侧钻工艺技术.共60页
- 格式:ppt
- 大小:5.40 MB
- 文档页数:60

裸眼侧钻工艺技术裸眼侧钻工艺技术一.侧钻点的选择侧钻点的选择应遵循以下几点原则:1.应选在岩性比较稳定的可钻性较好的地层,尽量避开极硬、岩石研磨性强的地层。
2.应根据设计井深( 垂直井深) 、水平位移设计适当的井身剖面,使侧钻后的井段最短。
3.在定向井斜井段中或在直井内硬地层中,可选在原井眼的井斜或方位变化率比较大的位置侧钻。
4.大斜度井段侧钻,应尽量变方位稳斜或降斜侧钻。
二.作业准备1.工具钻柱准备(1) 侧钻工具仪器准备侧钻工具包括井底动力钻具、无磁钻铤或无磁承压钻杆、定向接头、弯接头、稳定器。
定向仪器包括电子多点测斜仪、无线随钻测斜仪、有线随钻测斜仪。
(2) 钻柱准备钻柱包括钻铤、钻杆、随钻震击器等。
钻杆、钻铤的规格、数量符合设计要求。
2.井筒准备(1)注水泥塞按SY/T 5587.14—93 设计施工。
(2) 水泥塞质量要求◆候凝72h,φ215.9㎜以上结构的井眼静压80~100KN, 水泥塞下沉不超过5cm。
◆候凝72h,φ152㎜井眼静压40~6OKN,水泥塞下沉不超过5cm。
三.井底动力钻具定向侧钻钻具组合的设计按SY/T 5619-1999 中第4条设计。
1.侧钻井井眼曲率的控制311.2㎜井眼:8-18°/100m215.9㎜井眼:10-30°/100m152.4㎜井眼:15- 40°/100m2.侧钻钻头的选型◆对于软地层、可钻性好的地层选用牙轮钻头。
◆对于硬地层、研磨性强的地层选用PDC或BDC钻头。
3.对于侧钻点位置原井眼是直井段或稳斜井段的侧钻井,侧钻钻具组合应是弯接头加螺杆钻具或弯螺杆钻具组合。
4.对于侧钻点位置有一定井斜、且井段有一定曲率的可以采用直钻具(直螺杆)稳斜或降斜侧钻。
四.侧钻施工1.定向要求(1) 下入侧钻钻具组合,下钻到底后下入有线(或无线)随钻测斜仪进行定向。
按SY/T 5416—1997 中第4条操作。
(2) 调整工具面角至所需要的角度,上下活动钻具,完全释放钻具扭矩,以防蹩钻具而致使井下工具面转不到位。
侧钻工艺技术一、井眼准备井眼准备工作包括提出或打捞出老井眼中的采油管柱,修复窗口以上套管通井、试压。
挤封漏失或射孔井段,为开窗、裸眼钻井、下尾管等侧钻工艺提供一个良好的工作基础。
(一)挤封油层或漏失井段挤封油层的目的是防止层间互窜,影响裸眼钻进和采油工艺的实施。
挤封前要冲砂洗井彻底,把所有待挤封层段都冲露出来。
挤封时应将管柱下到预挤封井段以下,采用循环挤注方法,以避免因吸收性差异而影响挤封质量的因素。
封堵剂的用量取决于预堵层位的渗透率,挤封厚度及挤封半径、压力等因素,一般情况挤封半径按0.5m 计算。
(二)上部套管试压上部套管试压的目的是了解套管完好情况,为确定开窗位置和完井尾管长度提供依据,也为下尾管固井施工、试压及采油工作提供基础。
试压标准根据油藏特征、采油工艺要求及侧钻施工特点而确定,一般油井试压10MPa,经30min 压降不超过0.5MPa 为合格。
(三)通井通井的目的是了解套管损坏情况,为确定开窗位置及裸眼钻进、完井管柱、采油管柱等入井工具提供确定的依据。
为了保证通井的目的,通井规直径应比入井最大尺寸工具直径大4~6mm ,长度不小于最大直径入井工具的长度或使用双级通井规,通井遇阻井段要用修套工艺修套至畅通。
二、开窗技术(一)斜向器开窗技术斜向器类型可分为液压卡瓦式和固定锚式,其原理都是用管柱及送斜器把斜向器下送到预定位置,通过陀螺仪确定斜向器方位,再用液压坐封或用水泥固定斜向器,剪断销钉后提出送斜器。
斜向器坐封固定位置应准确,与设计位置允差为±0.3m ,斜向器顶部要紧贴套管壁而且固定要牢靠,防止在开窗及侧钻过程中发生位移或转动。
斜向器固定牢靠后,用复式铣锥(或铣鞋)开始磨铣窗口。
(1)开窗第一阶段:从铣锥磨铣斜向器顶部到铣锥底圆与套管内壁接触,此段开始要轻压慢转,然后中速磨铣,钻压为2~5kN,转速60~80r/min。
(2)开窗第二阶段:从铣锥底圆接触套管内壁到底圆刚出套管外壁。

侧钻工艺技术严玉中井下作业公司工程科侧钻工艺技术一、侧钻工艺一般流程图搬家、安装——起原井管柱——通井、洗井——挤灰封堵原射孔井段(或打底灰)——试压——下导斜器打压座封——下铣锥开、修窗口——裸眼钻进(先用转盘钻进20~30米,然后是随钻即下螺杆定向钻进到设计要求的井斜与方位,最后用转盘稳斜钻进到完井深度)——完井电测——下尾管、固井——钻灰塞、测声放——通井、全井试压——甩钻搬家。
侧钻井井身结构示意图如下:二、侧钻施工所需设备及工具:1、主车:XJ450修井机装机功率为354KW,最大钩载100吨,一般用做修井,也可用于1500米以内的侧钻井施工。
XJ550修井机装机功率为429KW,一般用于2000米以内的侧钻井施工。
XJ650修井机装机功率为485KW,可用于2000多米的侧钻井施工。
XJ750修井机装机功率为544KW,属于钻机系例,可用于2200米的钻井施工和2000多米的侧钻井施工。
各修井机的主要技术参数详见附表。
2、循环系统:F500或F800泥浆泵及190柴油机;总容积为60~80方泥浆循环罐一套三个(一般分别称为循环罐、贮备罐及加重罐),最低配置有震动筛,除砂器,除泥器、离心机等四级泥浆净化装置,对于有气层的井要配置除气器。
另外灌上需要配有泥浆报警器,和泥浆加重漏斗。
同时配有8方配液罐一个,1方泥浆处理剂罐1个。
3、钻具:Ф73正扣钻杆,Ф105无磁钻铤或无磁钻杆1根,加重钻杆或承压钻杆10根(一般对深井小井眼侧钻不用钻铤而用加重钻杆来实现加压)。
4、定向工具:有线随钻车一台,1~1.75的弯螺杆2根。
5、其它设备及工具:液压双闸板防喷器一套,节流压井管汇一套,200KW发电机一台,值班房及橱房,生活水罐及其它作业用具等。
6、陆地搬家车辆及费用:815拖车3台拉钻杆及泥浆泵、主车跑道等,卡车14台拉泥浆罐、钻台及板房等,25吨吊车2台,近距离搬家费用约在1~2万元左右。
三、套管开窗侧钻技术常用的套管开窗技术有两种:磨铣开窗和锻铣开窗侧钻。
侧钻工艺技术侧钻工艺技术是一种钻探技术,适用于地下矿井、隧道等工程施工中的钢筋混凝土墙壁或岩石层的侧向钻孔。
这种技术可以提高施工效率,并且在必要时可以作为固定穿越道路的支撑结构。
侧钻工艺技术的应用范围非常广泛,可以用于建筑施工、地下矿井开采、地下综合管廊等各种工程项目。
侧钻工艺技术的核心是通过钻机的旋转和推进,将钻头送入墙壁或岩石层中,并且通过控制钻头的角度和方向,可以实现各种形状和大小的侧向孔洞开挖。
具体的工艺流程包括:首先,确定钻孔的位置和方向。
根据工程设计要求,确定钻孔的具体位置和方向,可以使用激光或GPS等导航设备来定位。
然后,选择适当的钻头和钻具。
根据工程项目的需求和材料的性质,选择合适的钻头和钻具。
接下来,进行钻孔操作。
将钻头放入钻孔机中,根据设计要求调整钻头的角度和方向,开启钻机,开始钻孔作业。
在钻孔过程中,需要根据墙壁或岩石层的硬度和坚固程度,适时调整钻机的旋转速度和推进力。
最后,完成钻孔后的固结工作。
当钻孔达到设计深度后,需要采取相应的措施来固结钻孔,以防止墙壁或岩石层的坍塌。
可以使用灌浆材料或者安装钢管等方式来固结钻孔。
侧钻工艺技术的优点是可以在地下矿井和隧道等狭小空间内进行钻孔作业,提高了施工效率。
而且,通过侧向钻孔可以减少对地表的破坏,保护地下设施的完好性。
此外,侧钻工艺技术还可以用于固定穿越道路的支撑结构,确保施工安全。
然而,侧钻工艺技术也存在一些挑战和限制。
首先,钻孔过程中需要考虑准确控制钻孔的角度和方向,避免偏离设计要求。
其次,钻孔过程中可能遇到困难,如硬岩、粘土等难以穿透的地层。
此外,钻孔作业对设备和操作者的技术要求较高,需要有经验丰富的操作人员。
总的来说,侧钻工艺技术在地下施工和开采领域具有重要的应用价值,可以提高施工效率和安全性。
随着科技的不断发展,侧钻工艺技术也会不断改进和完善,为各种工程项目提供更好的解决方案。


第四章 侧钻工艺技术迄今为止,修复严重套损井,特别是严重错断井(通径小于Ф9 0mm )的最彻底最有效的工艺技术,当属取换套管工艺技术。
但是取换套管需配套专用方钻杆,套铣筒、套铣钻头等设备和设施,不是所有专业修井队都能全部配套的。
因此,修复这种井况,恢复产能,恢复井网层系的开发功能,便成为修井工作的当务之急。
而套管内侧钻恢复井点,井网功能的这种最早投入修井中应用的侧钻工艺技术便恢复、发展、配套完善起来,成为严重套损井修复的又一项重要工艺技术。
套管内内侧钻工艺技术,在国外开发应用较早,从设备、设施、工具、用具及工作液,到人员、管理、技术等已完全配套完善。
在我国,玉门老君庙油田开发应用侧钻技术始于1957年。
目前,我国玉门、新疆、辽河、胜利、中原、华北、大港、大庆等油田在侧钻工艺技术的应用、发展、配套完善方面作了大量工作,使侧钻工艺真正成为油田修井的重要组成部分。
大庆油田在215’’( Ф139.7mm )小井眼内侧钻工艺发展较快,目前已形成了较有特点的小井眼侧钻工艺。
套管内侧钻工艺严格说起来,应不属修井工艺范畴,它只不过是利用了套损点.(井段)以上的套管井眼和原地面采油工艺流程而重新钻开了距套损井一定距离的油层的更新井或调整井,当属特殊更新、调整井的钻井范畴。
但是,由于油田开发的长期习惯意识,凡在套管内进行的钻、磨、补、捞、胀等作业项目,一般通称修井作业,而此项侧钻工作又大多由专业修井队在套管内完成。
在验收管理分类上,将侧钻列为修井工艺范畴,便从此延续下来。
所以称侧钻是修井作业的重要组成部分也很正常。
目前,从油田进入高含水开发中、后期的地下地质情况出发,采取侧钻恢复井点、井层、井网比钻更新井,调整井相对容易,且经济可行。
侧钻井也能真正起到代替更新井、调整井产能和作用。
从玉门、辽河、大庆等油田的统计资料看,侧钻井平均单井费用一般(各油田)为新钻井的三分之一。
因此侧钻工作是有广泛前景的。
第一节 侧钻工艺原理及技术关键一、工艺原理侧钻工艺技术就是在选定的套损井(严重错断井)的套损点以上某一合适深度位置固定一专用斜向器,利用斜向器的导斜和造斜作用,使专用工具如铣锥等在套管侧面开窗,形成通向油层的必由通道一然后由侧钻钻具(包括钻头)斜直向钻开油层至设计深度,下人小套管固井射孔完成,如图 13—1所示。
煤层气钻井中井眼侧钻钻井工艺——侧钻工艺在多分枝水平井中的应用一、套管内开窗侧钻技术工艺(一)、窗口选择的原则开窗前应对一二开井的固井质量、套管串结构、扶正器位置、地层稳定性等进行调查摸底, 并结合该井的井身剖面设计和可操作性等做综合考虑,以确定窗口的位置.1. 窗口应符合井身剖面设计,有利于裸眼段轨迹控制和安全施工。
2. 窗口井段该井眼井径应小而规则,固井质量优良,避开不稳定的复杂地层.3. 窗口应避开套管接箍和扶正器的位置。
4. 窗口以上套管内无落物、无变形、无裂缝,起下钻畅通, 试压符合要求。
(二)、开窗工具简介1. 地锚:一般为10m表面焊有毛刺,下部割有循环孔,用于固定斜向器,防止转动和松动, 附图1-1.2. 斜向器(螺杆):用于引导铣锥按设计方向开窗,斜面长度以2-4m为宜,顶部角度一般为2。
5-4°。
3. 送斜器:是一根带循环孔的中心管,上部与钻具丝扣连接,下部与斜向器销钉连接,作用是把斜向器送至预定井深,然后靠钻具自重剪断销钉,与斜向器分离,把斜向器置于井内,附图1-2。
1-油管或钻杆1-销钉2 —中心管1-合金齿2-毛刺3 —循环孔3-斜向器4 —垫子2-循环孔地锚斜向器与送斜器钻铰铣图1-1 图1—2 图1-34. 铣锥:一般选择复合型钻铰铣,操作简单方便,节约起下钻时间,能进行整个开窗作业,附图1-3。
(三).开窗工艺流程和施工步骤工艺流程:套管内通径一注水泥封堵老井眼一套管内试压一扫水泥面一固定斜向器f扫水泥面f开窗。
1. 通径:用专用的通径规通井,下入时控制速度,小排量分段循环,下至预定井深后用大排量清洗井眼,替掉井内受污染的液体。
2. 注水泥封堵二开井眼:下入钻杆至预定井深,按设计打入水泥浆,候凝36小时后开始试压。
3. 套管内试压:用专门的试压车对套管内试压,套管强度合格后方可进一步施工。
4. 扫水泥面:硬面要求钻时均匀,无放空现象,达到施工要求。
5. 固定斜向器:把设计好的地锚总成下到井底,循环正常后,开始定向• 一般采取陀螺定向,如果知道二开井眼井斜、方位,且井斜达到5°以上的,也可以采用随钻仪器高边法定向,但这种方法有一定误差,定完向后,让地锚接触井底,让斜面避开套管接箍和扶正器,开始注水泥浆,结束后加一定钻压,剪断送斜器和斜向器之间的销钉,斜向器留入井内,起出一柱钻具,替掉多余水泥浆, 候凝48小时后进行开窗作业.6. 扫水泥面:扫水泥面至斜尖0。
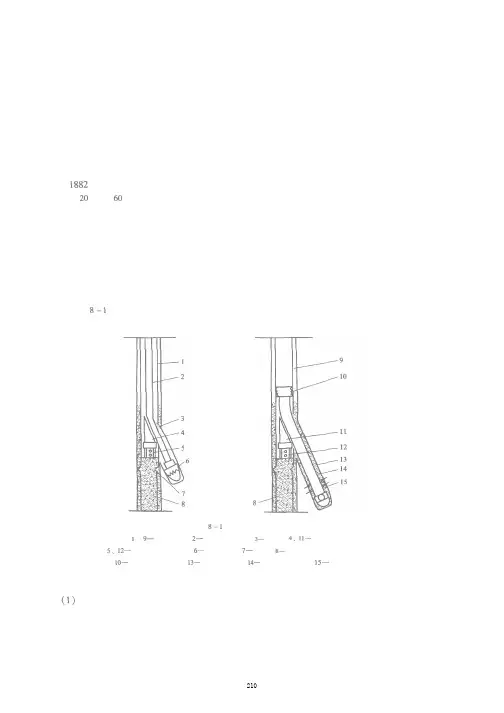
For personal use only in study and research; not for commercial use第九章侧钻工艺技术§9—1 侧钻概述一、套管内侧钻的概念For personal use only in study and research; not for commercial use套管内侧钻:就是在油水井的某一特定深度固定一个导斜器,利用斜面的造斜和导斜作用,用铣锥在套管的侧面开窗,从此窗口另钻新的井眼,然后下尾管固井完成的一整套工艺技术。
如图8—1。
1、9-原井套管、2-侧钻开窗钻杆、3-窗口、4、11-斜向器、5、12-斜向器固定机构、For personal use only in study and research; not for commercial use6-开窗洗锥、7-断口、8--原井套管以下水泥封固、10-完井尾管悬挂器、13-完井小套管、14-完井固井水泥、15-射孔孔眼二、开窗侧钻的目的意义三.侧钻的选井原则(1)侧钻开窗部位以上套管必须完好。
(2)开窗部位必须在套管损坏部位30m以上,套损位置最好低于1800m。
(3)尽量选择固井质量好、井斜小、地层硬的井段。
(4)对出砂井和严重窜漏井,侧钻长度与倾角均应加大。
(5)裸眼井段钻遇有潜力的油层不少于2层,综合含水小于85%。
(6)侧钻井的裸眼井段钻遇的水层和高含水层尽可能的少。
(7)进行严格的通井、试压、分析井史与电测资料,随时调整侧钻方案。
四、开窗侧钻的类型方法(一)按照开窗原理不同分为:1.定斜器开窗侧钻:在侧钻部位固定一定斜器(造斜器)。
2.截断式开窗侧钻:利用铣鞋在设计的井段磨铣切割套管,开窗后进行侧钻的工艺技术方法。
3.聚能切割开窗侧钻:利用聚能切割弹下到预定井段,采取爆炸切割的方法。
(二)按照侧钻方位和目的不同分为:1.斜向器侧钻:在侧钻部位固定一个没有方位的斜向器,铣锥依靠斜向器的导斜作用;进行钻进,其方位是不能确定的。