kt/a尿素装置投产,可以说这是国产化的第一套水溶液全循环法工艺装置,采用的是预分离工艺,衬里式合成塔(内径1.4 m)由上海锅炉厂试制,这也是国产第一台尿塔,一吸塔精洗段为浮阀塔,也是第一台。
笔者组织和指挥了中国第一套国产化尿素装置的投产,并不断地改进和完善,使装置运转正常化。
上世纪70年代开始至80年代初,我国建设80~110 kt/a中型规模的尿素装置有32个厂,38套(包括两套进口),称前38套。
这期间不断对中尿设计进行修改,前后共有四个版本。
第四版是较为完善的一个版本,如浙江衢化、江西氨厂等都使用此版本建设。
1986年我国尿素工业掀起了一个新的发展**,即众多的小氮肥厂进行改产尿素的技术改造,使小氮肥厂发生了质的变化,首先3套40 kt/a水溶液全循法小尿素试验装置在山东邹城、平度和河南辉县相继投产,特别是由笔者带队开车的辉县装置一次投产成功,给当时占我国合成氨产量50%的小氮肥厂由碳铵改产尿素展现了美好的前景。
水溶液全循环尿素节能扩产改造分析内蒙古乌拉山化肥有限责任公司是我国第一批中型氮肥企业之一,经过扩产技术改造,生产规模从年产6万吨合成氨扩产到年产28万吨合成氨,从两套年产4万吨尿素扩产到两套13万吨尿素,使企业的生产规模得以不断提高,消耗大幅度下降,抗风险能力增强。
1 改造前尿素装置存在的主要问题及其改造措施内蒙古乌拉山化肥有限责任公司原有两套4万吨/年水溶液全循环尿素生产装置,该装置合成塔CO2转化率较低,预蒸馏塔传质、传热效果不佳,一吸塔超负荷运行,造成生产负荷加不上,消耗也特别高。
针对尿素装置存在的问题,公司在2005年进行了尿素装置的扩产技术改造,采用了双塔并联流程来提高生产效率和产量,同时,对其它存在问题的部件了也进行相应的改造,经过对两套装置的扩产技术改造,尿素总产量达到了26万吨/年生产能力。
2 技术改造的实施水溶液全循环法生产尿素的主要生产过程为:来自合成氨净化脱碳工段的CO2经压缩后送往尿素合成塔,液氨用泵打入尿素合成塔与CO2进行反应,生成尿素。
从合成塔出来的尿液减压后进入中压系统分解器,使溶液中游离的NH3和CO2气化,尿素溶液去低压分解器;从中压分解出来的尿液送入低压分解,减压后送闪蒸槽,低压分解出来的气体均进入低压冷凝器,冷凝器出来的气体送中压吸收塔,未冷凝气体进入尾气吸收塔,尿素送真空蒸发器,浓缩后的尿液送造粒塔造粒,解吸塔出来的气体去低压冷凝器,解吸废液采用加压水解将尿素分解成CO2和NH3,回收的NH3返回制尿素。
工艺流程见下图;经过充分分析和论证,对两套尿素生产装置进行了大幅度的扩产节能技术改造,具体分析如下:2.1 尿素合成部分改造塔内件的改造。
企业的尿素生产装置采用的是水溶液全循环生产工艺,使用一台容积为17立方米的尿素合成塔,在产量提高时,出现了CO2转化率下降,消耗高等问题。
经过对国内已经成功应用于尿素合成塔的各种塔板进行对比、分析后,决定采用球帽型塔盘对合成塔进行改造,将原塔内的三层旋流板和三层多孔板,减少了一层多孔板,增加了八层球帽塔盘。
水溶液循环法在尿素工艺技术中的发展与改进摘要:尿素对于农业生产具有十分重要的增产作用,我们这样一个人口众多的农业大国,粮食的增产增收更是具有十分重要的意义,因此,尿素的研究也在很长的一段时期内受到人们的关注,“十五”规划中,我们国家把“水溶液全循环尿素装置节能增产改造工艺软件包开发研究”专题列入了重大科技攻关项目,经过近些年的研究和努力,水溶液全循环法在尿素工艺技术中的发展与应用也越来越广泛。
关键词:水溶液循环法尿素工艺技术发展改进水溶液循环尿素工艺技术经过多年的发展,已经变成一个具备有高效热能回收功效的新的工艺技术,目前由于其一系列节能环保功效正好符合社会可持续发展以及绿色发展的要求,这一技术在尿素的生产中得到了广泛的发展与应用,大大提高了尿素的产量。
未来,这一技术将会更加成熟,其应用与发展范围也会越来越广泛。
文章针对水溶液循环法以及水溶液循环法在尿素工艺技术中的发展与应用进行回顾,进而对水溶液循环尿素工艺技术的未来发展前景进行展望。
一、水溶液循环法概述1.水溶液循环法的发展概况水溶液循环法在我国历经数十年的发展,目前已得到广泛应用并在原有基础上实现了新的突破。
具体表现在传统的水溶液循环法经过发展及创新已经成为一项低污染、低能耗、安全高、且热能回收功效十分显著的工艺生产技术。
并且随着科学技术的进步,这一技术在未来还将迎来更加广阔的发展与应用空间。
2.水溶液循环法的基本工作流程我们首先对水溶液循环技术进行简单的介绍,具体来说,水溶液循环法就是指在原有的预分离——预蒸馏流程改造传统的水溶液循环尿素生产装置的基础上,不再使用高压循环圈,只是在中压循环系统内开发甲胺冷凝热能回收的一种新型技术。
通过这种工艺技术的应用以及对原有工艺生产技术的改进,可以实现尿素产量的提升,安全性能高,并且对环境的保护相比于原来的工艺生产技术来说更加有利。
水溶液循环尿素生产工艺技术的基本工作流程如下:总的来说,水溶液循环工艺技术由高压合成、循环回收、蒸发、解吸水解等几个工序共同组成。
尿素装置解吸水解系统的技术改造及实效姜桂明; 崔猛【期刊名称】《《工业用水与废水》》【年(卷),期】2019(050)005【总页数】3页(P39-41)【关键词】尿素; 解吸水解系统; 技术改造; 解吸废液; 减排【作者】姜桂明; 崔猛【作者单位】鲁西化工集团股份有限公司山东聊城 252211【正文语种】中文【中图分类】X703.3鲁西化工集团股份有限公司采用水溶液全循环法生产尿素,生产能力约为800 kt /a,尿素生产过程中产生大量解吸废液。
由于该废液中含有少量的尿素及氨,成为尿素装置外排水中主要NH3-N 污染源,公司不得不将解吸废液送至污水处理厂进行处理,这无形中增加了企业生产成本。
目前,对解吸废液的处理方法有很多,如中国石油集团东北炼化工程有限公司将尿素生产污水送至污水处理厂采用SBR-BAF 组合工艺进行处理[1];北京拓凯化工技术有限公司利用解吸废液与反渗透浓盐水的不同特点将二者混合调配后回用作循环冷却水系统补充水[2];山东恒通化工股份有限公司使用多介质吸附催化过滤器、石英砂和瓷砂、特种树脂对解吸废液进行处理后送往造气炉夹套产蒸汽[3];西安石油大学通过将解吸塔的塔盘更换为立体高效传质CTST 塔板、对溢流堰等设备附件进行改造,解决解吸废液排放不达标的问题[4];陕化化肥股份有限公司采用尿素一段蒸发气相洗涤回收加解吸-水解相结合的尿素工艺残液处理工艺,使尿素系统废水基本达到零排放[5];华鲁恒升化工股份有限公司将尿素解吸废液替代锅炉给水,作为碳一气化装置的高压密封水[6];徐州水处理研究所采用“直接回用,水质平衡”的处理工艺,将处理后的解吸废液用于造气炉夹套副产蒸汽[7];陕西陕化化工集团有限公司采用增加后解吸塔、并串联高效卧式水解槽工艺用于提高工艺残液的处理能力,并实现工艺残液达标外排[8]。
工艺残液经解吸水解系统处理后形成的,解吸废液中仍含有少量的尿素、氨、 CO2和缩二脲[6],如何回收利用解析废液中的有效成分成为企业考虑的重点。
水溶液全循环法尿素装置改造总结陈志伟;陈慧玲【摘要】Aiming at the problems about urea plant , such as low CO 2 conversion rate in urea convertor , heavy load of medium pressure system , high ammonia and steam consumption etc ., we do developing potential and revamping to increase production and decrease consumption .%针对尿素装置存在的合成塔 CO2转化率低、中压系统负荷重、氨耗及汽耗高等问题,进行挖潜改造,达到增产降耗的目的。
【期刊名称】《化工设计通讯》【年(卷),期】2013(000)003【总页数】2页(P59-60)【关键词】尿素装置;问题;原因分析;改造;增产降耗【作者】陈志伟;陈慧玲【作者单位】山西兰花科技创业股份有限公司化肥分公司,山西晋城 048000;山西兰花科技创业股份有限公司化肥分公司,山西晋城 048000【正文语种】中文【中图分类】TQ441.41山西兰花科技创业股份有限公司化肥分公司有2套水溶液全循环法尿素装置,生产能力分别为100kt/a和200kt/a。
2#尿素装置自2002年投运以来,运行比较正常。
1#尿素装置是在2003年由原60kt/a 尿素装置改造而成,后在2009年又进行了增产改造,但运行效果不太理想,存在合成塔CO2 转化率低、中压系统负荷重、氨耗和汽耗高等问题。
为此,对1#尿素装置进行挖潜改造,以达到增产(生产能力由420t/d提至450t/d)降耗之目的。
1 存在的问题及原因分析1.1 合成系统返回合成塔的水量控制不稳定,水碳比为0.8~1.2,CO2 转化率仅为59%~61%,负荷后移,不仅影响到系统加量,还导致氨耗增加。
水溶液全循环法尿素装置节能技改
智勇
【期刊名称】《化肥设计》
【年(卷),期】2009(047)005
【摘要】@@ 山西永济中农化工有限公司尿素装置采用的是水溶液全循环法生产工艺,原设计生产能力为4 万t/a,经多次改造于2005年装置能力达到14 万t/a.由于装置运行过程中存在合成转化率低、中压开度大、一分塔带液、尿素氨耗高、蒸汽消耗大等一系列问题,遂采用多项新技术对水溶液全循环法尿素装置进行改造,以下简要介绍.
【总页数】3页(P46-48)
【作者】智勇
【作者单位】永济中农化工有限公司,山西,永济,044500
【正文语种】中文
【中图分类】TQ441.41
【相关文献】
1.水溶液全循环法尿素装置的两个节能方案 [J], 罗时诚
2.高效合成塔盘在水溶液全循环法尿素装置中的应用 [J], 张韧;刘振勤;姚克亮
3.水溶液全循环法尿素装置合成塔压力报警控制系统优化 [J], 张淑慧;段国光
4.水溶液全循环法尿素装置改造小结 [J], 赵光辉;邓祖向
5.水溶液全循环法尿素装置节能降耗综合技改总结 [J], 张翔华;肖俊山
因版权原因,仅展示原文概要,查看原文内容请购买。