铸造过程温度场的数值模拟
- 格式:pdf
- 大小:1.23 MB
- 文档页数:4
连铸过程原理及数值模拟连铸是一种重要的金属成形工艺,广泛应用于钢铁、铝合金等金属材料的生产和加工中。
连铸过程原理及数值模拟是研究连铸工艺的关键内容,通过对连铸过程的原理分析和数值模拟,可以优化连铸工艺参数,提高产品质量和生产效率。
连铸过程是将熔融金属直接注入到连续运动的铸坯中,通过冷却和凝固过程,将熔融金属转化为固态铸坯。
连铸的基本原理是利用连续运动的铸坯带走热量,使熔融金属迅速凝固,形成连续的固态铸坯。
在连铸过程中,主要包括液相区、液固两相区和固相区三个区域。
在液相区,熔融金属通过连续浇注,填充到铸坯的空腔中。
熔融金属的温度高于固相线,处于液态状态。
随着熔融金属的注入,液相区的长度逐渐增加。
在液固两相区,熔融金属和正在凝固的铸坯同时存在。
由于熔融金属的温度高于固相线,所以熔融金属仍然保持液态。
而铸坯由于受到液相的热量传递,开始逐渐凝固。
在这个区域中,液相区的长度逐渐减小,凝固铸坯的长度逐渐增加。
在固相区,整个铸坯都已经完全凝固。
熔融金属已经完全转化为固态,形成连续的固态铸坯。
在这个区域中,液相区的长度为零,凝固铸坯的长度为整个连铸过程的长度。
为了研究连铸过程的细节和优化连铸工艺参数,数值模拟成为一种重要的方法。
数值模拟是通过数学模型和计算机仿真技术,对连铸过程进行模拟和分析。
数值模拟可以准确地计算连铸过程中的温度场、流场和凝固结构等关键参数,为工艺优化提供科学依据。
在连铸过程的数值模拟中,需要考虑多个物理过程的相互作用。
首先是流体力学过程,包括熔融金属的流动和铸坯带走热量的过程。
其次是热传导过程,包括熔融金属的冷却和凝固过程。
最后是凝固结构演化过程,包括铸坯的晶粒生长和偏析等现象。
为了建立连铸过程的数值模型,需要考虑材料的物理性质、流体力学和热传导方程等方面的参数。
同时,还需要考虑边界条件和初始条件等参数。
通过数值模拟,可以预测连铸过程中的温度分布、流速分布和凝固结构等重要参数,为工艺优化提供指导。
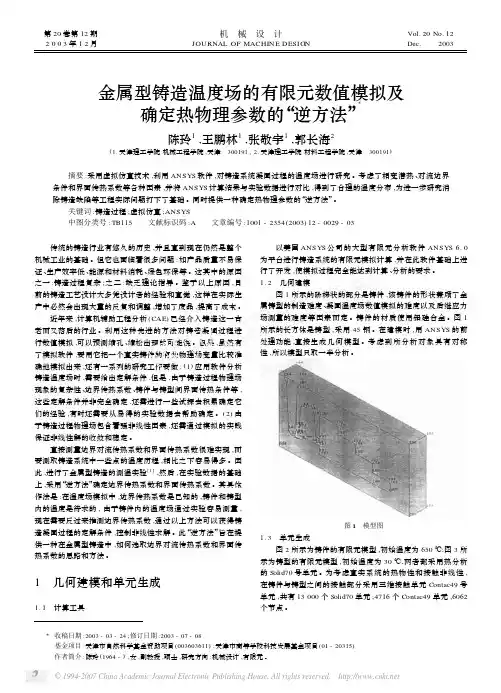
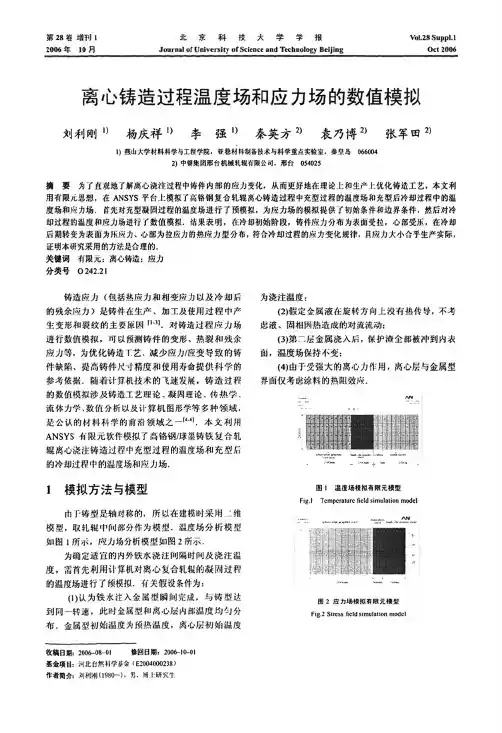
金属型铸造温度场的有限元数值模拟及确定热物理参数的“逆方法”Ξ陈玲1,王鹏林1,张敬宇1,郭长海2(1.天津理工学院机械工程学院,天津 300191;2.天津理工学院材料工程学院,天津 300191)摘要:采用虚拟仿真技术,利用ANSYS软件,对铸造系统凝固过程的温度场进行研究。
考虑了相变潜热、对流边界条件和界面传热系数等各种因素,并将ANSYS计算结果与实验数据进行对比,得到了合理的温度分布,为进一步研究消除铸造缺陷等工程实际问题打下了基础。
同时提供一种确定热物理参数的“逆方法”。
关键词:铸造过程;虚拟仿真;ANSYS中图分类号:TB115 文献标识码:A 文章编号:1001-2354(2003)12-0029-03 传统的铸造行业有悠久的历史,并且直到现在仍然是整个机械工业的基础。
但它也面临着很多问题:如产品质量不易保证、生产效率低、能源和材料消耗、绿色环保等。
这其中的原因之一:铸造过程复杂;之二:缺乏理论指导。
鉴于以上原因,目前的铸造工艺设计大多凭设计者的经验和直觉,这样在实际生产中必然会出现大量的反复和调整,增加了废品,提高了成本。
近年来,计算机辅助工程分析(CAE)已经介入铸造这一古老而又落后的行业。
利用这种先进的方法对铸造凝固过程进行数值模拟,可以预测缩孔、缩松出现的可能性。
但是,虽然有了模拟软件,要用它把一个真实铸件的有关物理场变量比较准确地模拟出来,还有一系列的研究工作要做:(1)应用软件分析铸造温度场时,需要给出定解条件,但是,由于铸造过程物理场现象的复杂性、边界传热系数、铸件与铸型间界面传热条件等,这些定解条件并非完全确定,还需进行一些试探去积累确定它们的经验,有时还需要从易得的实验数据去帮助确定。
(2)由于铸造过程物理场包含着强非线性因素,还需通过模拟的实践保证非线性解的收敛和稳定。
直接测量边界对流传热系数和界面传热系数很难实现,而要测取铸造系统中一些点的温度历程,相比之下容易得多。

铸件凝固过程中热应力场及热裂的数值模拟研究分析1 铸件凝固过程数值模拟的意义及概况自1962年丹麦Fround第1个采用电子计算机模拟铸件凝固过程以来,计算机在铸造工艺研究中得到了广泛的应用,如凝固过程温度场、热应力场的数值模拟,充型过程流速场的数值模拟;组织形态及力学性能的数值模拟等。
通过这些单1或复合过程的数值模拟,可以分析铸件中存在的各种缺陷的产生原因,进而采取相应工艺措施来消除缺陷,实现工艺优化,同时可以节省大量的人力、物力和财力,缩短产品从设计到应用的周期,增强产品的市场竞争能力。
如今,在芬兰,90%以上的铸造厂在日常中应用铸造模拟软件辅助铸造工艺设计;世界上一些大型的汽车公司的铸造厂,如美国的通用、福特,德国的奔驰等,都把数值模拟软件作为1种日常工具来使用。
近10年来,涌现出了许多优秀的铸造过程数值模拟软件,如美国的ProCast、德国的MAGMASoft、芬兰的CastCAE、西班牙的ForCast、日本的CASTEM、法国的SIMULOR软件等。
从功能上看,许多软件可以对砂型铸造、金属型铸造、精密铸造、压力铸造等多种工艺进行温度场、流场、应力场的数值模拟,可以预测铸件的缩孔、缩松、裂纹等缺陷和铸件各部位的组织。
国内在经历了10多年的基础研究和发展后,也出现了一些技术水平接近国外商品化的应用软件,可以进行铸钢、铸铁件砂型铸造时的三维温度场模拟及收缩缺陷的预测,以及对铸钢、铝合金件的热应力场进行模拟。
总的来说,国外软件的通用性强,能进行铸造全过程的数值模拟,并具有较强的后置处理功能及友好的用户界面。
建模方便,易于模型设计和修改,便于用户掌握和使用。
其计算精度与运算速度等方面也能满足需要。
正因为如此,国外模拟软件已经成为实际生产中的有力工具.国内不少用户趋向于采用大型通用工程软件如:COSMOS、ANSYS、ADINA等进行模拟计算。
2 数值模拟的基础性研究2.1 铸件凝固过程温度场数值模拟经过几十年的发展,铸件凝固过程温度场数值模拟技术已日臻成熟。
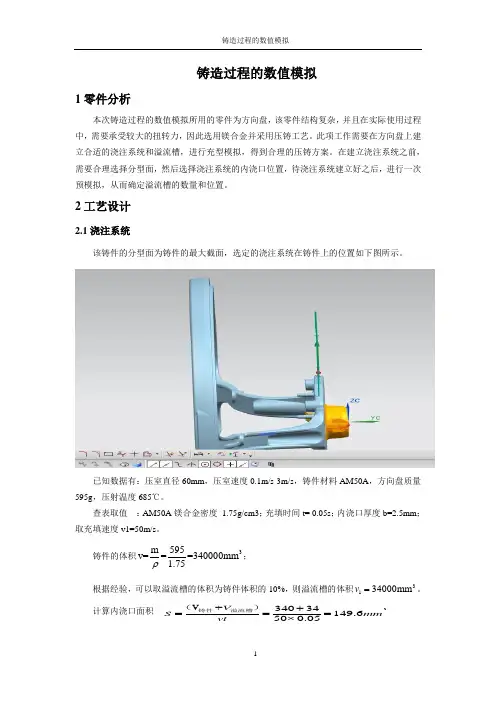
铸造过程的数值模拟1零件分析本次铸造过程的数值模拟所用的零件为方向盘,该零件结构复杂,并且在实际使用过程中,需要承受较大的扭转力,因此选用镁合金并采用压铸工艺。
此项工作需要在方向盘上建立合适的浇注系统和溢流槽,进行充型模拟,得到合理的压铸方案。
在建立浇注系统之前,需要合理选择分型面,然后选择浇注系统的内浇口位置,待浇注系统建立好之后,进行一次预模拟,从而确定溢流槽的数量和位置。
2工艺设计2.1浇注系统该铸件的分型面为铸件的最大截面,选定的浇注系统在铸件上的位置如下图所示。
已知数据有:压室直径60mm ,压室速度0.1m/s-3m/s ,铸件材料AM50A ,方向盘质量595g ,压射温度685℃。
查表取值 :AM50A 镁合金密度 1.75g/cm3;充填时间t= 0.05s ;内浇口厚度b=2.5mm ;取充填速度v1=50m/s 。
铸件的体积3m595v===340000mm 1.75ρ; 根据经验,可以取溢流槽的体积为铸件体积的10%,则溢流槽的体积3134000mm v =。
计算内浇口面积2+34034149.6500.05V S mmvt +===⨯铸件溢流槽(V )内浇口宽度 冲头速度横浇道 选用等宽横浇道厚度 bh=10mm ,斜度10°,宽度B=(1.25-3)An/bh ;圆角半径 r=2mm ,横浇道宽度为30mm 。
增压时间k=1.5s , , 。
直浇道的设计因为压室直径为60mm ,因此可以将直浇道与压室相连处的直径设计为60mm ,直浇道的高度为40mm ,拔模斜度为5°。
2.2排溢系统根据前面所述,溢流槽的总体积设计为铸件总体积的10%,则3134000mm v =。
并且设计三个溢流槽,分布在方向盘的圆周上,具体位置根据铸件最后充型位置确定。
根据经验和查表,溢流槽的桥部的尺寸与内浇道的尺寸的差距不宜过大,因此选取溢流槽的尺寸为A=30mm ,B=35mm ,H=12mm ,a=9mm ,b=22mm ,c=1mm ,溢流槽桥部厚度为h=1.3mm 。
铸件凝固过程数值模拟1.铸件凝固过程数值模拟作为铸造工艺过程计算机数值模拟的基础,温度场模拟技术的发展历程最长,技术也最成熟。
温度场模拟是建立在不稳定导热偏微分方程的基础上进行的。
考虑了传热过程的热传导、对流、辐射、结晶潜热等热行为。
所采用的计算方法主要有:有限差分法、有限元法、边界元法等;所采用的边界条件处理方法有N方程法、温度函数法、点热流法、综合热阻法和动态边界条件法;潜热处理方法有:温度回升法、热函法和固相率法。
自丹麦Forsound于1962年第一次采用电子计算机模拟铸件凝固过程以来,为铸造工作者科学地掌握与分析铸造工艺过程提出了新的方法与思路,在全世界范围内产生了积极的影响,许多国家的专家与学者陆续开展此项研究工作。
在铸造工艺过程中,铸件凝固过程温度场的数值模拟计算相对简单,因此,各国的专家与学者们均以铸件凝固过程的温度场数值模拟为研究起点。
继丹麦人之后,美国在60年代中期开始进行大型铸钢件温度场的计算机数值模拟计算研究,且模拟计算的结果与实测温度场吻合良好;进入70年代后,更多的国家加入了铸件凝固过程数值模拟的研究行列中,相继开展了有关研究与应用,理论研究与实际应用各具特色。
其中有代表性的研究人员有美国芝加哥大学的R.D.Pehlke教授、佐治亚工学院的J.Berry教授、日本日立研究所的新山英辅教授、大阪大学的大中逸雄教授、德国亚探工业大学的P.Sham教授和丹麦科技大学的P.N.Hansen教授等。
我国的铸件凝固过程温度场数值模拟研究始于70年代末期,沈阳铸造研究所的张毅高级工程师与大连工学院的金俊泽教授在我国率先开展了铸造工艺过程的计算机数值模拟研究工作,虽然起步较晚,但研究工作注重与生产实践密切结合,取得了较好的应用效果,形成了我国在这一研究领域的研究特色。
1988年5月,在美国佛罗里达州召开的第四届铸造和焊接计算机数值模拟会议上,共有来自10个研究单位的从事铸造凝固过程计算机数值模拟技术研究的专家和学者参加了会议组织的模拟斧锤型铸件凝固过程的现场比赛。
铸造过程数值模拟综合实验前言一、铸造过程数值模拟的来源、内容和意义为了生产出合格的铸件,就要对影响其形成的因素进行有效的控制。
铸件的形成主要经历了充型和凝固两个阶段,宏观上主要涉及到液态金属充型流动、金属凝固和冷却收缩、高温金属冷却和收缩3种物理现象。
在充型过程中,流场、温度场和浓度场同时变化,凝固时伴随着温度场的变化的同时存在着枝晶间对流和收缩现象;收缩则导致应力场的变化。
与流动相关的主要缺陷有:浇不足、冷隔、气孔、夹渣;充型中形成的温度场分布直接关系到后续的凝固冷却过程;充型中形成的浓度场分布与后续的冷却凝固形成的偏析和组织不均匀有关。
凝固过程的温度场变化及收缩是导致缩孔缩松的主要原因,枝晶间对流和枝晶收缩是微观缩松的直接原因,热裂冷裂的形成归因于应力场的变化。
可见,客观地反映不同阶段的场的变化,并加以有效的控制,是获得合格铸件的充要条件。
传统的铸件生产因其不同于冷加工的特殊性,只能对铸件的形成过程进行粗糙的基于经验和一般理论基础上的控制,形成的控制系统——铸造工艺的局限性表现在:1)只是定性分析;2)要反复试制才能确定工艺。
铸造过程数值模拟的目的就是要对铸件形成过程各个阶段的场的变化进行数值解析以获得合理的铸件形成的控制参数,其内容主要包括温度场、流场、浓度场、应力场等的计算模拟。
二、铸造过程数值模拟原理铸造过程数值模拟技术的实质是对铸件成型系统(包括铸件—型芯—铸型等)进行几何上的有限离散,在物理模型的支持下,通过数值计算来分析铸造过程有关物理场的变化特点,并结合铸造缺陷的形成判据来预测铸件质量。
数值解法的一般步骤是:1)汇集给定问题的单值性条件,即研究对象的几何条件、物理条件、初始条件和边界条件等。
2)将物理过程所涉及的区域在空间上和时间上进行离散化处理。
3)建立内部节点(或单元)和边界节点(或单元)的数值方程。
4)选用适当的计算方法求解线性代数方程组。
5)编程计算。
其中,核心部分是数值方程的建立。
金属铸造成形过程的数值模拟金属铸造是一种复杂的成形工艺,在这个过程中,金属经历了从液态到固态的转变。
为了了解金属铸造过程中的物理和化学变化,生产厂家通常会使用数值模拟技术来模拟这个过程。
数值模拟技术是一种预测性技术,它可以模拟金属铸造的温度场、压力等参数,甚至可以预测颗粒的行为。
在这篇文章中,我们将深入探究金属铸造成形过程的数值模拟技术。
首先,让我们简要介绍金属铸造成形的过程。
通常,金属铸造分为砂型铸造、金属型铸造和压铸等几种类型。
每种类型的铸造工艺都有其独特的特点,但它们的基本处理程序是相似的。
在标准的金属铸造过程中,首先熔化金属,随后将熔化的金属倒入模具或模型中,然后等待金属冷却成形。
数值模拟是一种可以预测金属铸造成形的过程,可帮助制造商优化成形过程并减少生产成本。
铸造数值模拟的过程包括数学描述、数值方法、计算机仿真等几个步骤。
数学描述是指将铸造过程中涉及到的物理各参数用数学公式表示出来,包括温度、流体力学、热力学和相变等。
数值方法是指使用计算机模拟数学公式,对金属铸造过程进行数值计算。
这个过程中,需要选取合适的数值方法、计算模型和模拟系统。
最后,计算机仿真帮助生产厂商检查结果并进行模拟验证。
在金属铸造成形的数值模拟过程中,最重要的功能之一是热仿真模块。
这个模块使用计算机模拟成形过程中金属的温度场变化。
不同铸造过程中的有不同的需求——砂型铸造需要精确地控制铸型的壁厚和冷却速度,而金属熔模铸造需要保证金属的温度始终保持在一定范围内。
在这个过程中,需要研究的一些关键问题是:铸造过程中温度场的分布情况,铸件表面和内部的固相发展、应力态、收缩和裂缝分布、铸件质量等。
通过数值模拟技术,生产厂商可以对这些问题进行系统的研究并改进生产工艺,以提高金属铸造的质量和效率。
除了热仿真模块以外,金属铸造成形过程中的还需要进行液态流体力学模块的建模。
这个模块可以模拟固液相态变化以及流体动力学等过程。
在这个模块中,铸造中的流体力学问题涉及到:流动场、流体力学性质、子集模型的分析等等。
文档从互联网中收集,已重新修正排版,word格式支持编辑,如有帮助欢迎下载支持。
四川理工学院毕业设计(论文)金属型铸造温度场的ANSYS模拟学生:何君学号:006专业:材料科学与工程班级:金属2004.1指导教师:金永中四川理工学院材料与化学工程系二OO八年六月摘要金属型铸造的凝固过程温度场分布直接影响着铸型寿命和铸件质量。
本文采用ANSYS软件,通过创建几何模型、划分网格、加载求解等过程对铸造温度场进行模拟。
实验结果表明:在金属型铸造过程中,金属型壁厚不同,金属型材料不同,金属型预热温度不同,都会影响铸造温度场分布,从而影响金属型的寿命和铸件质量。
通过对模拟结果的分析,可以为铸型的变形、开裂倾向和铸件的裂纹,冷隔等缺陷的预测提供依据。
关键词:金属型铸造,温度场分布,ANSYS软件,铸造缺陷AbstractThe temperature field distribution of the metal mold casting's solidification process can immediate influence the life of casting and the quality of casting.In this paper, uses the ANSYS software, through foundation processes such as creating a geometric model、division grid、load solution and so on to carries on the simulation to the casting temperature field. The tests results show that: In the metal mold casting process, the different metal mold wall thickness, the different metal mold material, the different metal mold preheating temperature, can affect the casting temperature field distribution, thus influence metal mold life and casting quality. Through the analysis of the simulation results, provide the basis for the forecast of thedefects such as the deformation of casting, cracking tendencies and the crack casting, cold shot and so on.Key words: metal mold casting, temperature field distribution, ANSYS software, casting defects目录中文摘要 (Ⅰ)英文摘要 (Ⅱ)1绪论 (1)1.1 问题的提出和研究意义 (1)1.2 研究现状 (1) (3)1.2.2 铸造过程中温度场的计算机模拟 (4)1.3 本文研究目的和研究内容 (5)1.4 铸造缺陷分类 (6)1.5 ANSYS软件组成 (6)2数值模拟过程 (8)2.1 模拟方案的确定 (8)2.2 实验内容 (9)2.2.1 材料及参数的选择 (9)2.2.2 构建数学模型 (10)2.2.3 网格划分 (11)2.2.4 施加载荷与求解 (11)2.2.5 后处理 (11)3实验结果与讨论 (13)3.1 铸造温度场的分布 (13)3.2 金属型材料对铸造温度场的影响 (16)3.3 金属型工作温度对铸造温度场的影响 (22)4结论与展望 (28)4.1 结论 (28)4.2 展望 (28)致谢 (29)参考文献 (30)1 绪论1.1问题的提出和研究意义铸造是制造业的基础,也是国民经济的基础产业,各行业都离不开铸件,从汽车、机床,到航空、航天、国防以及人们的日常生活,如建筑五金、家用电器等等都需要铸件。
铸造过程温度场的数值模拟
张波;于九明;由宝财
【期刊名称】《中国铸造装备与技术》
【年(卷),期】2004(000)002
【摘要】结合材料变温过程材料热物性参数的变化,利用ANSYS软件对几何外形
复杂的铸件在铸造过程中的温度场进行的模拟,得到了铸件温度随时间的分布关系.
模拟结果较真实地反映了铸造系统温度的发展过程,且运算速度较快,从而预测缩孔、缩松等缺陷出现的可能性及位置,为优化铸造工艺方案提供了科学的指导.
【总页数】4页(P15-18)
【作者】张波;于九明;由宝财
【作者单位】东北大学材料与冶金学院,辽宁,沈阳,110003;东北大学材料与冶金学院,辽宁,沈阳,110003;沈阳飞机制造集团有限公司,辽宁,沈阳,110034
【正文语种】中文
【中图分类】TG21
【相关文献】
1.镁合金圆锭电磁悬浮连续铸造过程温度场的数值模拟 [J], 邱月;张兴国;郝海;任政;隋里;齐国红
2.B4Cp/A356复合材料的半固态搅拌铸造过程中温度场及流场分析研究 [J], 周超
3.渗流铸造过程中流场温度场的数值模拟 [J], 闫洁
4.汽车转向节差压铸造过程温度场精确建模和计算 [J], 田运灿;杨冬野;何博
5.支座在铸造过程中温度场的有限元分析 [J], 周亚辉; 王艳玲
因版权原因,仅展示原文概要,查看原文内容请购买。