激光焊缝跟踪产品介绍1
- 格式:pdf
- 大小:1.25 MB
- 文档页数:2

激光视觉焊缝
跟踪系统
敏越科技--机器人智能应用专家,专注于激光视觉系统与工业机器人离线编程软
件产品
标准工业机器人焊接具有高效、灵活的特点,但它只能按照预先教编写的程序沿固定路径运动。
在大规模实际生产中,由于工件民族教育误差、焊接过程热变形、工装不稳定等因素,会导致焊缝轨迹、焊缝特征与实际焊接参数不吻合,从而降低焊接质量甚至导致焊接失败。
敏越科技研发的三维激光视觉焊缝跟踪系统SmartEye系列,能实时检测焊缝位置和焊缝特征,控制引导机器人运动,对事先编好的和路径进行实时误差补偿,降低补烛率。
同时可根据焊缝特征对焊接过程参数进行修正,从而提高工业机器人焊接质量。
传感器可消除定位误差以及由热变形带来的不良影响,降低了焊接
过程中的夹具工装成本,提高了焊接工作站的柔性化水平。
已经广泛应用在汽车制造、船舶、高铁、三轮车、罐体焊接等工业机器焊接领域。
激光视觉传感器
SmartEye系列激光视觉传感器采用了高速CMOS图像芯片+FPGA核心芯片设计方案。
充分展现了高速壮行计算,强稳定性等优势,保证了传感器具有200帧每秒的采集和处理速度,使传感器可以适用于快速焊接领域以及高速扫描测量领域。
应用背景
与传统焊接技术相比,激光焊接在焊接质量和效率等各方面都具有明显优势。
由于激光束的光斑直径较小,使得激光束准确对中焊缝成为实现高质量焊接的前提。
因此,准确跟踪焊缝是激光焊接的关键所在。
机器视觉检测是焊缝跟踪的主要方法之一,通过高速视觉传感器拍摄动态熔池图像序列,获取熔池特征参数,分析焊缝路径偏差与熔池特征参数之间的内在规律,建立焊缝路径与激光束偏差实时测量的视觉模型。
然后输出调整量给机器人控制器,控制机械手指引焊枪运行,实现自动跟踪。
应用优势
1、拍摄过程缓慢,可以获取高度清晰的熔池特征参数;
2、可以控制机械手指引焊枪运行,实现自动跟踪。
拍摄效果
科天健已有多款高速相机用于焊缝跟踪项目应用中中,下面介绍两款常用高速相机。
1、德国Optronis的CP80-4-M-500,该相机为Coaxpress接口,全分辨率为1696X1710下可达500fps,开窗分辨率为512X512时可达5000fps,它的这些特点可使拍摄画面更清晰,拍摄过程更缓慢。
图一CP80-4-M-500在5000fps@512X512下的拍摄效果
2、瑞士Photonfocus的MV-D1024E-160,该相机采用Photonfocus的LINLOG技术,动态范围高达120dB;在全分辨率1024*1024分辨率下可达150帧/秒;开窗分辨率256*256时,帧率达到2241帧/秒。
在Linlog功能下能有效抑制强等离子干扰,在焊机电压、电流较小时可直接用相机拍摄,无需光学辅助系统即可得到对比度较好的图像,借助光学辅助手段可得到高清晰的、细节清晰的图像。
图二MV-D1024E-160相机的拍摄效果。
焊接激光测距仪技术介绍激光测距仪是一种利用激光束发射和接收的原理进行测量的仪器,可广泛应用于对距离和位置的测量。
而则是一种在焊接领域应用的激光测距仪,主要应用于焊缝距离的测量和焊接监控。
它可以提高焊接质量,精准控制焊接速度和焊接时间,从而保证焊缝的质量稳定。
的原理是利用激光束入射到焊接区域且斜入射,该激光束在焊接接头上发生反射和散射,从而被激光接收器接收。
该接收器可以检测到激光束传播的时间,从而可以计算出焊缝距离。
因为激光束的传播速度非常快,因此该仪器的测量精度非常高。
适用领域适用于各种焊接方式的距离测量,特别是对于复杂形状的焊接件,可以检测到无法被普通测量设备检测到的位置和距离。
它的主要应用领域包括以下几个方面:1. 焊缝距离的测量:可以测量焊缝的宽度、间隔和深度等参数。
通过测量焊缝距离,可以有效控制焊接速度和焊接时间,从而保证焊接质量和稳定性。
2. 焊接监控:可以精确地测量焊缝距离的变化和位移,可以实时监控焊接质量。
一旦出现问题,它可以及时发出警报,避免影响焊接效果。
3. 激光切割:可以在激光切割领域应用,用于检测切割深度和位置。
这对于生产高精度零件至关重要。
4. 其他领域:可以应用于机械设计、工艺表面处理、3D扫描和建模等领域。
性能特点具有以下几个方面的优点:1. 非接触式测量,无需对被测物体进行破坏性测试。
2. 高精度测量,具有较小的测量误差。
3. 快速测量速度,可以实现实时测量并反馈数据。
4. 可靠性高,适用于复杂的焊接环境。
5. 操作简单,易于学习和使用。
总之,是一种先进的测量设备,具有高精度、可靠性高和操作简单等优点。
它已经成为现代焊接技术中不可或缺的关键设备,对于提高生产效率,保障焊接质量和稳定性,具有重要的意义。
激光焊接质量监控设备及软件培训资料一、激光焊接质量监控设备1. 激光功率计:用于测试激光焊接机的输出功率,确保焊接过程中的能量稳定性。
2. 焊缝跟踪系统:通过实时监控焊缝的位置和质量,保证焊接过程中焊缝的准确性和一致性。
3. 激光光斑分析仪:用于分析激光焊接机的光斑形状和大小,保证激光焊接过程中的稳定性和均匀性。
4. 焊缝在线监测系统:实时监测焊接过程中的焊缝质量,及时发现和纠正焊接过程中的问题,提高焊接质量。
二、激光焊接质量监控软件1. 焊接参数记录与分析软件:记录焊接参数,进行数据分析,为工艺优化和质量控制提供依据。
2. 质量检测报告生成软件:根据监测数据生成焊接质量检测报告,方便生成报告和数据分析。
3. 实时焊接监控软件:实时监控激光焊接过程,对焊接参数进行调整和控制,确保焊接质量。
培训内容:1. 设备操作:了解激光焊接监控设备的基本操作和使用方法。
2. 软件操作:学习焊接质量监控软件的安装、设置和操作方法。
3. 质量监控标准:了解焊接质量监控的相关标准和要求,确保符合质量管理体系。
4. 故障排除:学习常见故障处理方法,保证设备和软件的正常运行。
以上培训内容仅供参考,实际培训内容和形式可以根据具体需求进行调整和制定。
培训人员应保证掌握设备和软件操作的基本技能,同时能够根据质量监控标准进行操作和管理,保证激光焊接质量的稳定和提高。
激光焊接是一种高精度、高效率的焊接技术,广泛应用于汽车、航空航天、电子、医疗器械等领域。
在激光焊接过程中,对焊接质量的监控和控制至关重要。
通过使用激光焊接质量监控设备和软件,可以实时监测焊接过程中的关键参数,确保焊接质量达到预期要求。
激光焊接质量监控设备的使用激光功率计是一种常用的激光焊接质量监控设备,其主要作用是测试激光焊接机的输出功率。
在焊接过程中,激光功率的稳定性直接影响到焊接的质量。
通过使用激光功率计,操作人员可以及时检测激光功率的变化情况,确保焊接过程中激光能量的稳定性,以提高焊接质量。
生产应用激光焊缝跟踪在厚壁压力容器焊接中的应用哈尔滨工业大学现代焊接生产技术国家重点实验室(150080)林三宝杨春利英国Meta视觉系统有限公司R J Beattie摘要激光焊缝跟踪是自动化焊接设备中比较成熟的焊枪导引系统。
它开发于20世纪80年代初,并首先用于焊接机器人应用中。
随着这项技术的日渐成熟,已被用在许多焊接自动化系统中。
概述了激光焊缝跟踪系统在厚壁焊接,如压力容器、造船和管道生产等行业中的应用。
关键词:激光焊缝跟踪焊接自动化多道焊APPLIC ATIONS OF LAS ER SEAM TRACKING TO WELDINGTHIC K WALL VESSELSState Key Lab of Advanced Welding Production Technology,H IT Lin Sanbao,Yang C hunli M eta Vision Systems Ltd,UK R J BeattieAbstract Laser seam tracking is a w ell-prov en and established method of weld guidance for automated w elding sys-t ems.It w as first developed in the early1980.s for r obotic welding applications.As the technolo gy matur ed,it was ap-plied to other types of w elding automation.T his paper presents an overview o f applications.Key words:laser seam tracking,welding automation,multipass welding0前言目前在多道埋弧焊的激光焊缝跟踪中主要有两种方法,一种是相对简单和低成本系统,但需要操作者手工选择每个焊道焊接时焊枪的位置;另一种是相对高级(也比较昂贵)的系统,系统自身能够判定每道焊接时焊枪的位置,从而控制熔敷过程[1]。
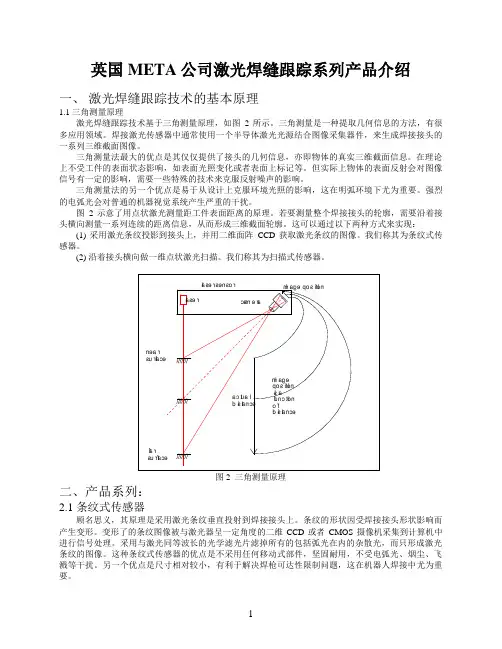
英国META 公司激光焊缝跟踪系列产品介绍一、 激光焊缝跟踪技术的基本原理1.1 三角测量原理激光焊缝跟踪技术基于三角测量原理,如图2所示。
三角测量是一种提取几何信息的方法,有很多应用领域。
焊接激光传感器中通常使用一个半导体激光光源结合图像采集器件,来生成焊接接头的一系列三维截面图像。
三角测量法最大的优点是其仅仅提供了接头的几何信息,亦即物体的真实三维截面信息。
在理论上不受工件的表面状态影响,如表面光照变化或者表面上标记等。
但实际上物体的表面反射会对图像信号有一定的影响,需要一些特殊的技术来克服反射噪声的影响。
三角测量法的另一个优点是易于从设计上克服环境光照的影响,这在明弧环境下尤为重要。
强烈的电弧光会对普通的机器视觉系统产生严重的干扰。
图2 示意了用点状激光测量距工件表面距离的原理。
若要测量整个焊接接头的轮廓,需要沿着接头横向测量一系列连续的距离信息,从而形成三维截面轮廓。
这可以通过以下两种方式来实现:(1) 采用激光条纹投影到接头上,并用二维面阵CCD 获取激光条纹的图像。
我们称其为条纹式传感器。
(2) 沿着接头横向做一维点状激光扫描。
我们称其为扫描式传感器。
n e a rs u r f a c e f a rs u r f a c e i m a g ep o s i t i o n i s a f u n c t i o n l a s e r s e n s o r l a s e r d i s t a n c e a c t u a ld i s t a n ce of c a m e ra i m a g e p o s i t i o n图2 三角测量原理 二、产品系列:2.1 条纹式传感器顾名思义,其原理是采用激光条纹垂直投射到焊接接头上。
条纹的形状因受焊接接头形状影响而产生变形。
变形了的条纹图像被与激光器呈一定角度的二维CCD 或者CMOS 摄像机采集到计算机中进行信号处理。
激光焊缝跟踪传感器详细介绍一.激光焊缝跟踪技术概念与原理1. 激光焊缝跟踪技术的概念焊缝跟踪传感器主要由CCD 相机、激光器、光学原件和中央处理器组成,利用光学传播与成像原理,得到激光扫描区域内各个点的位置信息,通过复杂的程序算法完成对常见焊缝的在线实时检测。
对于检测范围,检测能力以及针对焊接过程中的常见问题都有相应的功能设置。
传感器通常以预先设定的距离(超前)安装在焊枪前部,因此它可以观察焊缝传感器本体到工件的距离,也就是安装高度取决于所安装的传感器型号。
当焊枪在焊缝上方正确的定位后才能使得摄像机观察到焊缝。
设备通过计算检测到的焊缝与焊枪之间的偏差,输出偏差数据,由运动执行机构实时纠正偏差,精确引导焊枪自动焊接,从而实现与机器人控制系统实时通讯跟踪焊缝进行焊接,就等于是给机器人装上眼睛。
手工或半自动焊接是依靠操作者肉眼的观察和手工的调节来实现对焊缝的跟踪。
对于机器人或自动焊接专机等全自动化的焊接应用,主要靠机器的编程和记忆能力、工件及其装配的精度和一致性来保证焊枪能在工艺许可的精度范围内对准焊缝。
通常,机器的重复定位精度、编程和记忆能力等已能满足焊接的要求。
然而,在很多情况下,工件及其装配的精度和一致性不易满足大型工件或大批量自动焊接生产的要求,其中还存在因过热而导致的应力和变形的影响。
因此,一旦遇到这些情况,就需要有自动跟踪装置,用来执行类似于手工焊中人眼与手的协调跟踪与调节的功能。
2.激光焊缝跟踪原理博智慧达激光激光焊缝跟踪传感器采用激光三角反射式原理:激光束被放大形成一条激光线投射到被测物体表面上,反射光透过高质量光学系统,被投射到成像矩阵上,经过计算得到传感器到被测表面的距离(Z 轴)和沿着激光线的位置信息(X轴)。
移动被测物体或轮廓仪探头,就可以得到一组三维测量值。
所获得的信息可用于焊缝搜索定位、焊缝跟踪、自适应焊接参数控制、焊缝成形检测并将信息实时传递到机械手单元,完成各种复杂焊接,避免焊接质量偏差,实现无人化焊接。
激光跟踪仪的使用方法及精度评定激光跟踪仪是一种用于测量物体运动的高精度设备。
它利用激光束对目标进行跟踪和测量,可以广泛应用于工业、医疗、科研等领域。
本文将介绍激光跟踪仪的使用方法及精度评定。
一、激光跟踪仪的使用方法1. 设置仪器:首先,将激光跟踪仪安装在稳固的支架上,并调整好仪器的角度和高度,以确保激光束能够准确照射到目标上。
2. 校准仪器:使用仪器自带的校准装置对激光跟踪仪进行校准,以保证测量结果的准确性。
3. 瞄准目标:将激光束对准需要跟踪的目标,确保激光束能够准确照射到目标上,并调整仪器的焦距,以获得清晰的图像。
4. 开始测量:启动激光跟踪仪,并开始对目标进行跟踪和测量。
仪器会记录下目标的运动轨迹和相关数据。
5. 数据处理与分析:将测量得到的数据导入计算机,利用专业的软件对数据进行处理和分析,得出目标的运动参数和轨迹。
二、激光跟踪仪的精度评定1. 测量精度:激光跟踪仪的测量精度是评估其性能的重要指标。
一般来说,测量精度是指测量结果与真实值之间的偏差。
通过与其他高精度设备的对比测量,可以评定激光跟踪仪的测量精度。
2. 稳定性:激光跟踪仪的稳定性是指在长时间测量过程中,仪器的测量结果是否稳定不变。
通过连续测量同一目标的运动轨迹,并分析测量结果的稳定性,可以评定激光跟踪仪的稳定性。
3. 重复性:激光跟踪仪的重复性是指在多次测量同一目标时,测量结果的一致性程度。
通过多次测量同一目标,对比测量结果的差异,可以评定激光跟踪仪的重复性。
4. 环境适应性:激光跟踪仪在不同环境条件下的测量性能也需要评定。
例如,在强光干扰下或者震动环境下的测量精度是否受到影响等。
激光跟踪仪的使用方法包括设置仪器、校准仪器、瞄准目标、开始测量和数据处理与分析。
而其精度评定则包括测量精度、稳定性、重复性和环境适应性等方面的考量。
通过合理使用和评估激光跟踪仪的性能,可以提高测量的准确性和稳定性,确保其在各个领域的应用效果。
焊缝跟踪系统简介焊缝跟踪系统是一种自动化设备,用于跟踪焊缝的位置,控制焊接机器人或激光焊接机的运动,保证焊接质量,提高焊接效率。
该系统常用于汽车工业、航空航天工业等领域。
功能焊缝跟踪系统可以自动识别焊缝位置和形状,实现焊接轨迹的自动规划和控制,避免人为因素对焊接质量的影响。
常见的焊缝跟踪系统有激光焊接跟踪系统和焊接机器人跟踪系统。
激光焊接跟踪系统激光焊接跟踪系统是利用两个激光发射器形成的光线在焊缝上形成一条光线。
通过摄像机识别光线,并计算出光线与焊缝的距离和角度,并将这些数据输入到焊接控制系统中,从而控制激光焊接机在焊接过程中自动调整焊缝位置。
焊接机器人跟踪系统焊接机器人跟踪系统是基于视觉传感器实现的。
该系统通过视觉传感器获取焊接工件信息,如焊缝位置、高度和宽度等,从而我们可以预先设置焊接机器人的轨迹和焊接参数,达到自动焊接的目的。
该系统在焊接不规则形状的焊缝时具有很大的灵活性和自适应性。
其他特点除了基本的焊缝跟踪和控制功能外,还有许多其他特点和增强功能。
自适应焊缝跟踪系统可以根据不同的焊接工件形状和位置进行自适应调节,提高焊接质量和效率。
精度高焊缝跟踪系统采用高精度传感器,可以实现焊缝位置的精确测量和控制,提高焊接的稳定性和一致性。
交互性现代的焊缝跟踪系统配备了用户友好的交互界面,可以通过触摸屏等方式轻松地进行设备配置和操作。
应用领域焊缝跟踪系统可以应用于以下领域:•汽车制造业:焊接汽车车身和底盘。
•航空航天工业:焊接飞机结构和部件。
•电子制造业:焊接电子元器件。
•其他:如船舶制造、建筑结构等。
发展趋势随着焊接技术的进步和产业的发展,焊缝跟踪系统也在不断地发展和进化。
目前,焊缝跟踪系统正向更高的自动化、智能化和高精度发展。
未来,该技术将应用于更多的领域,并为生产效率与品质提供新的保障。
激光跟踪自动焊接设备的原理
激光跟踪自动焊接系统集激光焊接与机器视觉跟踪技术于一体,实现了焊接过程的自动化。
其构成和工作原理可概括为:
1. 激光焊接部件
它由激光器、聚焦镜、校准系统等组成,可以输出高功率密集激光进行焊接。
焊接时通过聚焦镜调节焦点位置。
2. 机器视觉跟踪系统
它包含图像采集设备、图像处理单元、跟踪算法模块等。
可以实时捕捉焊缝图像,经处理后计算焊缝的空间位置信息。
3. 运动控制系统
它将图像处理系统输出的焊缝位置信息与预设的焊接轨迹进行比较,计算偏差并控制工作台移动,使焊炉保持在焊缝上方准确跟踪。
4. 计算机集成控制
计算机统筹各个子系统,根据焊接工艺参数发出控制指令,实现对整个系统的协调
运作。
工作时,焊工预先编辑焊接轨迹程序输入计算机,放置好焊接工件后启动系统。
视觉系统实时反馈焊缝位置,控制系统驱动工作台移动,使激光焊炉精准跟随焊缝运动。
计算机监控系统状态,精确控制激光输出参数,完成高质量的自动焊接作业。
这种闭环控制的自动激光焊接系统,精度高、灵活性强,可以实现多种复杂零件的焊接自动化,大幅提高了焊接效率和质量。
它结合了先进的激光焊接技术、精密机械系统、现代光电传感与数字控制技术,代表了现代工业自动化技术发展方向。
最新HD6-0050W系列智能激光焊缝跟踪器-激光焊缝跟踪系统最新HD6-0050W系列智能激光焊缝跟踪器-激光焊缝跟踪系统HD6-0050W是一款焊接领域专用传感器,紧凑集成了激光器与高分辨率光学成像系统,配以高防护等级外壳,适合严酷的应用场景。
由于焊接类型非常多,每种焊接类型都有自己的特殊性,因此HD6-0050W采取开源的软件架构:用户根据传感器得到的XZ轮廓数据,只需要软件开发人员即可进行二次开发,实现各种焊缝跟踪及焊接质量检测应用。
相对国外固定算法的焊接传感器,具有更高的灵活性。
为了支持开源架构,传感器附有二次软件开发包,配以开源的应用程序源代码作为应用参考,可以在此基础上快速开发自己需要的应用。
由于软件的开源性,为了配合不同机器人,客户可自行添加任何通讯协议。
•每轮廓最大1280点•0.02mm测量分辨率•100 轮廓/秒最高采样频率•千兆以太网数据传输•IP67级外壳焊接类型——1.V 型焊接寻找左右两个边缘斜面,并求取斜面与上平面的交叉点,得到焊枪头部位置。
3.阶梯焊接寻找上表面、下表面两个平面,并求取两个表面的阶跃位置,得到焊枪头部位置。
2.左边焊接/右边焊接寻找左边(右边)缘斜面,并求取斜面与上平面的交叉点,得到焊枪头部位置。
适合无对称坡口焊接。
4.最低点焊接将焊缝最低点作为X方向,将焊缝上表面作为Y方向。
适合不规则坡口焊接。
性能指标——型号HD6-0050W工作距离范围(mm)240±60工作视场宽度(mm)60工作距离分辨率(mm)0.05工作视场宽度分辨率(mm)0.06X轴像素点1280最高采样频率50 Hz激光光源蓝色半导体激光器激光波长405nm激光等级2类激光器外壳防护等级IP67环境温度0至+45℃相对湿度20至85%(无冷凝)外形尺寸(mm)120(长)×150(高)×54(厚)材料铝重量约0.5Kg系统构成——尺寸——案例分析焊接行业- 焊缝跟踪系统基于传感器:HD6-0050测量优势:传感器具有保护镜片,坚固耐用可检测V型焊缝,平面焊缝等常规焊缝,可接受特殊要求的焊缝软件定制。
Etalon激光跟踪仪产品介绍背景:数控机床由于其本身的运动比较复杂,因此其运动过程中产生的各种误差相对来说也比较复杂。
Etalon激光跟踪仪的开发成功解决了这一问题.测量原理:Etalon激光跟踪仪与传统激光干涉仪测量原理最大不同在于,它采用多步法体积定位测量方法对所有误差进行测量和捕捉,多步法体积定位测量的最大优点在于其测量方向和运动的方向可以不在同一个方向,这样,测量的结果对多个方向的误差都敏感,从而多个方向的误差都被包含进去,只要通过将误差从整体分离到各个方向,我们就能得到比传统的测量方法更多的数据量,从而可以对误差分离并对其进行补偿。
其测量过程如下图所示。
进行多步测量时,必须首先定义对角线起始点(0,0,0)以及终点(X,Y,Z)。
由此可知机床的工作空间范围为X×Y×Z。
假设每轴的测量点数为n,则所有测量点数为3n,各轴的增量分别为Dx、Dy、Dz,其中:Dx=X/n,Dy=Y/n,Dz=Z/n。
如下图所示机床共有四条体对角线。
这里以一条为例,即a→g。
采用多步测量法对该条对角线测量的路径如下:安装在主轴上的移动光靶从a点(0,0,0)开始,移动Dx后,暂停,暂停过程中,软件会自动采集数据,而后在Y方向以相同的进给率以及暂停时间移动Dy,最后在Z轴方向以相同的进给率和暂停时间移动Dz,重复上述步骤一直到移动到体对角线的另一点g。
对于其它三条对角线而言,要分别改变起始点和各轴的增量来进行测量。
从上面的过程可以看到,主轴每次移动到体对角线方向上的一个新的位置,使用多步测量法能够测量出三个位移误差。
而且沿每个轴方向测量到的数据仅仅是由于主轴沿该轴方向运动独立产生的,这样就可以将所测量到的误差数据分离为三个轴方向运动独立产生的,从而达到误差分离的目的。
测量前提及补偿前后效果对比:以下是采用Etalon激光跟踪仪捕捉到的误差进行校正前后的效果对比图:Etalon激光跟踪仪的主要技术参数:激光跟踪仪是专门为机床及三坐标测量仪而开发的测量仪器,此激光跟踪仪是一种具有温度稳定性的仪器,其主要技术参数如下所示:分辨率:0,001 µm长度测量误差:0,2 µm + 0,3 µm/m (2 sigma)测量范围:10m,超过10m可通过数学叠加方式进行扩展产品优势:使用Etalon激光跟踪仪进行误差检测及捕捉具有如下优势:高效性:普通技术对于机械偏差的捕捉通常需要1周时间, 而使用Etalon 激光跟踪仪设备,首次校正最多2天,以后每次捕捉根据不同环境与条件从2.5小时到8小时不等, 机械偏差的捕捉可以节约80%的时间.创新性:使用激光跟踪仪能在机床或三坐标测量仪整个工作空间内进行完整测量完整性:所有现存机床几何误差的捕捉、评估及可视化灵活性:根据客户需求可将测量到的误差转化成AFM格式校正数据产品照片:。
英国META 公司激光焊缝跟踪系列产品介绍一、 激光焊缝跟踪技术的基本原理1.1 三角测量原理激光焊缝跟踪技术基于三角测量原理,如图2所示。
三角测量是一种提取几何信息的方法,有很多应用领域。
焊接激光传感器中通常使用一个半导体激光光源结合图像采集器件,来生成焊接接头的一系列三维截面图像。
三角测量法最大的优点是其仅仅提供了接头的几何信息,亦即物体的真实三维截面信息。
在理论上不受工件的表面状态影响,如表面光照变化或者表面上标记等。
但实际上物体的表面反射会对图像信号有一定的影响,需要一些特殊的技术来克服反射噪声的影响。
三角测量法的另一个优点是易于从设计上克服环境光照的影响,这在明弧环境下尤为重要。
强烈的电弧光会对普通的机器视觉系统产生严重的干扰。
图2 示意了用点状激光测量距工件表面距离的原理。
若要测量整个焊接接头的轮廓,需要沿着接头横向测量一系列连续的距离信息,从而形成三维截面轮廓。
这可以通过以下两种方式来实现:(1) 采用激光条纹投影到接头上,并用二维面阵CCD 获取激光条纹的图像。
我们称其为条纹式传感器。
(2) 沿着接头横向做一维点状激光扫描。
我们称其为扫描式传感器。
n e a rs u r f a c e f a rs u r f a c e i m a g ep o s i t i o n i s a f u n c t i o n l a s e r s e n s o r l a s e r d i s t a n c e a c t u a ld i s t a n ce of c a m e ra i m a g e p o s i t i o n图2 三角测量原理 二、产品系列:2.1 条纹式传感器顾名思义,其原理是采用激光条纹垂直投射到焊接接头上。
条纹的形状因受焊接接头形状影响而产生变形。
变形了的条纹图像被与激光器呈一定角度的二维CCD 或者CMOS 摄像机采集到计算机中进行信号处理。