油阀座夹具设计说明书
- 格式:doc
- 大小:158.50 KB
- 文档页数:9
阀座夹具及组合机床设计计
2010年 7 月
油阀座夹具设计
系(部):
专业:
学号:
学生姓名:
指导教师:
2010 年7 月
目录
机械设计制造工艺夹具及组合机床设计毕业设计指导书 (1)
第1章零件分析 (3)
1.1 零件的作用 (3)
1.2零件的工艺分析 (3)
第2章工艺规程设计 (5)
2.1毛皮制造形式 (5)
2.2 基面的选择 (5)
2.3 制定工艺路线 (6)
2.4 机械加工余量工序尺寸及毛坯尺寸的确定 (9)
2.5 确定切削用量及基本工时 (10)
第3章夹具设计 (21)
3.1 问题提出 (21)
3.2 基准的选择 (21)
3.3 切削力及夹紧力的计算 (22)
3.4 定位误差的分析 (23)
3.5 夹具设计及操作说明 (24)
3.5 组合机床设计及操作说明 (26)
3.6 气动夹紧元件强度校核 (29)
3.7 机床的优化设计及经济分析 (34)
第4章设计心得体会 (36)
第5章参考文献 (37)
机械制造工艺及夹具
毕业设计指导书
一、毕业设计任务书
题目:设计油阀座零件的机械加工工艺规程
及钻¢2mm孔工序的专用机床夹具。
设计要求:熟练使用计算机辅助(软件自选),独立完成
(1)毛坯图、零件-毛坯合图各一张(3或4号图CAD出图,手工图为2
号)2
(2)关键工序机械加工工艺规程卡片一张(4号图,CAPP出图)1
(3)指定工序夹具装配图一张(2或3号图,CAD出图可拼接)1
(4)夹具部分零件图1~2张(图幅自定)1
(5)设计说明书(一份,>10页,正文小4号字,含插图)
(6)夹具3D装配效果图一张(3或4号图,可渲染)1
以上均需输出,以书面交设计资料,保留软盘待查。
原始资料:该零件图样一张;年产量为6000件。
二、毕业设计指导
(一)设计的目的
本毕业设计是在学完了机械制造工艺及夹具设计毕业,并进行了生产实习的基础上进行的一个教学环节,它要求学生全面地综合运用本毕业及其有关先修毕业的理论和实践知识,进行零件加工工艺规程的设计和机床夹具的设计.其目的在于:
(1)培养学生运用机械制造工艺学及有关毕业(工程材料与热处理、机械设计、公差与技术测量等)的知识,结合生产实习中学到的实践知识,独立地分析和解决工艺问题,初步具备设计一个中等复杂程度零件的工艺规程的能力。
(2)能根据被加工零件的技术要求,运用夹具设计的基本原理和方法,学会拟订夹具设计方案,完成夹具结构设计,提高结构设计能力。
(3)培养学生熟悉并运用CAD、CAPP设计以及查询手册、规范、图表等技术资料的能力。
(4)进一步培养学生识图、制图、运算和编写技术文件等基本技能。
(二)设计要求与内容
本次设计要求编制一个中等复杂程度零件的机械加工工艺规程,按教师指定的任务设计
其中一道工序的专用夹具,并撰写设计说明书。
学生应在教师指导下,按本指导书的规定,认真地、有计划地按时完成设计任务。
必须以负责的态度对待自己所作的技术决定,数据和计算结果。
注意理论与实践的结合,以期使整个设计在技术上是先进的,在经济上是合理的,在生产上是可行的。
具体内容如下:
(1)确定生产类型(一般为中批或大批生产),对零件进行工艺分析。
(2)选择毛坯种类及制造方法,绘制毛坯图(零件-毛坯合图);
(3)运用CAPP软件拟订零件的机械加工工艺过程,选择各工序加工设备及工艺装备(刀具,夹具,量具,辅具),确定各工序切削用量及工序尺寸。
(4)填写指定工序的工序卡片,并设计该工序的专用夹具,绘制装配总图和主要零件图1~2张
(5)撰写设计说明书。
(6)运用CAD软件绘制专用夹具的3D装配图,并制夹具效果图。
第1章、零件的分析
1.1零件的作用
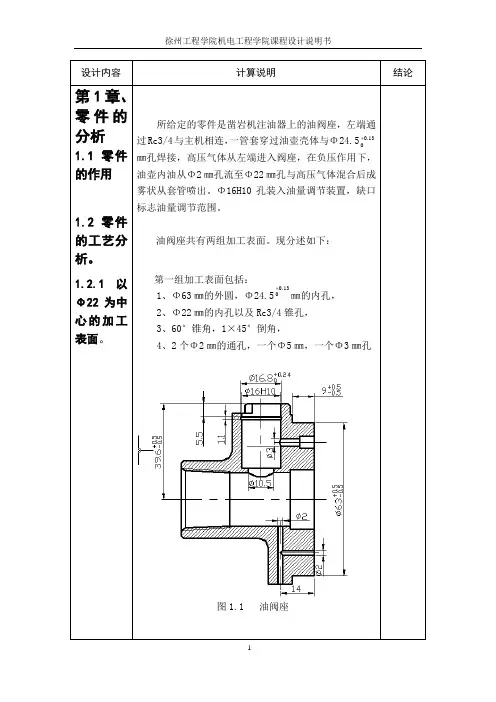
目所给定的零件是凿岩机注油器上的油阀座,左端通过Rc3/4与主机相连,一管套穿过油壶壳体与¢24.513.0
+㎜孔焊接,高压气体从左端进入阀座,在负压作用下,油
壶内油从¢2㎜孔流至¢22㎜孔与高压气体混合后成雾状从套管喷出。
¢16H10孔装入油量调节装置,缺口标志油量调节范围。
1.2零件的工艺分析
油阀座共有两组加工表面。
现分述如下:
1.2.1以¢22㎜为中心的加工表面。
这一组加工表面包括:¢63㎜的外圆,¢24.513.0
+㎜的内孔,¢22㎜的内孔以及
Rc3/4锥孔,60°锥角,1×45°倒角,2个¢2㎜的通孔,¢5㎜,¢3㎜垂直于¢5㎜,¢2㎜的平面及左端垂直平面。
图1.1 以¢22㎜为中心的加工表面
1.2.2以¢16H10为中心的加工表面。
这一组加工表面包括:¢16H10的孔,¢10.5㎜的孔以及135°缺口,¢16.8㎜内槽以及45°倒角。
由以上分析可知,Rc3/4连接用¢63㎜定位。
¢24.513.0
㎜焊管套形位公差靠机
床自身来保证,且粗精加工尽可能一次加工完成。
图1.2 以¢16H10为中心的加工表面
第2章、工艺规程设计
2.1毛坯制造形式。
零件材料为ZG45,采用砂型机器铸造。
从《机械制造工艺手册》中可查出其公差等级为IT8~IT10,尺寸公差1.6~3.2㎜,加工余量4~5㎜,毛坯为实心,以如图的过水平中心线与¢24㎜圆柱体相垂直的平面为分型面。
加工前进行退火处理。
由于零件年产量为6000件,已达到大批生产的水平,而且零件的轮廓尺寸不大,故可采用砂型机器铸造。
这从提高生产率、保证加工精度上考虑,也是应该的。
图2.1 分型面
2.2基面的选择。
基面选择是工艺规程设计中的重要工作之一。
基面选择得正确与合理,可以使加工质量得到保证,生产率得以提高。
否则,加工工艺过程问题百出,更有甚者,还会造成零件大批报废,使生产无法正常进行。
2.2.1粗基准的选择。
作为粗基准的表面应平整,没有飞边、毛刺或其它表面欠缺。
对一般的轴类零件而言,以外圆作为粗基准是完全合理的,本零件选用不加工表面Φ32外圆柱面作为粗基准。
采用Φ32外圆柱面作为粗基准加工内孔可以保证空的壁厚均匀,而且便于装夹。
2.2.2精基准的选择。
主要应该考虑基准重合的问题。
阀座的右端面和Φ22孔既是装配基准,又是设计基准,用它们作精基准,能使加工遵循“基准重合”的原则,实现阀座零件“一面两孔”的典型定位方式;其余各面和孔的加工也能用它定位,这样使工艺路线遵循了“基准统一”的原则。
此外,B面的面积较大,定位比较稳定,夹紧方案也比较简单、可靠,操作方便。
加工¢16㎜孔时,以右端端面及¢22㎜内孔为基准。
加工内孔时应以¢63㎜外圆端面为基准。
由于形位公差由机床自身来保证,粗精加工尽可能一次完成。
2.3制定工艺路线
制定工艺路线出发点,应当是使零件的几何形状、尺寸精度及位置精度等技术要求能得到合理的保证。
在生产纲领已确定为大批生产的条件下,可以考虑采用万能性机床配以专用工夹具,并尽量使工序集中来提高生产率。
除此之外,还应当考虑经济效果,以便使生产成本尽量降低。
2.3.1表面加工方法的确定
根据各表面加工要求和各种加工方法能达到的经济精度。
确定各表面的加工方。