停线、复线作业指导书
- 格式:doc
- 大小:52.50 KB
- 文档页数:5
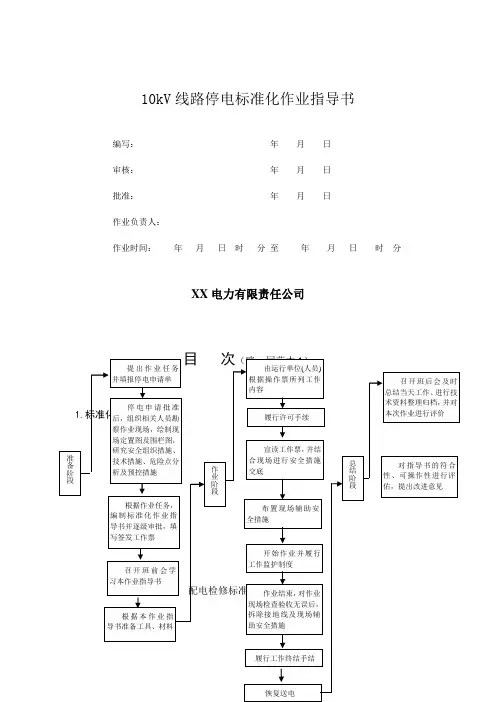
10kV线路停电标准化作业指导书编写:______ ____年____月____日审核:______ ____年____月____日批准:______ ____年____月____日作业负责人:作业时间:年月日时分至年月日时分XX电力有限责任公司2、范围本作业指导书针对10kV××线××分支线路××~××号停电清扫检查工作,仅适用于该项工作。
3、引用文本1.《中华人民共和国电力法》2.《电力安全工作规程》(电力线路部分)3. DL409—1991 《电力安全工作规程》(热力机械部分)4.《电力建设安全工作规程》5.《架空配电线路及设备运行规程》6.《架空配电线路设计技术规程》4、准备阶段4.1工作安排10kV××线××分支线路××~××号停电作业准备工作安排4.2 作业人员要求10kV××线××分支线路××~××号停电作业人员要求4.3 工器具准备10kV××线××分支线路××~××号停电作业人员要求工器具准备人:工器具收回人:年月4.4 材料准备10kV××线××分支线路××~××号停电作业材料准备4.5 定置图及围栏图4.6 危险点分析及安全控制措施10kV××线××分支线路××~××号停电作业材料准备4.7 作业人员分工10kV××线××分支线路××~××号停电作业材料准备5.作业阶段5.1开工10kV××线分支线路××~××号停电作业开工5.2 作业内容、步骤及工艺标准10kV××线分支线路××~××号停电作业内容’步骤及工艺标准5.3竣工10kV××线分支线路××~××号停电作业竣工6.总结阶段6.1验收总结10kV××线分支线路××~××号停电作业验收总结6.2指导书执行情况评估10kV××线分支线路××~××号停电作业指导书执行情况评估。
110KV X X线停电综合检修作业指导书编写:xx xx 年xx 月xx 日工作负责人:xx作业日期xx年xx月xx日xx时 xx分至xx年xx月xx日xx时xx分作业指导书审批意见公司领导局领导:年月日运维检修部审批:年月日审核:年月日安全监察质量部审批:年月日审核:年月日班组审批:年月日审核:年月日1、范围本作业指导书适用于线路停电综合检修。
内容包括:登杆(塔)检查、清洗绝缘子、零值绝缘子检测和线路缺陷处理(不包括出导、地线作业和需要松紧导地线的作业)。
2、引用文件GBJ233--1990 《110KV~500KV架空电力线路施工及验收规范》DL/T509--1999 《110KV~500KV架空送电线路设计技术规程》3、环境条件(1)作业现场的生产条件和安全设施应符合有关标准、规范的要求。
(2)作业应在良好的天气下进行,工作中遇有雷、雨、雾及五级以上的大风等恶劣天气时,应立即停止工作。
4、检修前准备4.1准备工作安排√序号内容标准责任人备注1 停电工作前按规定向调度部门提出申请,并得到批准根据检修计划并符合调度规范2 根据线路现场实际情况和线路运行档案资料及规范标准等编制本标准作业指导书根据需要,必要时应先行现场勘察,再编制本作业指导书3 组织人员学习本作业指导书,明确危险点及控制措施,明确人员分工。
作业人员根据检修工作任务准备工器具、材料1、参加作业人员应熟悉自己在本次检修工作中的具体工作任务、工艺标准以及作业中的危险点和应采取的安全措施及安全注意事项。
2、检修作业所使用的工器具(含起重绳索)必须是按规定试验合格,并满足本检修作业的要求。
3、材料必须是电力系统入网厂家的产品,并具有出厂合格证。
4、金具、绝缘子(瓷玻璃、合成)应进行外观检查,瓷绝缘子应进行零值检测。
5、材料应齐全,充足4.2 人员要求√序号内容责任人备注1 作业人员经《电业安全工作规程》考试合格2 身体健康符合《电业安全工作规程》规定,精神状态良好3 作业人员应具备送电线路初级工及以上的检修技能水平,并持有上岗证。
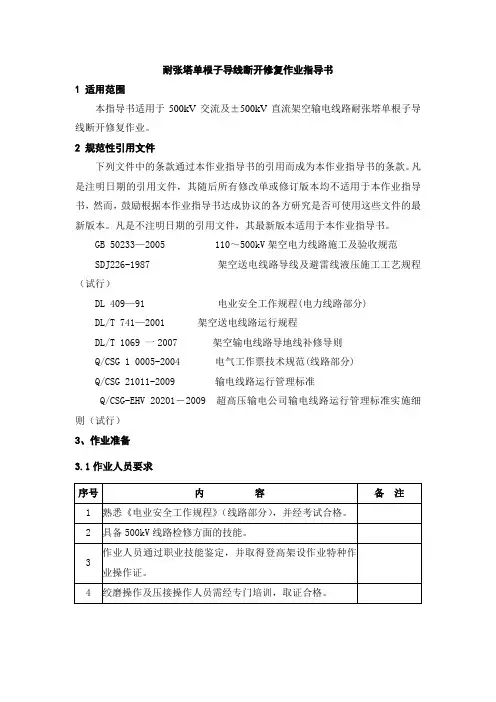
耐张塔单根子导线断开修复作业指导书1 适用范围本指导书适用于500kV交流及±500kV直流架空输电线路耐张塔单根子导线断开修复作业。
2 规范性引用文件下列文件中的条款通过本作业指导书的引用而成为本作业指导书的条款。
凡是注明日期的引用文件,其随后所有修改单或修订版本均不适用于本作业指导书,然而,鼓励根据本作业指导书达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注明日期的引用文件,其最新版本适用于本作业指导书。
GB 50233—2005 110~500kV架空电力线路施工及验收规范SDJ226-1987 架空送电线路导线及避雷线液压施工工艺规程(试行)DL 409—91 电业安全工作规程(电力线路部分)DL/T 741—2001 架空送电线路运行规程DL/T 1069 一2007 架空输电线路导地线补修导则Q/CSG 1 0005-2004 电气工作票技术规范(线路部分)Q/CSG 21011-2009 输电线路运行管理标准Q/CSG-EHV 20201-2009 超高压输电公司输电线路运行管理标准实施细则(试行)3、作业准备3.1作业人员要求序号内容备注1 熟悉《电业安全工作规程》(线路部分),并经考试合格。
2 具备500kV线路检修方面的技能。
3 作业人员通过职业技能鉴定,并取得登高架设作业特种作业操作证。
4 绞磨操作及压接操作人员需经专门培训,取证合格。
5 作业人员身体健康、精神状态应良好,并无妨碍工作的病症。
6 穿戴合格劳动保护服装,作业人员个人安全用具齐全。
3.2作业人员组织序号人员分工人数备注1 工作负责人 12 小组负责人 2 直线高空小组、耐张塔小组3 压接机操作员 14 绞磨操作员 15 高空作业人员 46 地面作业人员107 测量人员 13.3工具材料序号名称型号单位数量备注1 间隔棒专用工具个 42 手扳葫芦个 13 导线卡线器个 14 纲丝绳Φ12 条 2 视塔高、地形而定5 转向滑车3T 个 36 角铁桩∠70×70 根 37 机动绞磨台 19 导线接地线25mm2组 210 传递绳Φ12 条 4 视塔高而定11 传递滑车0.5T 个 412 无极绳Φ12×0.5m 条 413 大锤18磅把 114 铁线8# 千克10序号名称型号单位数量备注15 卸扣3T 个1016 钢丝绳套Φ12×1.5m 条 517 导线m 若干18 绝缘手套付 219 元宝螺栓2T 个820 液压机台 121 直线压接管套 222 耐张压接管套 223 铝包带1×10cm 千克 224 地锚桩条 125 发电机台 126 手电筒3节把3027 对讲机台1028 探照灯盏1029 液压辅助工具套 130 间隔棒个若干31 预绞丝组若干32 钢丝绳Φ12×5m 条 133 紧线器个 134 经纬仪台 135 应急灯盏 436 个人工具套/人 1注:准备的检修工器具类型、数量及额定荷载应依据具体情况确定。
OQC异常及停复线处理程序1.目的:为建立一个完善的OQC异常及停复线处理流程,按照正确的路径作业,使之合理化、统一化、规范化及促进异常处理作业的有序进行.2.范围:本标准适用于OQC3.相关资料:3.1 不合格品管制办法3.2 矫正预防措施管理办法3.3 OQC抽样计划3.4 OQC检验规范3.5 AQ单处理流程作业规范3.6 Error code 不良代码4.定义:4.1 AQ(Abnormal Quality)单: 质量异常单电子化窗体4.2 Error Code:不良代码4.3 PCR: 制程变更需求4.4 PCN: 制程变更通知5.作业程序与权责:5.1 权责5.1.1 发生单位(OQC):异常处理,召集各单位参加会议,并追踪异常直至结案5.1.2 技术单位(硬件工程,软件工程,机构工程,工业工程):5.1.2.1 找出异常的初步原因, 并定义电测不良机台Sorting 方式5.1.2.2 根据责任单位给出的短期及预防对策进行评估.5.1.2.3 对于原材不良,送厂分析厂商回复NTF部分,技术单位应对其进行判断是否合理,并找出异常真因.5.1.2.4 计算Sorting和停线工时及费用.5.1.2.5 PCN/PCR导入时修正SOP.5.1.3 制造单位配合执行异常会议之相关决议.5.1.4 生管单位:5.1.4.1 停线或复线后,生产排程因应的调节与安排。
5.1.4.2 不良影响到成品出货时,生管确认订单出货时间及订单的出货调整5.1.4.3 不良重工及Sorting的安排5.1.5 责任单位:异常及停线原因的追查以及对策实施5.1.6 品保单位(PQA&QSM)5.1.6.1 发现异常时,PQA做系统Rework5.1.6.2 对策导入设计到制程变更时,PQA开PCN导入会议5.1.6.3 异常或停复线需Highlight客户时,QSM将异常或停复线讯息反馈给客户5.1.7 FPM若不良机台未下对策,但客人由于其他原因同意特采出货时,FPM开立特单5.2 作业程序:5.2.1 异常处理程序5.2.1.1 OQC发现异常, 立即记录不良发生的相关信息,并通知相关单位确认不良5.2.1.2 相关单位一起将不良回流产线,确认产线是否可以卡下不良5.2.1.3 OQC将不良机台贴上OQC Reject单,并召开一次会议5.2.1.4 依抽样计划要求制造Sorting b台(b=i/3)机台, Sorting无不良则依异常处理流程处理,Sorting 发现≧2台不良时,立即停线处理5.2.1.5 Sorting过程中发现1pcs同现象不良,则扩大Sorting i台, Sorting无不良则依异常处理流程处理,若Sorting过程中发现≧1台同现象不良时,立即停线处理5.2.1.6 技术单位在未拆机台30分钟或拆机台60分钟内给出短期对策(分析出人为或原材造成不良).并在3~4小时内分析出问题真因,并发出分析报告.5.2.1.7 经分析涉及到主板时,必须回流SMT看是否可以将不良卡下.5.2.1.8 OQC根据工程分析的真因确定不良影响范围并召开二次异常会议5.2.1.9 经分析为人为原因造成时,责任单位在30分钟之内给出短期对策.5.2.1.10 经分析为原材时不良,请MQC到现场确认,MQC请厂商进厂确认,厂商3hs内到厂,3天内回复初步分析报告,7天回复最终报告.5.2.1.11 MC确认是否有替代料及替代料库存是否满足产线需求,若替代料可满足产线需求则换替代料上线5.2.1.12 若无替代,则MQC 找厂商进厂Sorting原材上线, WIP工程单位提供短期预防对策5.2.1.13 若异常涉及停线及影响出货时, 需通知生管做相应处理,OQC对成品进行机台Hold,并在适当时机解除Hold.5.2.1.14 不良机台经维修解碼回流产线后,必须经OQC复判方可入库. 5.2.1.15 若对策需长期导入时,PQA开PCN/PCR导入会议.5.2.1.16 OQC开出AQ单电子文件.追踪责任单位AQ单回复状况,并确认对策有效性.5.2.5停线处理程序:5.2.5.1 OQC 12小时内抽检到两台以上(含两台)同机种同现象异常时,立刻纪录不良发生的相关讯息,产线立即停线,并通知相关部门参加会议.5.2.5.2 发生1pcs烧板,烧机或safety问题时,产线立即停线.5.2.5.3 抽到1pcs异常,Sorting b台(b=i/3)时发现≧2台同现象不良时,产线立即停线5.2.5.4 抽到1pcs异常,Sorting b台时发现1pcs不良,追加sorting i台时发现≧1同一不良时,产线立即停线.5.2.5.5 抽到1pcs HSF超标时,产线立即停线.5.2.5.6 停线发生时, OQC召开停线会议,相关单位需于5mins内到会议区参加会议,停线0.5hr需通知到厂级主管,1hr需通知到客户. 5.3 OQC异常处理流程图(见第5页):5.4 OQC停复线处理流程上述内容,如客户有特别要求,则根据客户要求进行相应的调整和修改6.附件6.1 OQC Reject单6.2 OQC品质异常通知单品质异常处理单TO:□生产部□工程部□品质部□PMC □仓库□其它。
FQC停线复线处理程序(ISO9001:2015)1.目的:为建立一个完善的FQC异常及停复线处理流程,按照正确的路径作业,使之合理化、统一化、规范化及促进异常处理作业的有序进行.2.范围:本标准适用于FQC3.相关资料:3.1 不合格品管制办法3.2 矫正预防措施管理办法3.3 FQC抽样计划3.4 FQC检验规范3.5 AQ单处理流程作业规范3.6 Error code 不良代码4.定义:4.1 AQ(Abnormal Quality)单: 质量异常单电子化表格4.2 Error Code:不良代码4.3 PCR: 制程变更需求4.4 PCN: 制程变更通知5.作业程序与权责:5.1 权责5.1.1 发生单位(FQC):异常处理,召集各单位参加会议,并追踪异常直至结案5.1.2 技术单位(硬件工程,软件工程,机构工程,工业工程):5.1.2.1 找出异常的初步原因, 并定义电测不良机台Sorting 方式5.1.2.2 根据责任单位给出的短期及预防对策进行评估.5.1.2.3 对于原材不良,送厂分析厂商回复NTF部分,技术单位应对其进行判断是否合理,并找出异常真因.5.1.2.4 计算Sorting和停线工时及费用.5.1.2.5 PCN/PCR导入时修正SOP.5.1.3 制造单位配合执行异常会议之相关决议.5.1.4 生管单位:5.1.4.1 停线或复线后,生产排程因应的调节与安排。
5.1.4.2 不良影响到成品出货时,生管确认订单出货时间及订单的出货调整5.1.4.3 不良重工及Sorting的安排5.1.5 责任单位:异常及停线原因的追查以及对策实施5.1.6 品保单位(PQA&QSM)5.1.6.1 发现异常时,PQA做系统Rework5.1.6.2 对策导入设计到制程变更时,PQA开PCN导入会议5.1.6.3 异常或停复线需Highlight客户时,QSM将异常或停复线讯息反馈给客户5.1.7 FPM若不良机台未下对策,但客人由于其他原因同意特采出货时,FPM开立特采单5.2 作业程序:5.2.1 异常处理程序5.2.1.1 FQC发现异常, 立即记录不良发生的相关信息,并通知相关单位确认不良5.2.1.2 相关单位一起将不良回流产线,确认产线是否可以卡下不良5.2.1.3 FQC将不良机台贴上FQC Reject单,并召开一次会议5.2.1.4 依抽样计划要求制造Sorting b台(b=i/3)机台, Sorting无不良则依异常处理流程处理,Sorting 发现≧2台不良时,立即停线处理。
宁启铁路海安至南通段复线电气化改造工程信号电缆接续作业指导书单位:编制:审核:批准:XXXX年XX月XX日发布 XXXX年XX月XX日实施宁启铁路海安至南通段复线电气化改造工程信号电缆接续作业指导书1.适用范围使用于宁启铁路海安至南通段复线电气化改造信号工程电缆接续施工。
2.作业准备2.1内业技术准备在开工前组织技术人员认真学习实施性施工组织设计,阅读、审核施工图纸,澄清有关技术问题,熟悉规范和技术标准。
制定施工安全保证措施,提出应急预案。
对施工人员进行技术交底,对参加施工人员进行上岗前技术培训,考核合格后持证上岗。
2.2外业技术准备施工材料、工具、测试仪器准备、检定、校核。
3.技术要求3.1电缆接续采用的接续材料型号、规格以及接续位置应符合设计要求。
3.2 电缆接续的埋深、防护以及电缆电气特性必须符合《铁路信号施工质量验收标准》(TB10419-2003)的要求。
3.3电缆接续时应邀请监理工程师旁站监理,接续完成后填写电缆接续卡,并报监理工程师签认。
4.施工程序与工艺流程4.1施工程序施工程序为:施工准备→电缆接续→检验验收。
4.2工艺流程5.施工要求5.1接续准备5.1.1 开挖电缆接续坑开挖电缆接续坑(与电缆沟同深)成半圆状,坑直径1.5-2米,以便于电缆备用量盘放和接续操作。
电缆备用量不得小于2米。
5.1.2 待接续电缆外观检查、电气特性测试及A、B端确认接续工具、材料放在工作台布上。
检查待接续电缆外护套是否损伤;对待接续电缆进行电气特性的测试,电气参数达到标准方可接续。
确认电缆A、B端,调整A、B端电缆外圈红色飘带四芯组所在方位,使其相对应。
5.2施工工艺5.2.1 可变径密封挡环的加工及安装1 根据被接续电缆的外径,用美工刀削挖可变径密封挡环,使密封挡环内径略小于电缆的外径。
2 削挖好的密封挡环分别套在两根待接续电缆上(大约距电缆端头300mm处),并对密封挡环以内(靠电缆端头方向)约150mm 范围内的电缆外护套打毛清洗。
公司LOGO 作业指导书-工作指引类 文件编号:版 本:发行日期:机密等级:页 数:第 1页 共 7页Xx公司生产过程停止生产与发货控制流程停止生产与发货控制流程文件编号:编 制:审 核:批 准:编制日期:页 数:第 2 页共7页文件更改记录表更改前版本 更改后版本 修改内容 修改人 批准人 修改日期页 数:第 3 页共7页生产过程停止生产与发货控制流程一、 目的 Purpose确保生产加工的量产产品在正常有序状态下生产,保证质量;减少不必要的批次性返工和降低损失,提高生产效率。
二、 适用范围 Scope适用于在车间生产的量产产品。
三、 定义 Definition【 停 线 】生产线停止该型号当批次和后续批次的生产加工。
【一般性停线】3个工作日内可以恢复生产且不会造成重大市场影响的停线。
【 重大停线 】可能造成严重市场影响的停线和3个工作日仍未能给出方案恢复生产的停线。
【A类问题】责任部门为设计研发系统的生产质量问题。
【B类问题】责任部门为供应链系统的生产质量问题。
四、 职责 Responsibilities二级部门下级部门职责描述会签制造中心/工厂产品线 品检部主管:组织A类问题的处理,提供解决方案。
生产总监:审批重大停线的恢复、风险发货。
R&D各部门:负责A类生产质量问题的分析和提供解决对策。
质量部& 总经办组织B类问题的处理和解决,组织A类问题解决方案在供应链的实施。
品质总监/副总经理:审批重大停线的恢复。
五、 流程图添加Flow Chart六、 工作程序和要求 Procedure and Requirements页 数:第 4 页共7页编号步骤 不同环节质量问题停线标准 责任岗位1 申请停线的判定标准6.1.1物料来料类不良类6.1.1.1 钣金结构件不良a,表面处理来料不良:电镀起皮、起泡不良或喷涂起泡、剥落、开裂不良≥3pcs;b,结构件来料在非切口部分有生锈现象≥3pcs;c,ZB机柜不良:联接铜排,折弯处断裂或严重裂纹≥3pcs;d,机柜和插框来料不良≥3pcs,同时不良率≥5%e,其他(如散热器等)来料不良≥7pcs,同时不良率≥5%.6.1.1.2 有源低压类a,熔断器:触刀断裂或存在裂纹≥3pcs;b,MCB/MCCB:接线框断裂≥3pcs;c,风扇:引线破皮≥3pcs;d,防雷器:接线框断裂≥3pcs;e,直流接触器:绝缘板破裂≥3pcs。
Q/YNDW 云南电网公司企业标准Q/YNDW 113.2.023-200610kV线路断线处理作业指导书2006-05-20发布 2006-05-30实施云南电网公司发布527前言为提高云南电网公司供电企业输变电设备的运行、检修、试验水平,规范操作方法,确保人身和设备安全,由云南电网公司组织,编写了目前我公司10kV线路断线处理作业指导书。
编写中遵循了我国标准化、规范化和国际通用的贯标模式的要求。
该指导书纳入公司生产技术管理标准体系。
本指导书由云南电网公司生产技术部提出。
本指导书由云南电网公司生产技术部归口。
本指导书由云南电网公司昆明供电局负责编写。
本指导书主编人:范昌林本指导书主要起草人:范昌林张苏本指导书主要审核人:张朝前颜延寿本指导书由云南电网公司红河供电局负责修编。
本指导书修编人:王洪武傅宣葵张剑何永兵何德强余鹏飞黄家生本指导书审定人:赵建宁本指导书批准人:廖泽龙本指导书由云南电网公司生产技术部负责解释。
528目次1 目的 (5302 适用范围 (5303 引用标准 (5304 支持性文件 (5305 技术术语 (5306 安全措施 (5317 作业准备 (5338 作业周期 (5349 工期定额 (53410 设备主要技术参数 (53511 作业流程 (53712 作业项目、工艺要求及质量标准 (54013 作业中可能出现的主要异常现象及对策 (54414 作业后的验收与交接 (544附录A (545导线钳压质量检查记录表 (545附录B 常用电气绝缘工具试验一览表 (546附录C 登高、起重工具试验标准表 (54652910kV线路断线处理作业指导书1 目的规范110kV架空配电线路断线处理作业,确保人身安全和作业质量。
2 适用范围适用于云南电网公司所管辖电网的10kV架空配电线路断线的事故抢修处理作业。
3 引用标准下列标准所包含的条文,通过引用而构成本作业指导书的条文。
本书出版时,所示版本均为有效。
1.编制依据1.1.110KV临玉送电线路工程施工设计图纸;1.2.35KV—110KV架空电力线路施工及验收标准;1.3.架空电力线路施工平安操作规程。
2.施工简介及说明2.1.本工程采纳甘Ⅲ级10mm覆冰气象区和单回路段15mm覆冰作为设计气象条件。
导线采纳LGJ-500/45钢芯铝绞线,地线利用1×19-13.0-1370-B型镀锌钢绞线,(临江变架— G7)采纳JLB27/100铝包钢绞线。
金具采纳1997年标定型产品。
2.2.导、地线物理特性见下表。
导、地线物理特性表2.4.导、地线直线连接采纳液压连接形式。
2.5.线路方向的规定与基础手册中规定的一样。
2.6.交叉跨越本线路跨越10KV电力线路2×10次,穿越220KV电力线路2×2次,跨越通信线2×3次,跨越平房1座,跨越35KV2×2处。
2.7.本工程10mm覆冰段悬垂串采纳100KN合成绝缘子成单串,重要交叉跨越及林区采纳100KN合成绝缘子成双串双挂点;大档距采纳100KN合成绝缘子成双串双挂点;15mm覆冰段悬垂采纳10片100KN一般绝缘子成单串,重要交叉跨越及林区采纳双串双挂点;耐张串采纳100kN一般玻璃绝缘子10片成双串;双侧变电站门型采纳10片100KN一般型瓷质绝缘子成双串。
10mm覆冰段跳线采纳100KN合成绝缘子串,小角度外角采纳单串,大角度外侧采纳双串双挂点;15mm覆冰段跳线采纳10片100KN一般玻璃绝缘子串,小角度外角采纳单串,大角度外角采纳双串双挂点。
跳线串合成绝缘子采纳配重式防鸟害均压环。
(具体要求祥见杆塔明细表导地线绝缘子安装图号。
)3.金具组装图、相序图、机电图详见设计施工安装图。
4.施工通道处置4.1.为展放地线和导引绳,顺线路应砍伐2—3米宽的施工通道,通道内所有树木在不阻碍平安运行的条件下,不要砍伐。
在以下情形下,如不妨碍架线施工,可不砍伐施工通道:(1)树木自然生长不超过2米;(2)导线与树木之间(考虑自然生长高度)最小垂直距离不小于6米,线路通过绿化区或防风林带,导线与树木之间的净空距离在最大计算风偏的情形下,应不小于10米。
停电修补钢芯铝绞线作业指导书
1.范围
本指导书适用于停电修补10kV架空配电线路钢芯铝绞线导线作业。
2.规范性引用文件
下列文件中的条款通过本指导书的引用而构成本指导书的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本指导书,但鼓励根据本指导书达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本指导书。
DL409-91电业安全工作规程(电力线路部分)
GB50173-92电气装置安装工程 35kV及以下架空电力线路施工及验收规范SD292-88架空配电线路及设备运行规程
3.安全及预控措施
4.作业准备
5.作业周期
必要时进行。
6.作业内容及方法
6.1 作业开工
6.2 作业步骤及工艺要求
6.3 异常现象及对策
6.4 竣工验收
7.作业记录
8.附件
8.1 工作人员分工明细表
8.2 主要工器具、机械清单
8.3 施工材料清单
8.4导线损伤需修补标准
8.5导线损伤需重接标准
注:附件8.1、8.2和8.3使用时,应根据实际情况填写。
标 题 制程停线/复线作业指导页 码 第1页 共3页1 目的:为了降低制程产生不良或报废,确保短期未能查找到原因之不合格,能及时得到有效控制而拟定。
2 范围:适用于制程时所出现突发异常。
3 职责:3.1 制造部: 负责制程异常的反映,生技提出要求的执行。
3.2 品质部: 负责停线异常提出及复线确认。
3.3 制造部: 负责停线时进度调整与安排。
3.4 技术部: 负责停线异常提出分析与异常改善及复线提出。
4 作业流程: 见页次35 作业说明:5.1 停线时机5.1.1 当产品连续三次首检不合格时;5.1.2 当SMT检验岗位不良品连续出现2个以上或连续100个产品中不良品超过3个时;5.1.3 当组装线检验岗位不良品连续出现5个以上或连续100个产品中不良品超过10个时;5.1.4 当包装线检验岗位不良品连续出现3个以上或连续100个产品中不良品超过5个时;5.1.5 当涉及安全性能的检验项目不良品连续出现2个以上或连续100个产品中不良品超过3个以上时;5.1.6 以上由品质或生技提出,经本部门最高主管及管理代表同意后,开出《停线通知单》,责任单位接到《停线通知单》后立即安排停线处理。
5.2 停线后异常处理:5.2.1 停线单开出后,由IPQC开出《纠正/预防措施表》给相关部门分析改善。
5.2.2 改善后经责任部门初步确认异常已解决,由生技提出验证请求,经品质确认后,由生技或责任单位开出《复线通知单》,经管理代表同意后进行复线。
5.2.3 过程生产之不良品依《不良品控制程序》处理,异常的处理依《纠正措施控制程序》及<预防措施控制程序》进行。
6 相关文件:6.1 《不合格品控制程序》6.2 《QC工程图》6.3 《纠正措施控制程序》6.4 《预防措施控制程序》7 记录表单:7.1 《停线通知单》7.2 《复线通知单》7.3 《纠正/预防措施表》标 题 制程停线/复线作业指导页 码 第2页 共3页作业流程:。