脱硫塔设计计算
- 格式:xls
- 大小:1.09 MB
- 文档页数:5
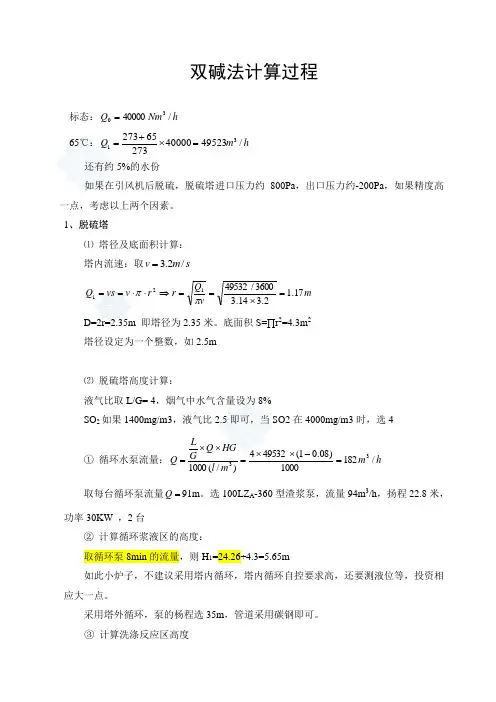
双碱法计算过程标态:h Nm Q /4000030=65℃:h m Q /49523400002736527331=⨯+= 还有约5%的水份如果在引风机后脱硫,脱硫塔进口压力约800Pa ,出口压力约-200Pa ,如果精度高一点,考虑以上两个因素。
1、脱硫塔⑴ 塔径及底面积计算:塔内流速:取s m v /2.3=m v Q r r v vs Q 17.12.314.33600/49532121=⨯==⇒⋅⋅==ππ D=2r=2.35m 即塔径为2.35米。
底面积S=∏r 2=4.3m 2塔径设定为一个整数,如2.5m⑵ 脱硫塔高度计算:液气比取L/G= 4,烟气中水气含量设为8%SO 2如果1400mg/m3,液气比2.5即可,当SO2在4000mg/m3时,选4① 循环水泵流量:h m m l HG Q G L Q /1821000)08.01(495324)/(100033=-⨯⨯=⨯⨯= 取每台循环泵流量=Q 91m 。
选100LZ A -360型渣浆泵,流量94m 3/h ,扬程22.8米, 功率30KW ,2台② 计算循环浆液区的高度:取循环泵8min 的流量,则H 1=24.26÷4.3=5.65m如此小炉子,不建议采用塔内循环,塔内循环自控要求高,还要测液位等,投资相应大一点。
采用塔外循环,泵的杨程选35m ,管道采用碳钢即可。
③ 计算洗涤反应区高度停留时间取3秒,则洗涤反应区高度H2=3.2×3=9.6m④除雾区高度取6米H3=6m⑤脱硫塔总高度:H=H1+H2+H3=5.65+9.6+6=21.3m塔体直径和高度可综合考虑,直径大一点,高度可矮一点,从施工的方便程度、场地情况,周围建筑物配套情况综合考虑,可适当进行小的修正。
如采用塔内循环,底部不考虑持液槽,进口管路中心线高度可设在2.5m,塔排出口设为溢流槽,自流到循环水池。
塔的高度可设定在16~18m2、物料恒算每小时消耗99%的NaOH 1.075Kg。
![湿法脱硫设备计算[1]](https://uimg.taocdn.com/ae0311d9b14e852458fb57db.webp)
一、工艺流程二、设计计算定额1.煤气处理量7000Nm3/h2.脱硫塔前煤气硫化氢含量0.8g/Nm33.脱硫塔后煤气硫化氢含量20mg/Nm34.脱硫效率98%5.脱硫塔煤气进口温度35℃6.脱硫塔煤气进口压力11000Pa7.脱硫塔煤气出口压力10000Pa三、设备计算1.脱硫塔:(见图一)进脱硫塔湿煤气体积为V=7000×[(273+35)/273]×[(1.01325×105)/(1.01325×105+11000-5720)]=7506m3/h (式中5720为35℃时饱和水蒸气压力Pa)脱硫塔进口吸收推动力为△p1=*11000/101325+1+×0.8×(22.4/34)×(1/1000)×101325=59.2PαH2S物质的量脱硫塔出口吸收推动力为△p2=*10000/101325+1+×0.02×(22.4/34)×(1/1000)×101325=1.5Pα硫化氢的吸收量为G=7000×[(800-20)/(1000×1000)]=5.46kg/h脱硫塔的传质系数K取为17×10-5kg/(m2·h·Pa),则需用传质面积为F=5.46/(17×10-5×15.7)=2046m2选用多孔组合洗涤环ZHΦ240,比表面90m2/m3,空隙率0.75m3/m3,需填料体积V1=2046/90=22.73m3。
取每层填料层高1.8m,则共需N=22.73/(1.8×0.785×22)=4.02,共设四层。
取脱硫吸收液的硫容量为0.20kg/m3,则溶液循环量(即脱硫塔顶的喷淋量)为L=5.46/0.20=27.3m3/h 喷淋密度校核:脱硫塔的喷淋密度为l=27.3/(0.785×22)=8.69m3/(m2·h);按喷淋密度27.5m3/(m2·h)计算得到的喷淋量为27.5×0.785×22=86.4m3;脱硫塔的液气比为(86.4×1000)/7506=11.5L/m3,符合脱硫塔的液气比要求。
半干法脱硫塔设计计算1. 引言随着环境保护要求的不断提高,脱硫技术在大气污染控制中扮演着重要的角色。
半干法脱硫塔是一种常用的脱硫设备,广泛应用于火电厂、钢铁厂等工业领域。
本文将介绍半干法脱硫塔设计的计算方法,旨在帮助工程师进行设计和优化。
2. 设计原理半干法脱硫塔是一种采用喷射液和干燥剂进行脱硫的设备。
其主要原理是将烟气通过喷射液和干燥剂的作用,使硫化物等污染物被氧化和吸附,从而达到脱硫的目的。
3. 设计参数在进行半干法脱硫塔设计前,需要明确一些设计参数,包括:•烟气流量•烟气温度•烟气含硫量•喷射液流量….4. 计算步骤半干法脱硫塔设计的计算步骤如下:4.1 计算喷射液需求量喷射液的需求量取决于烟气中硫化物的含量以及硫化物的吸收效率。
根据喷射液对硫化物的吸收效率可以得到喷射液的需求量。
4.2 计算干燥剂需求量干燥剂用于提高脱硫效果。
根据烟气中的硫含量和干燥剂对硫化物的吸附速度可以计算出干燥剂的需求量。
4.3 设计喷射器根据喷射液的需求量和喷射液的性质,设计喷射器的尺寸和布置。
喷射器的数量和布置对脱硫效果有重要影响。
4.4 设计底部结构底部结构的设计主要包括底板和集液器。
底板的设计需要考虑到喷射液的流动情况和污水的排放。
集液器的设计需要考虑到污水的收集和排放方式。
4.5 设计布袋半干法脱硫塔中的布袋是用于收集吸附了的硫化物和其他颗粒物的,其设计需要考虑到布袋的材质和尺寸。
4.6 设计风机和排气口风机和排气口的设计需要考虑到烟气的排放和脱硫效果,在设计过程中,需要确定风机的型号和参数,以及排气口的尺寸和位置。
4.7 设计吸收塔吸收塔的设计需要考虑到烟气和喷射液的接触方式和时间。
在设计过程中,需要确定吸收塔的高度和直径,以及内部的填料和喷射液的分布方式。
5. 总结半干法脱硫塔设计计算是一个复杂的过程,需要考虑多个因素。
本文简要介绍了半干法脱硫塔设计的计算方法,希望能对工程师在进行脱硫塔设计时提供参考和指导。
脱硫各项计算公式脱硫是指通过化学或物理方法去除燃煤、燃油等燃料中的硫化物,以减少大气中的二氧化硫排放,保护环境。
在脱硫工程中,需要进行各项计算来确定设备的尺寸、操作参数等。
下面将介绍脱硫各项计算公式及其应用。
1. 脱硫效率计算公式。
脱硫效率是衡量脱硫设备去除硫化物的能力的重要指标。
脱硫效率的计算公式如下:脱硫效率 = (进口SO2浓度出口SO2浓度) / 进口SO2浓度× 100%。
其中,进口SO2浓度和出口SO2浓度分别表示进入脱硫设备的烟气中的二氧化硫浓度和离开脱硫设备后的二氧化硫浓度。
通过这个公式可以计算出脱硫设备的去除效果,为后续工艺设计和操作提供重要参考。
2. 石灰用量计算公式。
在石灰-石膏法脱硫工艺中,需要计算石灰的用量来保证脱硫效果。
石灰用量的计算公式如下:石灰用量 = (SO2排放浓度×烟气流量× 3600) / (100 × CaO含量×石灰利用系数)。
其中,SO2排放浓度表示烟气中的二氧化硫浓度,烟气流量表示单位时间内烟气的流量,CaO含量表示石灰中氧化钙的含量,石灰利用系数表示石灰的利用率。
通过这个公式可以计算出石灰的用量,为脱硫设备的运行提供指导。
3. 石膏产量计算公式。
在石灰-石膏法脱硫工艺中,石膏是脱硫产生的主要副产品,需要计算石膏的产量来合理处理。
石膏产量的计算公式如下:石膏产量 = SO2排放浓度×烟气流量× 3600 / 100。
通过这个公式可以计算出单位时间内产生的石膏量,为后续的石膏处理提供依据。
4. 脱硫塔液气比计算公式。
在湿法脱硫工艺中,需要计算脱硫塔的液气比来保证脱硫效果。
脱硫塔液气比的计算公式如下:液气比 = (进口SO2浓度×烟气流量) / (脱硫液循环速率× 3600)。
其中,进口SO2浓度和烟气流量表示进入脱硫塔的烟气中的二氧化硫浓度和烟气流量,脱硫液循环速率表示单位时间内脱硫液的循环速率。
半干法脱硫塔设计计算1.引言脱硫是指将含有二氧化硫(SO2)的烟气中的SO2去除的工艺过程。
半干法脱硫塔是一种常见的脱硫设备,其原理是通过喷淋液将烟气中的SO2吸收并与之发生反应,然后通过除尘设备将脱硫后的烟气排放出去。
本文将详细介绍半干法脱硫塔的设计计算过程。
2.设备基本参数半干法脱硫塔的设计需要考虑以下基本参数:•烟气流量:Qg (m3/h)•烟气中SO2的浓度:Cg (ppm)•除尘效率:ηd (%)•脱硫效率:ηs (%)•脱硫液的进口浓度:Cs (wt%)•脱硫液的流量:Qs (m3/h)•脱硫液的循环比:R (m3/m3)3.设计计算步骤步骤 1: 确定脱硫效率要求根据燃煤机组的排放标准和环境要求,确定脱硫效率的要求。
常见的要求为90%以上。
步骤 2: 计算脱硫液的流量脱硫液的流量由烟气中SO2的浓度和脱硫效率决定。
计算公式如下:Qs = Qg * Cg * (1 - ηs) / (Cs * ηs)步骤 3: 计算脱硫液的循环比脱硫液的循环比是指单位时间内脱硫液循环的次数。
循环比的选择应使得脱硫效率最大化。
计算公式如下:R = Qs / (Qg * Cg)步骤 4: 计算脱硫液的浓缩倍数脱硫液的浓缩倍数是指单位时间内脱硫液中SO2浓度的增加倍数。
浓缩倍数的选择应使得脱硫效率最大化。
计算公式如下:M = (Cg / Cs) * (1 - ηs) / ηs步骤 5: 选择喷淋液根据脱硫液的进口浓度和流量、脱硫液的循环比和浓缩倍数,选择合适的喷淋液。
常见的喷淋液有石灰石浆、石灰石浆和石膏浆的混合液等。
步骤 6: 设计喷淋系统根据喷淋液的流量和喷淋液的性质,设计喷淋系统。
确保喷淋液均匀喷洒在烟气中,以提高脱硫效率。
步骤 7: 设计除尘系统根据烟气流量和除尘效率,设计除尘系统。
确保脱硫后的烟气排放符合环境要求。
4.总结半干法脱硫塔是一种常用的脱硫设备,其设计涉及多个参数的计算和选择。
本文介绍了半干法脱硫塔的设计计算步骤,包括脱硫效率要求的确定、脱硫液流量和循环比的计算、脱硫液浓缩倍数的计算、喷淋液的选择和喷淋系统的设计、除尘系统的设计等。
CFB脱硫塔设计计算
在燃煤电厂中,煤炭的燃烧会产生大量的二氧化硫(SO2)气体,而SO2是一种有害的空气污染物,对环境和人体健康都有严重的影响。
为了
减少SO2的排放量,保护环境,燃煤电厂通常会采用烟气脱硫技术,其中
最常见的方法是使用石灰石进行湿法脱硫。
而CFB(循环流化床)脱硫塔
则是一种常用的湿法脱硫设备。
1.塔内气体流动分布计算:CFB脱硫塔的设计中需要考虑塔内气体的
流动分布,以确保烟气与石灰石悬浮床颗粒的充分接触,从而实现脱硫作用。
流动分布的计算可以使用CFD(计算流体力学)模拟方法,结合实际
运行数据,考虑不同工况条件下的气体流动情况。
2.压降计算:CFB脱硫塔的压降是一个重要的设计参数,它会影响整
个脱硫系统的能耗和运行效率。
压降的计算可以通过CFD模拟方法或经验
公式进行,考虑石灰石床层的液面高度、气体流速、塔体结构等因素。
3.脱硫效率计算:CFB脱硫塔的脱硫效率是衡量脱硫设备性能的重要
指标,它取决于石灰石的使用量、气体与液滴的接触时间、SO2浓度等因素。
脱硫效率的计算可以使用质量平衡方程,结合实际运行数据和试验结果,进行精确的计算。
除了上述设计计算,CFB脱硫塔的设计还需要考虑其他因素,如石灰
石的磨损和补给、气体温度和湿度等。
此外,还需要进行塔体结构、材料
选型和防腐措施等方面的设计,以确保脱硫塔的安全运行和长期可靠性。
综上所述,CFB脱硫塔设计计算是一个复杂而重要的工作,需要综合
考虑多个因素,并结合实际情况进行精确计算。
通过科学设计和合理计算,可以提高脱硫效率,减少硫化物的排放,达到环保要求。
氨法脱硫计算过程风量(标态):,烟气排气温度:168℃:工况下烟气量:还有约5%的水份如果在引风机后脱硫,脱硫塔进口压力约800Pa,出口压力约-200Pa,如果精度高一点,考虑以上两个因素。
1、脱硫塔(1)塔径及底面积计算:塔内烟气流速:取D=2r=6.332m 即塔径为6.332米,取最大值为6.5米。
底面积S=πr2=3.14×3.252=33.17m2塔径设定时一般为一个整数,如6.5m,另外,还要考虑设备裕量的问题,为以后设备能够满足大气量情况下符合的运行要求。
(2)脱硫泵流量计算:液气比根据相关资料及规范取L/G= 1.4(如果烟气中二氧化硫偏高,液气比可适当放大,如1.5。
)①循环水泵流量:较高,脱硫塔喷淋层设计时应选取为4层设计,每层喷淋设计由于烟气中SO2安装1台脱硫泵,476÷4=119m3/h,泵在设计与选型时,一定要留出20%左右的裕量。
裕量为:119×20%=23.8 m3/h, 泵总流量为:23.8+119=142.8m3/h,参考相关资料取泵流量为140 m3/h。
配套功率可查相关资料,也可与泵厂家进行联系确定。
(3)吸收区高度计算吸收区高度需按照烟气中二氧化硫含量的多少进行确定,如果含量高,可适当调高吸收区高度。
2.5米×4层/秒=10米,上下两层中间安装一层填料装置,填料层至下一级距离按1米进行设计,由于吸收区底部安装有集液装置,最下层至集液装置距离为3.7米-3.8米进行设计。
吸收区总高度为13.7米-13.8米。
(4)浓缩段高度计算浓缩段由于有烟气进口,因此,设计时应注意此段高度,浓缩段一般设计为2层,每层间距与吸收区高度一样,每层都是2.5米,上层喷淋距离吸收区最下层喷淋为3.23米,下层距离烟气进口为5米,烟气进口距离下层底板为2.48米。
总高为10.71米。
(5)除雾段高度计算除雾器设计成两段。
每层除雾器上下各设有冲洗喷嘴。
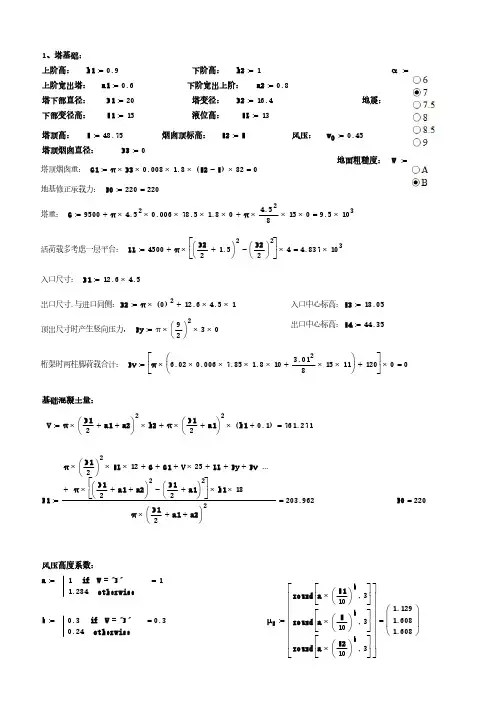
设 计 计 算 书一、脱硫塔根据技术协议:锅炉情况:锅炉类型:煤粉炉锅炉额定蒸发量:75t锅炉最大烟气量:151000m 3/h烟气温度:140℃燃煤含硫量:按2%考虑(1.5-3.0%)燃煤量:12t1.每秒烟气量:151000 m 3/h=151000/3600 m 3/s=41.9 4m 3/s2.脱硫塔内烟气上升速度≤4m/s,此处取为3.5m/s3.脱硫塔直径(m ):此处取直径为4m4.金宇轮胎现场情况:烟囱进烟道为2400×1800×5(外径),标高为8.2m,烟道底部表面标高为7.3m5.脱硫塔高度确定:(1)循环池内除硫液循环时间为10分钟,单台水泵流量为200m 3/t,两台水泵流量200m 3/h×2=400m 3/h;400m 3/h=0.11 m 3/s则循环水池至少体积为0.11 m 3/s ×10min ×60s=66 m 3此处循环水池体积为66 m 3×1.15=75.9 m 3 此处取为76 m 3循环水池深度为m m m h 05.647623==π(2)烟气在脱硫塔内反应段长度为8m(3) 最上一层喷头距最下一层除雾器为2m,除雾器间距为1.5-2m(4)进烟口距分布板为0.5m(5)地表距上液面为4m(6)进烟道口高度为1.8m脱硫塔高度为:H=4m+1.5m+1.8m+0.5m+8m+2m+1.5m=19.3mH 取为20m计:脱硫塔内部几何尺寸:Ф4000×20m6.(1)烟气进口温度为140℃,烟气流量为151000 m 3/h ,压力为:103.5Kpa(2)烟气出口温度为65℃,压力为:102.7Kpa,烟气流量为:124541 m 3/h(3)烟气单位体积比热容为1.409KJ/m 3℃(4)水单位质量比热容为4.187KJ/ Kg ℃(5)空气温度为65℃时,1立方空气带走水蒸气的质量为0.05Kg(6)烟气中一个小时带走水蒸汽质量为:0.05Kg ×124541 m 3/h=6227Kg/小时 烟气一个小时带走水量为6.227t(7)进烟道烟气热量值 :151000 m 3/h ×140℃×1.409KJ/m 3℃=KJ(8)出烟道烟气热量值:124541 m 3/h ×65℃×1.409 KJ/m 3℃=KJ(9)烟气中带走水蒸气的热量值:6227Kg×4.187KJ/ Kg℃×45℃=1173240KJ(喷头喷出水温℃,成为水蒸气温度为65℃,温差为45℃)(10)喷头喷水温度取为20℃,一小时喷水量为mKg/h,最大升温10℃,则:KJ-KJ=mKg/h×10℃×4.187KJ/ Kg℃+1173240KJ得出:m=656136Kg(11)技术协议中规定液气比≤3设一个小时喷水量为mkg,烟气量为151000m3/h,则Mkg/151000m3/h≤3,则m≤453000Kg基于以上(9)、(10)两条件,喷头喷水量为400000Kg,计400 m3(12)最高一层喷头至地面高度为15.8m, 喷头压力为0.15Mpa(15mH2O),则水泵扬程为(15.8m+15m)×1.3=40.04m水泵功率:1000Kg/m3×9.8N/kg×40.04m×200m3/h × 1.5/3600 s/h×1000×0.97×0.96 = 35.1Kw循环水泵取流量为200m3/h,扬程为40m,功率37KW二、氧化再生池氢氧化钠与二氧化硫反应生成亚硫酸钠,根据分子式(Na)2SO37H2O知:亚硫酸钠与七个水生成晶体,所以为方便输送亚硫酸钠,亚硫酸钠与水的质量比大于1。
工程计算双碱法 计算过程入口烟气量:4.5×105Nm 3/h ;SO2浓度:2090mg/Nm 3;烟气入口温度:T=160℃、常压标态:h Nm Q /105.4350⨯=160℃:h m Q /713736105.4273160273351=⨯⨯+=脱硫塔(1)塔径及底面积计算:塔内流速:取s m v /2.3=m v Q r r v vs Q 44.42.314.33600/713736121=⨯==⇒⋅⋅==ππ D=2r=8.88m 即塔径为8.88米。
底面积S=∏r 2=61.9 m 2塔径设定为一个整数,如4.5m(2)脱硫塔高度计算:液气比取L/G= 4 烟气中水气含量设为8%SO2如果2090mg/m3,液气比2.5即可,当SO2在2090mg/m3时,选4①循环水泵流量:h m m l HG Q GL Q /28321000)08.01(7137364)/(100033=-⨯⨯=⨯⨯= 取每台循环泵流量=Q 191m 。
选100LZ A -360型渣浆泵,流量194m 3/h ,扬程122.8米, 功率130KW ,3台②计算循环浆液区的高度:取循环泵8min的流量H1=349.735÷61.9=5.65m如此小炉子,不建议采用塔内循环,塔内循环自控要求高,还要测液位等,投资相应大一点。
采用塔外循环,泵的杨程选35m,管道采用碳钢即可。
③计算洗涤反应区高度停留时间取3秒洗涤反应区高度H2=3.2×3=9.6m④除雾区高度取6米H3=6m⑤脱硫塔总高度H=H1+H2+H3=5.65+9.6+6=21.3m塔体直径和高度可综合考虑,直径大一点,高度可矮一点,从施工的方便程度、场地情况,周围建筑物配套情况综合考虑,可适当进行小的修正。
如采用塔内循环,底部不考虑持液槽,进口管路中心线高度可设在2.5m,塔排出口设为溢流槽,自流到循环水池。
塔的高度可设定在16~18m物料恒算每小时消耗99%的NaOH1.075Kg。
脱硫塔计算公式
一、锅炉每小时产生的SO2量:
锅炉产生的SO2量(mg/Nm3)= 耗煤量(t/h)×含硫量(%)×2×燃烧率×109
100×干烟气体积(Nm3/h)
我厂锅炉设计的干烟气体积为277920Nm3/h,如锅炉每小时耗煤量为35吨,煤的含硫量为1%,锅炉的燃烧率为95%,那么每台锅炉每小时产生的SO2量则为2393mg/Nm3。
二、每台吸收塔每小时脱除的SO2量:
脱除的SO2量(t)=耗煤量(t/h)×含硫量(%)×2×燃烧率×脱硫率
如锅炉每小时耗煤量为35吨,煤的含硫量为1%,锅炉的燃烧率为95%,设计脱硫率为90%,那么一台塔脱除的SO2量则为0.6吨。
三、脱硫系统每小时消耗的电石渣量:
脱硫系统消耗的电石渣(t/塔)= 脱除的SO2量(t)×56 64×0.65
如锅炉每小时耗煤量为35吨,煤的含硫量为1%,那么一台吸收塔运行,每小时消耗的电石渣为0.8吨。
可以用下式对电石渣耗量进行估算:
脱硫系统消耗的电石渣量(t/h)=80×锅炉(脱硫塔)运行台数×含硫量(%)
四、脱硫系统每小时补充的钠碱量:
脱硫系统补充的钠碱量(kg/塔)= 脱除的SO2量(t)×1000×0.05×40
64×0.3
如锅炉每小时耗煤量为35吨,煤的含硫量为1%,那么一台吸收塔运行,每小时补充的钠碱为62. 34kg。
可以用下式对钠碱量的补充量进行估算:
脱硫系统补充的钠碱时(kg/h)=6234×锅炉(脱硫塔)运行台数×含硫量(%)。
5. 设备计算及选型选塔体材料为Q235-B 5.1 脱硫塔的设计计算脱硫吸收塔采用填料塔,填料为φ50×30×1.5聚丙烯鲍尔环,公称直径为50cm ,空隙率为ε=0.927,比表面积为α=114.m 2/m 3,采用乱堆的方式。
5.1.1 塔径计算泛点气速法泛点气速是填料塔操作气速上限,填料塔的操作空塔气速必须小于泛点气速,操作空塔气速与泛点气速之比称为泛点率。
对于散装填料,其泛点率的经验值为 u/u F =0.5 ~ 0.85 填料的泛点气速可由贝恩 — 霍根关联式计算:81412.032)()(lg Lg L g F G L K A a g u ρρμρρε-=⨯⨯⨯ 式中 u F —— 泛点气速,m/s ; g —— 重力加速度,9.81m/s 2 ; a —— 填料总比表面积,m 2/m 3 ; ε —— 填料层空隙率,m 3/m 3 ; ρg 、ρL —— 气相、液相密度,kg/m 3 ;μ —— 液体粘度,mPa·S ;μ=0.837 mPa·SL 、G —— 液相、气相的质量流量,kg/h ;A 、K —— 关联常数,与填料的形状及材料有关。
查下表得出A=0.204,K=1.75。
表3.2.1不同类型填料的A 、K 值散装填料类型 AK规整填料类型 AK塑料鲍尔环 0.0942 1.75 金属阶梯环 0.106 1.75 金属鲍尔环 0.1 1.75 瓷矩鞍 0.176 1.75 塑料阶梯环0.2041.75金属环矩鞍0.062251.75其中,8141)()(Lg G L K A ρρ-8141)03.1044869.0()91126869.003.1044711.7(75.1204.0⨯⨯⨯⨯-=0583.1-=因此, 2.0310583.110ua g u LgF ρρε⨯⨯⨯=-所以s m u F 575.2873.0869.003.1044114927.081.9102.0310583.1=⨯⨯⨯=- 取泛点率为0.5,则s m u u F 751.168.0==根据操作态的每小时气体处理量算出塔径D ,m u / 4V s π=D式中:D ——吸收塔直径,m ; V S ——气体的体积流量,m 3/sD=m 2902.4751.13600911264=⨯⨯⨯π圆整后D 取4.3m壁厚的计算 Q235-B当δ在3-4mm的范围内时[]M P at 113=δ,操作压力k p a m kg N kg gh P m c 388.11712/8.9/2.9903=⨯⨯==ρ,设计压力为:Kpa kpa p p c 1293.0126.1291.1===, 选取双面焊无损检测的比例为全部,所以1ϕ=计算壁厚: []21211293.01113243001293.02C C C C ppD td ++-⨯⨯⨯=++-=ϕδδ,取2.01=C ,12=C所以mm d 66.3`12.046.2=++=δ圆整后取mm n 4=δ.5.4强度校核求水压试验时的应力。
烟气脱硫塔计算60吨三废炉烟气脱硫工艺计算一、已知条件1、引风机名牌参数名牌风量307800m3/h输入出口升压4588Pa输入2、引风机工况参数进口风压-1kPa输入进出口温度130℃输入3、标准大气压101.33kPa输入4、当地大气压100kPa输入5、脱硫塔吸收温度50℃输入6、烟气脱硫前SO2含量3000mg/Nm3输入烟气脱硫后SO2含量200mg/Nm3输入7、石灰浆液浓度20%输入密度1150kg/m3输入8、脱硫系统压降1500Pa输入9、烟气中N278%输入 O2 10%输入 CO212%输入二、计算(一)物料衡算1、引风机风量折标态风量Q=203715.1689Nm3/h计算基准风量取200000Nm3/h输入烟气质量流量270714.2857kg/h烟气平均分子量30.322、SO2产生量:600kg/h3、脱硫量560kg/h4、石膏CaSO4.2H2O生成量1505kg/h5、纯石灰耗量490kg/h6、制取石灰浆液量 2.130434783m3/h7、系统水平衡1)脱硫塔出口烟气带出水蒸汽量50℃时水的饱和蒸汽压12.33kPa输入风机出口压力 3.588kPa 脱硫塔出口压力 2.088kPa烟气带出水蒸气量19410.77446kg/h2)石膏结晶水量315kg/h(二)烟气系统、空气系统8、脱硫塔进口烟道计算流速12m/s输入烟气流量288802.5272m3/h80.22292423m3/s进口烟道直径 2.918258726m取3m输入9、脱硫塔出口烟道计算流速14m/s输入干烟气流量234873.0665m3/h65.24251847m3/s水蒸气流量32264.3654m3/h8.962323723m3/s湿烟气总流量74.20484219m3/s出口烟道直径 2.598467425m取2.6m输入10、实际需氧化空气量计算空气过量系数 1.2输入实际需氧化空气量25kmol/h560Nm3/h11、30℃水蒸气饱和蒸汽压31.82mmHg输入4.242527105kPa氧化空气带入水量24.81075479Nm3/h19.93721367kg/h12、进塔烟气喷淋增湿降温用水量1)烟气进塔温度,取60输入烟气平均温度(130+60)/295℃喷淋水进水温度25℃输入喷淋增湿后水蒸气温度60℃输入喷淋水平均温度42.52)烟气定压比热0.2408kcal/(kg.℃)查N2(78%)比热0.25kcal/(kg.℃)输入O2(10%)0.218kcal/(kg.℃)输入CO2(12%)0.2kcal/(kg.℃)输入水的定压比热0.997kcal/(kg.℃)输入3)水的气化热580kcal/kg输入4)烟气放热量4563160kcal/h 喷淋水量7421.039364kg/h(三)SO2吸收系统13、脱硫塔直径计算脱硫塔内烟气流速,按3.5m/s 输入塔内平均温度,取50℃输入塔内平均压力,取2.838kPa 干烟气流量233160.1316m3/h 水蒸汽流量31763.64987m3/h 湿烟气流量264923.7815m3/h 脱硫塔直径5.175357699m 取5m 输入塔内烟气流速校正 3.75m/s14、脱硫塔吸收区高度:式中ζ-- 平均容积吸收率,由已经有的经验,吸收率范围在5.5-6.5kg/(m3.s), 取6kg/(m3.s)6kg/(m3.s)输入u-- 烟气流速,m/s3.749805824m/sy1-- 进口烟气中SO2摩尔分数,0.00105 η--- 脱硫效率,取95%0.95输入h--为吸收塔内吸收区高度,m; t-- 吸收区平均温度,90℃ 吸收塔内吸收区高度计算4.82237425m 取6m 输入15、喷淋塔除雾区高度3.5m输入设定最下层冲洗喷嘴距最上层喷淋层3m。
锅炉烟气脱硫塔设计计算表一、已知条件1、引风机名牌参数名牌风量307800m3/h输入出口升压4588Pa输入2、引风机工况参数进口风压-1kPa输入 进出口温度130℃输入3、标准大气压101.33kPa输入4、当地大气压100kPa输入5、脱硫塔吸收温度50℃输入6、烟气脱硫前SO2含量3000mg/Nm3输入 烟气脱硫后SO2含量200mg/Nm3输入7、石灰浆液浓度20%输入 密度1150kg/m3输入8、脱硫系统压降1500Pa输入9、烟气中N278%输入 O210%输入 CO212%输入二、计算(一)物料衡算1、引风机风量折标态风量Q=203715.1689Nm3/h计算基准风量取200000Nm3/h输入 烟气质量流量270714.2857kg/h烟气平均分子量30.322、SO2产生量:600kg/h3、脱硫量560kg/h4、石膏CaSO4.2H2O生成量1505kg/h5、纯石灰耗量490kg/h6、制取石灰浆液量 2.130434783m3/h7、系统水平衡1)脱硫塔出口烟气带出水蒸汽量50℃时水的饱和蒸汽压12.33kPa输入风机出口压力 3.588kPa脱硫塔出口压力 2.088kPa烟气带出水蒸气量19410.77446kg/h2)石膏结晶水量315kg/h(二)烟气系统、空气系统8、脱硫塔进口烟道计算流速12m/s输入 烟气流量288802.5272m3/h80.22292423m3/s进口烟道直径 2.918258726m取3m输入9、脱硫塔出口烟道计算流速14m/s输入 干烟气流量234873.0665m3/h65.24251847m3/s水蒸气流量32264.3654m3/h8.962323723m3/s湿烟气总流量74.20484219m3/s出口烟道直径 2.598467425m取2.6m输入10、实际需氧化空气量计算空气过量系数 1.2输入 实际需氧化空气量25kmol/h560Nm3/h11、30℃水蒸气饱和蒸汽压31.82mmHg输入4.242527105kPa氧化空气带入水量24.81075479Nm3/h19.93721367kg/h12、进塔烟气喷淋增湿降温用水量1)烟气进塔温度,取60输入 烟气平均温度(130+60)/295℃喷淋水进水温度25℃输入 喷淋增湿后水蒸气温度60℃输入喷淋水平均温度42.52)烟气定压比热0.2408kcal/(kg.℃) 查 N2(78%)比热0.25kcal/(kg.℃)输入 O2(10%)0.218kcal/(kg.℃)输入 CO2(12%)0.2kcal/(kg.℃)输入 水的定压比热0.997kcal/(kg.℃)输入3)水的气化热580kcal/kg 输入4)烟气放热量4563160kcal/h 喷淋水量7421.039364kg/h(三)SO2吸收系统13、脱硫塔直径计算 脱硫塔内烟气流速,按 3.5m/s 输入 塔内平均温度,取50℃输入塔内平均压力,取 2.838kPa 干烟气流量233160.1316m3/h 水蒸汽流量31763.64987m3/h 湿烟气流量264923.7815m3/h 脱硫塔直径5.175357699m 取5m 输入 塔内烟气流速校正 3.75m/s14、脱硫塔吸收区高度:式中ζ-- 平均容积吸收率,由已经有的经验,吸收率范围在5.5- 取6kg/(m3.s)6kg/(m3.s)输入u-- 烟气流速,m/s3.749805824m/sy1-- 进口烟气中SO2摩尔分数,0.00105 η--- 脱硫效率,取95%0.95输入h--为吸收塔内吸收区高度,m;t-- 吸收区平均温度,90℃huy t/2732734.226436001ηξ+⨯⨯=吸收塔内吸收区高度计算4.82237425m 取6m 输入15、喷淋塔除雾区高度3.5m输入设定最下层冲洗喷嘴距最上层喷淋层3m。
烟气脱硫塔设计烟气脱硫塔设计一、塔的总体布置烟气量按220000m3/h,进口SO2为3000mg/m3,脱硫后≤200mg/m31、塔径确定:对于逆流型喷淋塔,烟气流速为3-4.5m/s,按3.5m/s计算脱硫塔内操作温度为50度,烟气流量校正为:220000*(273+50)/(273+20)=242525.6m3/h塔径为(242525.6/3600/3.5/0.785)1/2=4.95m塔径取:5m烟气流速校正为:3.43m/s2、吸收区高度吸收区高度h1一般指烟气进口水平中心线到喷淋层中心线的距离。
容积吸收率的定义为:含有二氧化硫的烟气通过喷淋塔,塔内喷淋浆液将烟气中的SO2浓度降低到符合排放标准的程度,将此过程中塔内总的二氧化硫吸收量平均计算到吸收区高度内的塔内容积中,即为吸收塔的平均容积负荷—平均容积吸收率。
经验值:容积吸收率为5.6-6.5 kg/(m3.h),取6吸收区高度:h=1.5*220000*0.003/(5*5*0.785)/6=8.4m 取:m在吸收区,喷淋层布置一般为2-6层,层间距0.8-2m。
本设计方案喷淋层设为4层,层间距2m。
3、烟气进口高度:根据工艺要求,进出口流速(一般为12m/s-30m/s)确定进出口面积,一般希望进气在塔内能够分布均匀,且烟道呈正方形进口流速取:15m/s进口烟气温度按130°,烟气流量校正:220000*(273+130)/(273+20)=302594m3/h烟气进出口宽度占塔内径的60%~90%。
本设计取入口宽度为内径的60%, L=5000*0.6=3000进口高度:302594/3600/15/3=2m4、烟气出口直径:出口流速取:15m/s出口烟气温度按50°,烟气流量校正:242525.6m3/h出口直径:(242525.6/3600/15/0.785)1/2=2.4m5、塔底储浆量、高度确定浆池容量V 1的计算表达式如下:11L V Q t G=?? 式中:L/G —液气比,取12L/m 3;Q —烟气标准状态湿态容积,m 3/h ,Q=220000m3/h ;t 1—浆液停留时间,4~8min ,取t 1=4min=240s 。
Column Tag No.:HCL Scrubber Job No.:4506A Client :JOLProject:SR - Plant -4, 5Input DataStream:HCL Vap.Packing type =Intallox Saddles Packing size =25mm Packing MOC=PP Gas pr. Drop / m bed =15mmWC / m packing height =147.1(N/m 2)/mTotal packing height = 3.2m (including all packed beds)Gas / Vapour Properties Gas / Air flow rate=1000kg/h OR0m 3/h =0.2778kg/s =0m 3/sGas pressure at entry = 1.0000atm Gas temperature at entry =30.00o C =303.00o KGas / Air mol weight=29Component to be scrubbed Component Name =HCL VapComponent flow rate =70Kg/h % comp. in air/gas =6% (v/v)Molecular weight of comp.=36.53Conversion :Liquid Viscosity, µL =0.0035000Ns/m 2 3.5C p =Ns/m 2Packing factor, F p=21m -1Charac. Packing Factor,C f =33 Ref. Table 6.3, Characterstics of Random packingsConversion factor, J = 1.0factor for adequate liquid distribution & irrigation across the bedSCRUBBER DESIGN (PACKED COLUMN)0.00350000CalculationsSince larger flow quantities are at the bottom for an absorber, the diameter will be chosen to accommodate the bottom conditions.To calculate Gas density Avg. molecular weight =29.45Kg / KmolSelect vol. flow rate and mass flow rate from above,Selected mass flow rate =0.277778Kg/s Selected vol. Flow rate =0.234499m 3/s Selected molar flow rate =0.009432Kmol/s Therefore, gas density=1.1846Kg/m 3(mass flow rate / vol. Flow rate)To find L', G' and Tower c/s areaComponent removed =(molar flow rate x % comp. x mol. Wt.)Liquid leaving =(Inlet liquid flow rate + comp. Removed)0.5=0.00497Using0.00497as ordinate, Refer fig.6.34 using a gas pressure drop of 147.1(N/m 2)/mG' 2 C f µL 0.1 J =0.04 (from graph)) g c Therefore, G'=0.5=1.6665Kg / m2.s Tower c/s area =0.1667m 2( c/s area = mass flow rate / G' )Tower diameter=0.4607m =460.7mm=500mm Corresponding c/s area=2TO CALCULATE COLUMN DIAMETEREfficiency of fan / blower=60%To calculate pressure drop Pressure drop for irrigated =2(pressure drop per m packing x total ht. of packing)packingFor dry packing,O/L Gas flow rate, G'=2.s (Gas inlet flow rate - Component removed) / c/s areaO/L Gas pressure =2(subtracting pressure drop across packing)= gas mol wt. x 273 x gas o/l pr. 22.41m3/Kmol T in kelvin 101330=C D =96.7 Ref. Table 6.3, Characterstics of Random packingsDelta P = Z=2Pressure drop for packing =613.61N/m 2(irrigated packing + dry packing)Pressure drop for internals =25mmWC (packing supports and liquid distributors)=245.17N/m 2Gas velocity=7.5m/s Inlet expansion & outlet = 1.5 x Velocity heads =1.5 x (V 2 / 2g)contraction losses=42.19N m / Kg =49.97N/m 2(divide by density)Total pressure drop =908.75N/m 2(packing + internals + losses)Fan power output=pressure drop,N/m 2 x (gas in - component removed) Kg/sO/L gas density, Kg/m 3=201.35N .m / s =0.20kW Power for fan motor=0.34kW (fan power output / motor efficiency)=0.45hpTO ESTIMATE POWER REQUIREMENTLiq.-Vap. Flow factor, F LV==Design for an initial pressure drop of15mm H2O /m packingFrom K 4v/s F LV ,K 4=0.85K 4 at flooding =6.50Trial % flooding==Gas mass flow rate, V m==3.7763kg/m 2.s Trial column c/s area =V / V m(Trial A s )=0.0736m 2Trial column dia., D =D = (4/pi) x Trial A s Round off 'D' to nearest standard sizeTherefore, D =0.500mColumn C/S area, A s=2A s =(pi/4) x D 2% flooding =% flooding = Trial % flooding x (Trial A s / A s )ConclusionGenerally packed towers are designed for 50% -- 85% flooding.If flooding is to be reduced,(i) Select larger packing size and repeat the above steps.OR(ii) Increase the column diameter and repeat the above steps.COLUMN DIAMETER / HYDRAULIC CHECK(1/2)Input Data 0.018 N/m =dyne/cm Liquid-phase Surface Tension, =20dyne/cm Liquid Viscosity = 3.5cP n=1.13080Calculation ln HETP =HETP=2.310437ft =0.704221mFor separations, less than 15 theoritical stages, a 20% design safety factor can be applied.Considering 20% safety factor, HETP =0.845065mFor separations, requiring 15 to 25 theoritical stages, a 15% design safety factor can be applied.Considering 15% safety factor, HETP =0.809854mHETP PREDICTIONNorton's Correlation Applicable Norton's Correlation NOT applicable18。