第6章 焊缝跟踪技术
- 格式:ppt
- 大小:7.75 MB
- 文档页数:20
文章编号:1004-132 (2002)08-0640-04焊接温度场焊缝识别及焊缝跟踪技术研究项 安 博士项 安 潘际銮 张 华 贾剑平 潘俊民 摘要:论述焊接温度场焊缝识别方法及焊缝跟踪控制系统。
系统采用焊接温度场传感器获得焊接工件背面热图像,通过改进的梯度算法对热图像的分析计算获得焊缝偏差,利用规则自校正模糊控制器实现焊缝跟踪。
试验和实际生产运行表明系统能够准确识别焊缝,焊缝跟踪运行稳定可靠。
关键词:焊缝跟踪;焊接温度场;模糊控制;M IG M A G ;埋弧焊中图分类号:T G 409 文献标识码:A收稿日期:2000—07—24基金项目:江西省主要学科跨世纪学术和技术带头人培养资助项目 焊缝跟踪一直是焊接自动化、智能化主要研究课题,焊偏是造成焊接质量缺陷的重要原因之一。
围绕这个问题,人们提出了许多解决方法。
例如激光扫描跟踪技术、旋转电弧传感跟踪技术等,然而这些技术在实际应用中存在着各自的局限。
焊接温度场能反映焊接的动态过程,通过对焊接温度场的检测可同时提取熔透、焊缝偏差等特征参数[1~4],以实现焊接质量的动态跟踪。
本文研究设计了一套基于焊接温度场分布的焊缝跟踪模糊控制系统[5],已成功地应用于焊缝背面M IG M A G 和螺旋管埋弧焊焊缝跟踪。
系统采用独特的I CCD 双色温度场传感技术[2]获取焊缝和焊炬位置信息,配置了自行设计的规则自校正模糊控制器。
焊接工艺试验和实际生产运行表明,所设计的系统能够准确识别焊缝位置,实现了焊缝跟踪智能控制,系统运行稳定、可靠。
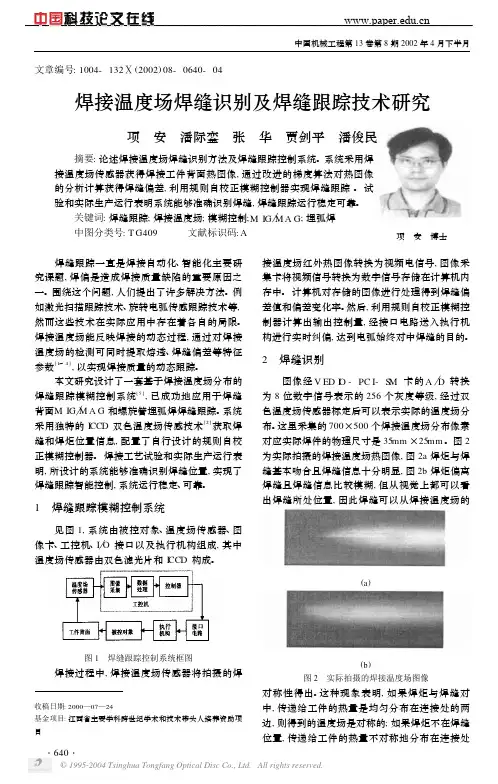
1 焊缝跟踪模糊控制系统见图1,系统由被控对象、温度场传感器、图像卡、工控机、I O 接口以及执行机构组成,其中温度场传感器由双色滤光片和I CCD 构成。
图1 焊缝跟踪控制系统框图焊接过程中,焊接温度场传感器将拍摄的焊接温度场红外热图像转换为视频电信号,图像采集卡将视频信号转换为数字信号存储在计算机内存中。
计算机对存储的图像进行处理得到焊缝偏差值和偏差变化率。
激光焊接机器人焊缝跟踪控制方法陈智龙120160033摘要:当前激光焊接机器人在实际的工业生产中应用的越来越广泛,在汽车制造业以及其他机器制造业激光焊接机器人在生产中的作用也越来越大。
如何提高焊接机器人的焊缝精度问题以及控制焊缝轨迹已成为激光焊接机器人发展的首要难题。
关键词:激光焊接机器人;焊缝轨迹;控制0引言激光作为焊接和切割的新手段应用于工业制造,具有很大发展潜力。
在国际汽车工业领域,激光加工技术已广泛得到了应用,激光切割与焊接逐渐成为标准的汽车车身生产工艺.国内也已积极推广应用,但目前主要还是以引进成套激光加工设备为主,用于激光钎焊、激光渗透焊、激光对接焊、白车身激光三维切割和激光金属零件表面热处理[1]。
由于成本考虑,有些汽车厂家则直接进口国外激光加工的零部件.为提升我国汽车制造的技术能力,我们应依靠国内技术能力,自主创新,在更广范围和更深层次上,加快激光加工在制造业的应用发展.车身在整车制造中占有重要地位,不仅车身成本占整车的40%~50﹪,而且对汽车安全、节能、环保和快速换型有重要影响。
人口老龄化不断逼近,各制造业工厂着手进行技术改造工程设计,采用了许多工业机器人,以提高生产线的柔性程度为基础,为制造厂家提供了生产产品多样化,更新转型的可能性.以上汽大众汽车车身生产车间为例,机器人能独立完成工件的移动搬运、输送、组装夹紧定位,可完成工件的点焊、弧焊、激光焊、打磨、滚边、涂胶等工作.有的工位上把上件、夹具、工具以机器人为中心布置,以便机器人能完成多个工序,实现多品种、不同批量的生产自动化.采用机器人使焊接生产线更具柔性化、自动化,使多种车身成品可在一条车身装焊生产线上制造,实现多车型混线生产.因此,焊接生产线必须很容易地因产品结构、外形的改变而改变,具有较高的柔性程度[2].由于柔性车身焊接生产线可以适应汽车多品种生产及换型的需要,是汽车车身制造自动化的必然趋势,特别是进入上世纪90年代以后,各大汽车厂家都在考虑车身焊接生产线柔性化。