模具表面强化技术的介绍
- 格式:docx
- 大小:13.75 KB
- 文档页数:6
模具型腔中表面强化技术的应用分析摘要:随着科学技术的飞速发展和人们生活水平的不断提高,当前人们逐渐对模具制造行业的发展重视起来。
众所周知,模具型腔制作是我们在进行模具制作过程中的重点施工环节,而模具型腔表面强化就是其中的重中之重。
机械相关零件粗加工和机械相关零件细加工中的主要程序都是由模具成型来完成的。
对模具型腔表面强化技术进行科学合理研究,可以在一定程度上提高模具使用寿命。
关键词:模具型腔;表面强化技术;应用分析和探讨广义来讲,当前最为常用的模具使用类型包括塑性变形失效模具、磨损失效模具、疲劳失效模具和冷热疲劳失效模具以及断裂失效模具五种。
为了有效防止模具失效,我们应该对模具型腔表面进行强化,其中强化分为主要包括硬度强化、耐磨强化和耐腐蚀强化以及抗疲劳抗高温氧化强化措施等。
所以应在对模具材料进行正确全面选取之外还应该对模具型腔表面实施适当强化操作以保证模具制作效率。
本文从有关模具型腔表面强化方法和强化特点以及强化目的等方面进行分层阐述,并对模具型腔表面强化机理等作出解释。
1.模具型腔中表面工况概述根据对当前各种模具工况的研究与分析可以看出,其工作条件存在这很大不同,并且此时失效形式也是各不相同。
需要注意的是,在同一副模具上其损伤形式多种多样,此种损伤形式大多数情况是以交叉损伤形式产生的,并且其之间关系是相互联系且相互影响的,此时加速磨具会过早失效。
热作模具制作是当前我国模具生产中的重点生产环节,因为热作模具会受到负荷影响并会使其中的金属材料产生塑性变形状况,另外一种可能的情况就是会使温度较高的液体金属压铸得以成形且相对炽热非金属注射也会成型。
金属材料发生一定塑性变形时会对整体模具生产造成影响,一般来讲,固体金属材料塑性变形模具主要包括热锻模和热镦模以及相关热挤压模等。
模腔被破坏变形的主要原因是有模具生产中的实际生产环境所造成的,其同时也是相应成型部分可逆变形和成型部分磨损以及成型部分产生裂纹等。

模具表面强化处理技术模具是作为制造业的重要工艺装备,它的使用性能,特别是使用寿命反映了一个国家的工业水平,并直接影响到产品的更新换代和在国际市场上的竞争能力。
因此,各国都非常重视模具工业的发展和模具寿命的提高工作。
目前,我国模具的寿命还不高,模具消耗量很大,因此,提高我国的模具寿命是一个十分迫切的任务。
模具热处理对使用寿命影响很大。
我们经常接触到的模具损坏多半是热处理不当而引起。
据统计,模具由于热处理不当,而造成模具失效的占总失效率的50%以上,所以国外模具的热处理,愈来愈多地使用真空炉、半真空炉和无氧化保护气氛炉。
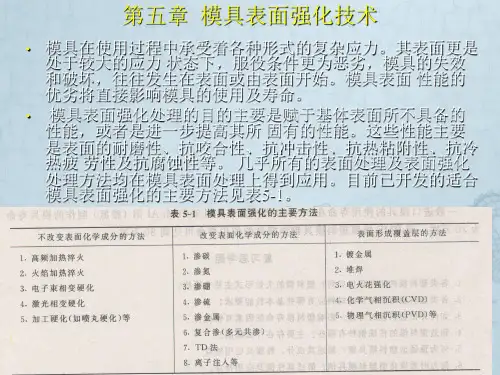
模具热处理工艺包括基体强韧化和表面强化处理。
基体强韧化在于提高基体的强度和韧性,减少断裂和变形,故它的常规热处理必须严格按工艺进行。
表面强化的主要目的是提高模具表面的耐磨性、耐蚀性和润滑性能。
表面强化处理方法很多,主要有渗碳、渗氮、渗硫、渗硼、氮碳共渗、渗金属等。
采用不同的表面强化处理工艺,可使模具使用寿命提高几倍甚至于几十倍,近几年又出现了一些新的表面强化工艺,本文着重四个方面介绍,供同行参考。
一、低温化学热处理1.离子渗氮为了提高模具的抗蚀性、耐磨性、抗热疲劳和防粘附性能,可采用离子渗氮。
离子渗氮的突出优点是显著地缩短了渗氮时间,可通过不同气体组份调节控制渗层组织,降低了渗氮层的表面脆性,变形小,渗层硬度分布曲线较平稳,不易产生剥落和热疲劳。
可渗的基体材料比气体渗氮广,无毒,不会爆炸,生产安全,但对形状复杂模具,难以获得均匀的加热和均匀的渗层,且渗层较浅,过渡层较陡,温度测定及温度均匀性仍有待于解决。
离子渗氮温度以450~520℃为宜,经处理6~9h后,渗氮层深约0.2~0.3mm。
温度过低,渗层太薄;温度过高,则表层易出现疏松层,降低抗粘模能力。
离子渗氮其渗层厚度以0.2~0.3mm为宜。
磨损后的离子渗氮模具,经修复和再次离子渗氮后,可重新投入使用,从而可大大地提高模具的总使用寿命。
模具表面喷丸强化随着现代工业技术的发展,对于模具使用性能提出了更高的要求。
努力缩短模具的生产周期提高模具的质量,延长模具寿命,直接或间接带来的社会效益和经济效益是难以估量的。
材料和热处理是影响模具质量、性能和使用寿命最重要的内在因素。
60%模具的早期失效,是由材料和热处理的因素造成的。
为了提高模的强度及模具的耐磨性,充分挖掘模具材料的性能潜力,延长模具服役寿命,采取了许多有效的措施,从省能源、省资源、充分发挥材料的性能潜力,获得特殊性能和最大技术经济效益出发,发展和应用表面强化工艺技术是提高模具使用性能和寿命的极重要的发展方向,喷丸强化就是其中的一项经济、简便而有效的模具表面处理工艺方法,值得大力推广。
喷丸强化是借助于硬丸粒,高速、连续锤击金属表面,使其产生强烈的冷作硬化。
通过喷丸可以明显改变金属表面的应力状态、显微硬度、表层的微观形貌和相成分,从而提高模具的疲劳强度、抗冲击磨损及抗应力腐蚀性能。
喷丸还可改变模具的表面粗糙度,并有效地去除电火花加工而产生的表面变质层。
喷丸强化方法简单易行,节约能源,适用于落料模、冷作模、冷镦模和热锻模等以疲劳失效形式为主的模具,如锻模服役时,要经受弯曲和热膨胀,常发生因局部屈服而导致显微裂纹,喷丸处理产生压应力能推迟显微裂纹的形成,从而延迟模具龟裂发生,模具经喷丸强化后使用寿命情况如表1所示。
喷丸强化原理喷丸过程就是大量弹丸喷射到零件表面上的过程,而弹丸喷射到零件表面上有如无数小锤对表面锤击,因此,金属零件表面产生极为强烈的塑性形变,使零件表面产生一定厚度的冷作硬化层,称为表面强化层,此强化层会显著地提高零件在高温和高湿工作下的疲劳强度。
零件表面形成的强化层之所以会改善其疲劳性能,其原因是在此层内有着完全不同于基体(即零件心部)的应力状态及组织结构,一般地说零件疲劳强度的提高与表面强化层内以下三个因素有关:(1)表面层的宏观残余应力;(2)表面层的微观应力;(3)表面层的微细嵌镶组织。

第八节模具表面激光强化处理激光表面强化处理工艺主要包括有表面淬火、熔凝、合金化、涂覆等技术。
在模具表面强化中,激光表面淬火应用最为普遍。
激光表面淬火其表面形成了一层硬度极高的特殊淬火组织。
其硬度高,耐磨性可提高,淬硬层深度可达0.1~3.5mm,大大延长了模具的使用寿命;适合于形状复杂、精加工后不易采用其他方法强化的模具处理。
而激光表面熔凝基本原理是利用激光束对模具表面进行熔融和激冷处理,从而使所获的组织非常细小,甚至可能获得非晶态组织,因而表面强化性能更高,对低碳钢、中碳钢、低合金工具钢等处理后,其表面性能几乎可与高强度模具钢相媲美,激光强化处理模具的使用寿命如表 1。
表 1 激光强化处理模具的使用寿命模具名称模具材料原处理工艺激光处理后寿命提高倍数山字型硅钢片铁芯冲模Cr12 淬火+ 低温回火33%B9 硅钢片铁芯冲模Cr12 淬火+ 低温回火60%裁纸刀T10 调质50 倍,达 300 万冲次铝饭盒盖拉伸模45 火焰淬火6~9 倍一、激光表面淬火强化的定义:当具有一定功率的激光束以一定的扫描速度照射到经过黑化处理的模具工作表面时,将使模具工作表面在很短时间内由于吸收激光的能量而急剧升温。
当激光束移开时,模具工作表面由基材自身传导而迅速冷却,从而形成具有一定性能的表面强化层,其硬度可比常规淬火提高15%~20%,此外还具有淬火组织细小、耐磨性高、节能效果显着以及可改善工作条件等优点。
二、激光表面淬火强化特点:1)激光淬火层硬度达HV800~1100,具有极好的耐磨性和抗拉伤能力,寿命较火焰淬火提高5~50倍。
2)激光淬火层硬度、层深均匀,与基体有很强的结合力。
3)通过选择激光波长调节激光功率等手段,能灵活地对复杂形状工件或工件局部部位实施非接触性急热、急冷,加热和冷却速度高:105~109℃/S。
该技术易控制处理范围,热影响区小,激光淬火处理后工件产生的残余应力及变形很小,无须作任何校正和加工处理。
表面强化技术的名词解释导言:随着科技的不断进步和发展,表面强化技术在各个行业领域得到了广泛应用。
本文将对表面强化技术进行详细解释,并探讨其在材料科学、制造业和航空航天领域的应用。
一、表面强化技术的定义和原理表面强化技术是指使用一系列物理、化学或机械方法来提高材料表面的性能,以增强材料的耐磨、耐腐蚀、抗疲劳和减少摩擦等特性。
它可以改变材料的表面组织和化学成分,使其具有更高的硬度、强度和耐久性。
表面强化技术的原理主要有下面几种:1. 热处理:通过控制材料的加热和冷却过程,使其晶体结构发生变化,从而提高硬度和强度。
2. 表面改性:通过离子注入或涂层技术,在材料表面形成一层薄膜,增加其耐磨、耐腐蚀和抗划伤性能。
3. 压缩强化:利用压力和摩擦力改变材料的晶粒形状和位置,增加其强度和耐久性。
4. 化学强化:通过浸泡在化学溶液中,使表面产生化学反应,从而提高材料的硬度和耐蚀性。
二、表面强化技术在材料科学中的应用材料科学是表面强化技术的重要应用领域之一。
通过表面强化技术,我们可以改善材料的性能,使其适应不同的工作环境和应用需求。
例如,在钢材制造中,通过热处理、表面改性和涂层技术,可以增加钢材的硬度、耐腐蚀性和耐磨性,提高其使用寿命。
而在电子行业,通过化学强化技术,可以加工出更薄、更轻、更耐用的显示屏和电路板。
三、表面强化技术在制造业中的应用表面强化技术在制造业中具有广泛的应用。
通过表面强化技术,我们可以改变材料的物理和化学性质,提高制品的耐用性和可靠性。
例如,在汽车制造业中,通过表面强化技术可以制造出更耐腐蚀、更耐磨的发动机零件,提高汽车的整体性能和可靠性。
而在船舶制造业中,通过热处理和涂层技术可以增加船体的耐腐蚀性和耐磨性,同时减少船体的阻力,提高船舶的航行效率。
四、表面强化技术在航空航天领域的应用航空航天领域是表面强化技术的重要应用领域之一。
在航空航天工业中,材料的质量、强度和耐久性对飞行器的安全至关重要。
浅谈模具钢H13的表面强化技术及发展趋势摘要随着高科技的迅猛发展,人们改善材料的性能,扩大其能力,延长了零件的使用寿命和设备,以改善经济,提出了更高的要求。
失败的许多部分是由于该材料的表面不能由于服务的苛刻条件下,如磨损,腐蚀和表面氧化指南。
提高材料的表面性能,延长机件的使用寿命和材料起着非常重要的作用,它诞生于表面强化技术是潜力得到了快速发展,已被广泛重要性,成为当前材料科学研究中的重点领域之一。
H13钢是最具代表性的热作模具之一,其传统的热处理工艺得到不断完善和优化的表面改性工艺打破了传统的表面热处理的限制,在表面涂层和高能束表面处理方面得到了极大的发展。
本论文选题的意义主要在于通过对模具钢H13的表面强化技术的综述,总结出为提高模具寿命的表面强化方法、工艺及发展趋势。
应用各种表面强化技术可以充分发挥材料的潜力、节约能源;制备特殊的表面强化层;提高经济效益。
关键字:模具钢;表面强化;H13AbstractWith the rapid development of high technology , it improve the performance of materials, expanding its ability to extend the life of parts and equipment to improve the economy, put forward higher requirements. Many parts of the failure is due to the surface of the material can not be due to the harsh conditions of service , such as wear, corrosion and surface oxidation guide . Improve the surface properties of materials to extend the life of parts and materials plays a very important role, it was born in the surface potential of enhanced technology has been rapid development , has been widely importance , become the focus in the field of materials science one .H13 steel is one of the most representative of hot die , its traditional heat treatment process has been continuously improved and optimized surface modification technology to break the traditional limitations of surface treatment , surface coating and high-energy beam surface treatment has been great development. The significance of this topic by topic lies mainly H13 tool steel surface enhanced technical review , summed up in order to improve surface hardening methods, processes and trends die life . Application of surface enhancement technology can realize the full potential of materials, energy saving ; preparation of special surface hardening layer ; improve economic efficiency .Keywords: mold steel;surface hardening;H13目录摘要 (2)Abstract (3)1 H13模具钢应用及模具表面强化技术的综述 (5)1.1综述H13在模具行业的广泛应用 (5)1.2模具表面强化技术的必要性 (6)2 H13模具钢不改变表面化学成分的强化技术的综述 (8)2.1综述不改变表面化学成分的强化技术原理及介绍应用现状 (8)2.2激光处理和表面镀膜的原理及应用 (8)2.2.1 激光表面处理 (8)2.2.2 表面镀膜处理 (8)3 H13模具钢改变表面化学成分的强化技术的综述 (10)3.1综述改变表面化学成分的强化技术原理及应用现状; (10)3.2离子化学处理和渗金处理的原理及应用 (10)4 H13模具钢表面强化技术对比剂发展趋势 (12)5 结束语 (13)参考文献 (14)1 H13模具钢应用及模具表面强化技术的综述1.1综述H13在模具行业的广泛应用模具材料模具行业是最重要的技术和物质基础,其性能,质量,服务模具,模具制造周期以及工业产品的生命高档,多元化,个性化的和具有决定性意义的增值发展方向,因而模具材料的研究一直是各国的重视。
模具表面强化技术的介绍一、扩散法金属碳化物覆层技术介绍1 、技术简介扩散法金属碳化物覆层技术是将工件置于特种介质中,经扩散作用于工件表面形成一层数微米至数十微米的金属碳化物层。
该碳化物层具有极高的硬度,HV 可达1600~3000 (由碳化物种类决定),此外,该碳化物履层与基体冶金结合,不影响工件表面光洁度,具有极高的耐磨、抗咬合(粘结)、耐蚀等性能,可大幅度提高工模具及机械零件的使用寿命。
2、与相关技术的比较通过在工件表面形成超硬化合物膜层的方法,是大幅度提高其耐磨、抗咬合(抗粘结)、耐蚀等性能,从而大幅度提高其使用寿命的有效而经济的方法。
目前,工件表面超硬化处理方法主要有物理气相沉积(PVD),化学气相沉积(CVD),物理化学气相沉积(PCVD),扩散法金属碳化物履层技术,其中,PVD 法具有沉积温度低,工件变形小的优点,但由于膜层与基体的结合力较差,工艺绕镀性不好,往往难以发挥超硬化合物膜层的性能优势。
CVD 法具有膜基结合力好,工艺绕镀性好等突出优点,但对于大量的钢铁材料而言,其后续基体硬化处理比较麻烦,稍有不慎,膜层就易破坏。
因此其应用主要集中在硬质合金等材料上。
PCVD法沉积温度低,膜基结合力及工艺绕镀性均较PVD法有较大改进,但与扩散法相比,膜基结合力仍有较大差距,此外由于PCVD 法仍为等离子体成膜,虽然绕镀性较PVD 法有所改善,但无法消除。
由扩散法金属碳化物覆层技术形成的金属碳化物覆层,与基体形成冶金结合,具有PVD、PCVD无法比拟的膜基结合力,因此该技术真正能够发挥超硬膜层的性能优势,此外,该技术不存在绕镀性问题,后续基体硬化处理方便,并可多次重复处理,使该技术的适用性更为广泛。
3、技术优势扩散法金属碳化物覆层技术在日本、欧洲各国、澳大利亚、韩国等国应用广泛。
据调查,许多进口设备上的配套模具大量地使用了该技术,这些模具在进行国产化时,由于缺乏相应的成熟技术,往往使模具寿命低,有些甚至无法国产化。
该技术国内七十年代就有人研究过,但由于各方面条件的限制,工艺及设备往往难以经过批量和长期生产的考验,使该技术中的一些实际存在的问题不易暴露或难以解决,往往半途而废。
我们在十多年的研究与应用的过程中,对该技术存在的工艺、设备上的实际问题进行了深入的研究,并进行了有效的改进,经改进后的工艺及成套设备已能够满足长期稳定生产的要求,所处理的模具寿命水平达到进口同类模具寿命水平,取得了丰富的各类模具实际应用的生产经验,为大规模推广应用该技术奠定了坚实的技术基础。
4、适用范围扩散法金属碳化物覆层技术可以广泛应用于各类因磨损、咬合而引起失效的工模具或机械零件。
其中,因磨损而引起的失效(如冲裁,冷镦,粉末成型等模具)可提高寿命数倍至数十倍;因咬合而引起的产品或模具的拉伤问题(如引伸模,翻边模等),可以从根本上予以解决。
适用材料:模具钢,含碳量大于0.3% 的结构钢,铸铁,硬质合金二、不锈钢焊管模具表面超硬化处理技术不锈钢焊管是在焊管成型机上,由不锈钢板经若干道模具碾压成型并经焊接而成。
由于不锈钢的强度较高,且其结构为面心立方晶格,易形成加工硬化,使焊管成型时:一方面模具要承受较大的摩擦力,使模具容易磨损;另一方面,不锈钢板料易与模具表面形成粘结(咬合),使焊管及模具表面形成拉伤。
因此,好的不锈钢成型模具必须具备极高的耐磨和抗粘结(咬合)性能。
我们对进口焊管模具的分析表明,该类模具的表面处理都是采用超硬金属碳化物或氮化物覆层处理。
不锈钢焊管成型模具材料一般是由高碳高铬的Cr12MoV (或SRD11,D2, DC53)制成。
目前国内普遍采用如下工艺流程制作模具:下料f粗加工f热处理(咼温淬火加咼温回火)f精加工f氮化f成品(注:为节省成本,一般生产厂家现在都省去了锻造与球化退火两道耗时,费财工序)。
由于Cr12MoV 类材料属于咼碳咼铬合金钢,其原始组织存在很大的成份偏析(这种偏析即使一般的锻造也无法消除)。
这样经过热处理(咼淬咼回)的模具内部组织极不均匀,宏观表现为硬度极不均匀(HRC四十几至六十左右),再经氮化处理,模具表面不均匀性无法消除,基体硬度甚至进一步降低,实际使用时,表现为模具及焊管表面均易拉伤,模具寿命低。
由湖南特普电子有限公司潜心研究的模具表面超硬化处理技术已成功应用于不锈钢焊管成型模具上。
经该技术处理的模具在其表面形成硬度咼达HV3000 左右的金属碳化物层,该碳化物层致密,与基体结合紧密,不影响工件的表面光洁度,具有极咼的耐磨,抗咬合性能,可从根本上解决焊管的拉毛问题,减少制管后续抛光工序的工作量并提高产品质量,大幅度提高模具使用寿命,减少售后服务工作量。
实践表明,该技术具有极高的使用价值。
以下是该工艺处理模具与氮化处理模具的有关比较。
1、性能:氮化模具本工艺处理模具表面硬度:HV700~1000 左右HV3000 左右基体硬度:极不均匀HRC58~62HRC40~602、工艺流程:氮化模具:下料f粗加工f热处理(高淬高回)f精加工f氮化f 成品本工艺处理模具:下料f全部加工到位(无须热处理)f本工艺处理(基体硬化与表面处理一次完成)。
f磨内孔f成品由工艺流程可看出,采用本工艺可缩短模具的加工周期。
3、使用效果:本工艺处理的模具较氮化模具可从根本上解决焊管的拉毛,从而减少焊管后续抛光工序的工作量并提高产品质量(因大量抛光而使管壁减簿),大幅度提高模具使用寿命,减少售后服务工作量。
由湖南特普电子有限公司开发的模具表面超硬化处理技术,在实际生产当中得到较广泛的应用,并受到客户的好评,由此工艺处理的模具寿命较传统工艺如氮化有较大幅度的提高,在某些模具性能方面超过国外水平,而价格仅是国外同等的1/4~1/10 。
经本工艺处理的模具有轧辊,冲头,彩管系列冷作模具,标准件模具,叶蜡石模具,铜铝型材挤压模具等,使客户产生了很高的效益,使模具的性价比得到质的提高。
“国内机床厂还没有重视模具制造这个广大的市场,任凭日本、欧洲还有中国台湾地区的机床厂商去占据。
”第二届国际模具技术会议召开在即,当记者就国产机床在模具市场占有情况采访中国模具工业协会常务副理事长兼秘书长曹延安时,却得到了如上的答复。
国产机床在模具装备市场的缺席据了解,在模具行业,高档设备几乎由国外品牌所统领,而中低档设备,台湾机床的份额很大。
除了汉川机床、杭州机床、大连机床几家以外,真正在模具行业叫得响的国内机床企业为数不多。
从目前我国主要模具企业对机床的使用情况来看:资历雄厚的国有模具企业、三资模具企业使用的高中档设备都是从日本和欧美进口的,低档设备则购买台湾的;而江浙、广东一带,实力水平不等的民营模具企业,在发展初期选择国产或台湾的机器(也以台湾机器为主)。
国产设备在稳定性、可* 性方面不能满足其生产需要,而台湾机器便宜、可*、服务及时,受到江浙模具企业的青睐,因此他们现在大都用台湾的机器。
一些发展更好的企业则选购国外的机床,而随着企业的发展,加工水平的提高,对精度和质量各方面的要求也更高了,这将是台湾机器难以企及的。
“我在参观黄岩模具厂时发现,他们正在引进日本、欧洲的新装备。
”曹延安举例说。
国外机床在高档模具制造设备方面的统领,其原因固然是与他们的产品质量密不可分,同时也与他们针对中国模具市场的策略相关。
国外模具制造设备企业对中国市场十分重视,一个明显的体现就是比国内机床企业更热衷于参加由中国模具工业协会组织的模具展。
2006 年第十一届中国国际模具技术和设备展览会规模将达5 万平方米,境外主要机床厂无一缺席,均积极报名参加。
而从上届展会情况看,国外机床企业参展数占机床展商的2/3 。
相反,国内许多模具设备企业没有参加,一些企业在大力动员下虽然参加了展会,但重视程度不够,展位面积很小,参展产品不多,没有体现出一个知名企业的品牌和气势。
一些国际知名机床企业如日本的牧野非常重视对中国市场的开发,而森精机也改变原来只注重欧美市场销售的历史,快速进入中国市场,尤其是模具市场,他们在中国建立的第一个研究所就是为模具生产准备的。
国内机床企业为何不热衷生产模具设备据了解,2004 年我国模具总产值达到530亿元,增幅为18%,模具制造水平有较大提高,理应带动先进加工技术设备的需求。
在这种背景下,为什么国产机床厂却任由国外或台湾生产的机床长久地占据着中国广阔的模具市场,而不是与模具行业同步发展,抓住时机,吸引模具企业的眼光呢?“我在对国内模具企业的参观中发现,他们不愿意使用国产数控机床装备,一方面是产品质量、可* 性较差,常出问题,二是服务不及时曹延安在解释国产机床在模具装备市场的缺席时如是说。
而据中国模具工业协会副秘书长秦珂介绍,目前国内模具企业使用的机床一般可以分为电加工机床和金切机床。
其中电加工机床在国内市场占有率还比较高。
但金切机床则不然,因为模具用的机床对加工技术要求比零件加工更高,比如在数控系统、传动设备、精度参数等方面,这就给国内机床企业的研发和设计带来较大困难。
另外,由于生产模具设备需要机床企业加大投入,同时还需要调整生产线才能达到模具生产的要求,这也是许多国内机床企业对于模具市场并不是很热衷的一个原因。
而近几年机床行业良好的宏观走势,也使国内机床企业在一定程度上无暇顾及模具市场。
2004 年,我国机床工具行业产品销售收入为1032 亿元,其中金属切削机床产量39 万台,国产数控金属切削机床年产量为51861 台,行业发展迅速,市场需求稳定增长。
很多企业反映“生产任务十分繁忙。
”从一些调研数据还可以看到,机床行业生产任务基本饱满,工人加班加点现象比较普遍,有的机床厂只能完成订货量的60% 。
一段时期内,机床行业主要企业订货、生产、销售形势看好的情势不会改变,而模具企业一次性合同金额小,不像一些企业一次就有十几台的批量订单。
在这种情况下,机床企业认为对模具制造设备的投入产出比偏小,不愿意花功夫投产也在所难免。
“我在和一些机床企业领导的接触中发现,他们确实在关注模具市场,但行动力度略显不足;也有的是因为目前工作实在太忙而无暇顾及这一领域。
”秦珂说,“目前,国内金切机床生产企业有500 家左右,数控机床生产企业有150 家左右,有能力做模具数控设备的也有30 家左右,但进入模具市场的机床企业却远远没有达到这一数字,这实在是很可惜。
”当滚雪球效应开始发挥作用作为模具行业使用的主要机床类型之一,电加工机床细分了模具装备行业的市场,其中要求较高的中高档机床依* 进口,而数量多、价格低、技术含量相对不高的低档机床则由国产占据,目前该市场分布相对合理,因此再发展的空间有限;而金切机床以技术、价格的优势,为企业带来直接经济效益和衍生经济效益的空间却是很大的。
首先,模具制造以其复杂、特殊性,对设备的技术要求相应也很高。