焊丝的熔化和熔滴过渡以及电弧产热,温度分布
- 格式:docx
- 大小:15.67 KB
- 文档页数:2

第二章焊丝的熔化及熔滴过渡熔化极电弧焊的焊丝(条)具有两个作用:一是作为电极并与工件之间产生电弧;另是本身被加热熔化并作为填充金属过渡到熔池中去。
焊丝(条)的熔化及熔滴过渡,是熔化极电弧焊接过程中的重要物理现象,熔滴过渡方式及特点将直接影响焊接质量和生产效率。
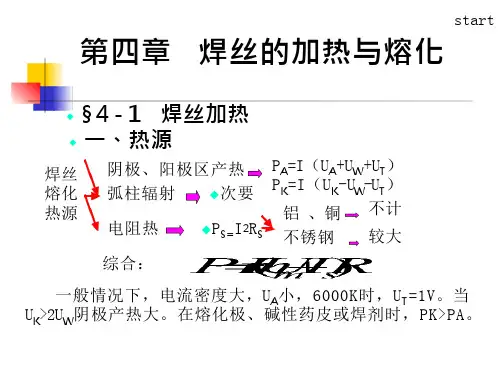
第一节焊丝的加热与熔化一、焊丝的加热与熔化特性熔化极电弧焊时焊丝(条)的熔化主要是靠阴极区(正接)或阳极区(反接)所产生的热量,中括号焊接情况下,UK >> UW所以Pk>PA,这时,在同一材料和同一电流情况下,焊丝(条)为阴极(正接)时的产生热量要比为阳极(反接)时多。
因散热条件相同,所以焊丝(条)接负时比焊丝(条)接正时熔化快。
焊丝除了受电弧的加热外,在自动和半自动焊时,从焊丝与导电嘴的接触点到焊丝端头的一段焊丝(即焊丝伸出长度用表示)有焊接电流流过,所产生电阻热对焊丝有预热作用,从而影响焊丝的熔化速度(图2-1)。
特别是焊丝比较细和焊丝金属的电阻系数比较大时(如不锈钢),这种影响更为明显。
焊丝伸出长度的电阻热为:P R=I2RsRs=PLs/S (2-4)式中 Rs----为Ls段的电阻值;P-----焊丝的电阻率;Ls----焊丝的伸出长度;S----焊丝的断面积。
材料不同时,焊丝伸出长度部分产生的电阻热也不同。
如熔化极气体保护焊时,通常Ls=10~30mm,对于导电良好的铝和铜等金属,PR 与PA或PK相比是很小的,可忽略不计。
而对钢和钛等材料,电阻率高。
当伸出长度较大时PR 与PA或PK相比较大才有重要的作用。
)来表这是mα弧长较长时,电弧电压的变化对焊丝熔化速度影响不大;但在弧长较短的范围内,电弧电压降低,反而使得焊丝熔化速度增加。
在铝合金焊接时这种现象特别明显,图2-4a中的各条曲线,表示了直径为φ1.6mm铝合金焊丝等速送进时的熔化速度与电弧电压及电流的关系。
由图中可见,当弧长较长时,曲线AB段段与横轴垂直,此时的焊丝送进速度与熔化速度相平衡,焊丝的熔化速度主要决定于电流的大小。
熔滴过渡:电弧焊时,焊丝(或焊条)的末端在电弧的高温作用下加热熔化,熔化的金属积累到一定程度便以一定的方式脱离焊丝末端,并过渡到熔池中去,这个过程称作熔滴过渡。
熔化极电弧焊时,焊丝的作用:
1、作为电弧的一极导电并传输能量,
2、作为填充材料向熔池提供熔化金属并和熔化的母材一起冷却结晶形成焊缝。
焊丝熔化的热源:
1、熔化极电弧焊焊丝的熔化主要依靠阴极区(直流正接)或者阳极区(直流反接)所产生的热量及焊丝自身的电阻热。
弧柱的热辐射是次要的。
2、非熔化极电弧焊填充焊丝时,主要依靠弧柱热来熔化焊丝。
电弧的静特性:是指在电极材料,气体介质和弧长一定的情况下,电弧稳定燃烧时,焊接电流与电弧电压的变化关系,也成伏-安特性。
Ua=f(i)
Ua=U k+U C+U A
U a—电弧电压;U k阴极压降;U C弧柱压降;U A阳极压降
电弧产热能量关系:焊接电弧是具有很强能量的导电体,其能量来源于焊接电源。
单位时间焊接电源向阴极区、弧柱区、阳极区提供的总能量表示为:
P=P K+P C+P A=I U k+IU C+IU A
阴极区产热:在阴极压降的环境下,电子和正离子不断的产生,消失,运动,构成了能量的转变和传递过程。
P K=I(U k– U w– U T)
U k阴极压降,U w电子逸出电压,U T弧柱区温度等效电压
阳极区产热:
P A= I(U A + U w+ U T)
弧柱区的产热:P C=IU c
电弧的温度分布:
1、纵向温度分布:阴极区和阳极区的电流密度和能量密度均高于弧
柱区,但是温度的分布却与电流密度和能量密度不同,是电极的温度
低而弧柱区温度较高,这是因为电极区受到电极材料的熔点和沸点的
限制,而弧柱区中的气体和金属蒸气不受这一限制,而且气体介质的导热性能不如金属电极好,热量的散射相对较少,故而有较高的温度。
一般来讲,阴极因为要发射电子消耗能量较多,故温度比阳极低一些,阴极温度为2200~3500k,而阳极温度为2400~4200K。
电极的温度与电极材料的种类、导电性、电极的尺寸大小关系紧密,材料的沸点越低、导热性越好,尺寸越大,电极的温度越低,反正则越高。
弧柱区的温度受电流大小、电极材料、气体介质、弧柱的压缩程度等因素影响较大。
2、横向温度分布:在电弧的横断面内,温度沿径向分布不均匀,中心轴温度最高,离开中心轴温度逐渐降低,这主要是由于外围散热快造成的。
焊接电流越大,电弧中心的温度越高。