流道平衡测试分析
- 格式:xlsx
- 大小:30.86 KB
- 文档页数:2
基于Moldflow 软件的型腔各异模具流动平衡优化洪剑城(四川大学高分子科学与工程学院,成都 610065) 摘要 采用Moldfl ow 6.1的填充分析模块和流道平衡模块,分析型腔各异模具的不平衡流动。
发现优化流道截面尺寸,流动不平衡率仅从28.16%降为20.88%,而同时调整型腔布局和优化流道截面尺寸,能将流动不平衡率从28.16%降为1.16%。
结果表明,当熔体流动不平衡率较大时,应首先考虑调整型腔布局,再结合调整流道截面尺寸、浇口等因素使之达到流动平衡;型腔布局对熔体的平衡流动起着重要作用。
关键词 Moldfl ow 型腔 流动平衡 布局 20世纪70年代以来,随着计算机技术的迅猛发展和普及,注射模CAD /CAE 技术也随之推广。
注射模CAD /CAE 技术的发展和应用使模具设计、加工的成本大大降低,效率则成倍提高,该技术的重要作用已得到充分的认可。
其中以Moldfl ow 软件的应用最具代表性,它不仅能够模拟分析热塑性塑料熔体注入模具的流动过程,而且可以对注塑的浇口位置、压力分布、冷却过程及注射工艺条件等进行模拟分析[1]。
注塑机大批量生产中,由于剪切作用使一模多腔模具常用的“自然均衡”流道产生明显的不均衡现象[2],以及大众追求个性导致小批量注塑的逐渐增加,使型腔各异多腔模具的应用得到迅速发展。
如果塑料熔体能够同时到达并充满模具的各个型腔,则称该熔体流动是平衡的。
在一模多腔或者组合型腔的注射成型过程中,熔体在浇注系统中流动的平衡问题是十分重要的。
浇注系统的不平衡流动可能导致许多成型缺陷,如飞边、短射、制件密度不均匀、气穴和产生过多熔接痕等[3]。
平衡的浇注系统不仅可以保证良好的制件质量,而且可以保证不同型腔内制件质量的一致性[4]。
1 制件的结构、尺寸图1所示为材料性能测试用试样的结构,表1列出各试样的相关尺寸。
为了操作方便和节省费用,要求将它们放在同一副模具中成型,并且保证试样的质量。
实验三 管路水力平衡实验一、实验目的1.测定管路阻抗;2.验证串、并联管路流量分配规律; 3.掌握管路系统水力平衡调节方法。
二、实验原理任何复杂管路都是由简单管路经串联、并联组合而成。
1.串联管路串联管路由许多简单管路首尾相接组合而成,管段相接之点称为节点,在每一个节点上都遵循质量平衡原理,即流入的质量流量与流出的质量流量相等,当ρ=常数时,流入的体积流量等于流出的体积流量,因此,对串联管路则有:Q 1=Q 2=Q 3 (1) 串联管路阻力损失,按阻力叠加原理,则:h 1-3=h 1+h 2+h 3=S 1Q 12+S 2Q 22+S 2Q 32 (2) 因流量Q 各段相等于是得:S =S 1+S 2+S 2 (3) 式中 Q —流量,m 3/s ;h —管段阻力,包括沿程阻力和局部阻力,Pa ; S —管段阻抗,kg/m 7。
由此得出结论:无中途分流或合流的串联管路,各管段流量相等,阻力叠加,总管路的阻抗S 等于各管段的阻抗叠加。
这就是串联管路的流动规律。
2.并联管路流体从总管路节点上分出两根以上的管段,而这些管段同时又汇集到另一节点上,在两节点间的各管段称为并联管路。
同串联管路一样,并联管路也遵循质量平衡原理,当ρ=常数时,则有:Q=Q 1+Q 2+Q 3 (4) 并联管路各管段阻力损失相等,于是:h 1-3=h 1=h 2=h 3 (5) S 1Q 12=S 2Q 22=S 2Q 32 (6) 由公式4、公式5、公式6可得:S1=11S +21S +31S (7)321::Q Q Q =11S :21S :31S (8)于是得到并联管路流动规律:并联节点上的总流量为各支管中流量之和;并联各支管上的阻力损失相等,总的阻抗平方根倒数等于各支管阻抗平方根的倒数之和。
3.串并联管路流动规律的意义各分支管路的管段几何尺寸、局部构件确定后,可确定各管段的阻抗及管路系统的总阻抗。
对于串联管路系统,由总阻抗可得出管路系统特性曲线方程:ΔP 总=S 总Q 总2,通过特性曲线方程可得出系统总压头损失随流量变化的规律,为工程设计中动力设备(水泵或风机)的选取提供一定的参考。
塑料模专业英语——其实世界上最美的景色就是落日与朝阳偶的小小愿望就是和你一起走过这片美丽的景色1、ejector unit顶出单元,包括一切有顶出功能的零件:ejector pin, ejector plate,ejector sleeve,ejector rod,ejector leader busher顶出导销(顶出板导杆)的衬套,也叫ejector guide bush ejector stopper,用于顶出制动的,或限位的ejector pin retaining plate:顶针固定板。
ejector guide pin:顶出导销,字面意义就是顶出时起导向作用的那个针(杆、销钉)2、dual color injection machine for Plate(sheet)-Shaped平板雙射成型機3、weldline夹纹是指熔接线4、electrode :电极5、气纹:gas mark6、Unless you are Amish, you probably come into direct contact with injection molded products constantly. Even if you are Amish, you could very well come in contact with an injection molded product, such as an armrest on a bus or train.位于宾夕法尼亚州的Amish人聚居地,维护了特别和保守的农业生活方式,因为他们与世隔绝的生活方式与陶渊明笔下的那个虚幻的世界如出一辙。
除非你是Amish人那样的原始,否则生活中不可能没有注塑产品以及与之相关的生产制造。
就算你是Amish人,你也应该会很容易的接触到类似的(人工)塑料制品,例如在一辆公共汽车或火车上的一个扶手。
7、texturing就是咬花8、ejector marks 顶白不用翻译那个白字,就是顶出在制品表面产生的一个痕迹,白色只是应力的一个表现9、飞边也叫毛边、披峰,可以说成flash也可以说成burr“皮纹”:TEXTURE顶出机构:ejector mechanism10、fitter:装配工,钳工,网上都用这个个人感觉,对于模具专业直接用die makeer、mold maker、tooling maker效果更好11、Some Typical ComplicationsBurned or Scorched Parts: Melt temperature may be too high. Polymer may be becoming trapped and degrading in the injection nozzle. Cycle time may be too long allowing the resin to overheat.Warpage of Parts: Uneven surface temperature of the molds. Non-uniform wall thickness of mold design.Surface Imperfections: Melt temperature may be too high causing resin decomposition and gas evolution (bubbles). Excessive moisture in the resin. Low pressure causing incomplete filling of mold.Incomplete Cavity Filling: Injection stroke may be too small for mold (ie. not enough resin is being injected). Injection speed may be too slow causing freezing before mold is filled.典型并发症:烧焦:塑料熔化温度过高。
第38卷第8期 2015年8月合肥工业大学学报(自然科学版)JOURNALOFHEFEIUNIVERSITYOFTECHNOLOGYVol.38No.8 Aug.2015 收稿日期:2014‐06‐27基金项目:教育部科学技术研究重大资助项目(311025)作者简介:周 香(1988-),女,湖南隆回人,合肥工业大学硕士生;陈文琳(1963-),女,安徽安庆人,博士,合肥工业大学教授,硕士生导师.doi:10.3969/j.issn.1003‐5060.2015.08.007注塑成型中一模两腔流道平衡优化设计周 香, 陈文琳, 王晓花(合肥工业大学材料科学与工程学院,安徽合肥 230009)摘 要:具有配合关系的2个塑件一模两腔注塑成型时,容易产生填充、压力及温度不平衡等问题。
文章通过理论计算和实验相结合的方法,分析了玩具电脑A、B面壳成型中存在的翘曲、飞边等缺陷,采用浇口平衡设计理论和有限元变截面法对该浇注系统进行优化设计。
模拟结果表明,充填时间不平衡率控制在0畅61%,充填压力不平衡率控制在3畅87%,且翘曲值有所减小。
优化后塑件缺陷分析结果表明,塑件飞边得到解决,翘曲有明显改善,从而说明流道平衡对改善塑件质量有较好的效果。
关键词:一模两腔;浇注系统;有限元;流道平衡;塑件质量中图分类号:TQ320畅662 文献标识码:A 文章编号:1003‐5060(2015)08‐1036‐05Runnerbalanceoptimizationdesignindouble‐cavitymoldinjectionZHOUXiang, CHENWen‐lin, WANGXiao‐hua(SchoolofMaterialsScienceandEngineering,HefeiUniversityofTechnology,Hefei230009,China)Abstract:Thetwoplasticpartswithcooperativerelationshipareapttotheproblemssuchasunbal‐ancedfilling,pressureandtemperatureindouble‐cavitymoldinjectionprogress.Inthispaper,thedefectsoftoycomputerAandBshellsformingincludingwarpandflasharediscussedthroughthecombinationoftheoreticalcalculationandexperimentalmethod.Furthermore,thedesigntheoryofrunnerbalanceandthefiniteelementmethodofvariablesectionareappliedtooptimizingthegatingsystem.Thesimulationresultsshowthatthefillingtimeimbalancerateandthefillingpressureimbal‐ancerateshouldbecontrolledat0畅61%and3畅87%respectively,andthewarpvaluedecreasestoacertainextent.Finally,thepartsdefectsareanalyzedthroughoptimizedexperiment.Theresultsshowthatplasticflashissolvedandthewarpisimprovedsignificantly,whichindicatesthatrunnerbalancehasgoodeffectinimprovingthequalityofplasticparts.Keywords:double‐cavitymold;gatingsystem;finiteelement;runnerbalance;plasticpartquality 一模多腔模具结构是一种能充分利用生产力资源,减少模具数量,提高企业生产效率和经济性的模具形式,在小型塑件、配合塑件及颜色相同塑件上具有广泛的应用。
流道分析流道分析000普通的流道系统(RunnerSystem)也称作浇道系统或是浇注系统,是熔融塑料自射出机射嘴(Nozzle)到模穴的必经信道。
流道系统包括主流道(PrimaryRunner)、分流道(Sub-Runner)以及浇口(Gate)。
下图显示了典型的流道系统组成。
●主流道:也称作主浇道、注道(Sprue)或竖浇道,是指自射出机射嘴与模具主流道衬套接触的部分起算,至分流道为止的流道。
此部分是熔融塑料进入模具后最先流经的部分。
●分流道:也称作分浇道或次浇道,随模具设计可再区分为第一分流道(FirstRunner)以及第二分流道(SecondaryRunner)。
分流道是主流道及浇口间的过渡区域,能使熔融塑料的流向获得平缓转换;对于多模穴模具同时具有均匀分配塑料到各模穴的功能。
●浇口:也称为进料口。
是分流道和模穴间的狭小通口,也是最为短小肉薄的部分。
作用在于利用紧缩流动面而使塑料达到加速的效果,高剪切率可使塑料流动性良好(由于塑料的切变致稀特性);粘滞加热的升温效果也有提升料温降低粘度的作用。
在成型完毕后浇口最先固化封口,有防止塑料回流以及避免模穴压力下降过快使成型品产生收缩凹陷的功能。
成型后则方便剪除以分离流道系统及塑件。
●冷料井:也称作冷料穴。
目的在于储存补集充填初始阶段较冷的塑料波前,防止冷料直接进入模穴影响充填品质或堵塞浇口,冷料井通常设置在主流道末端,当分流道长度较长时,在末端也应开设冷料井。
挤出机头流道设计近些年来,随着异型材制品应用范围的扩大,相应的异型材挤出机头的需求量也在增加。
挤出机头是挤出成型的关键设备,其主要作用是将塑料熔体分布于流道中,以使物料以均匀的速度从机头中挤出,形成所需要的端面形状和尺寸的制品。
流道设计是挤出机头设计的关键,其结构的合理性直接影响到挤出制品的质量和生产效率。
为满足市场需求,进一步提高型材制品的质量,有必要对异型材挤出机头内流道设计进行全面深入的研究。
Moldflow CAE分析经验整理1.FUSION的corner effects是为了计算因产品存在明显拐角而在模内对产品产生的应力,是为了计算变形用的,而不是充填,至少5倍壁厚,这个是不能忽略的,并不是每个带折边的产品都要选corner effects,有时甚至会带来负面效果。
的确有时是否选Corner Effect比较难把握,5倍以上壁厚的深度是基本的。
Corner Effect是针对Fusion和Midplane这样2.5D求解器的,因为它们不能考虑厚度方向的应力,但3D就可以考虑三维的应力。
故在无法把握Corner Effect时,可以考虑用3D来直接分析。
2.模流分析与实际成型压力相差较大很正常。
首先要了解你看到的成型压力是在哪里得到的。
是成型条件表上的,还是成型机监测页面的? MF分析压力仅仅是sprue处的压力,与实际成型压力存在差异很正常。
3.高温蒸汽加热水冷却的方式可以实现无痕注塑,现在市面有卖无痕注塑的液晶电视产品。
有孔就肯定会熔接,但是能控制角度的话强度会好很多。
关键是这个汇合角度的控制,不太容易。
4.3D变形分析要注意算法的设置,网格聚合选项在3D WARP分析的参数设置页。
对于矮胖形产品(宽厚比小于1:4)时选择网格聚合以节省分析时间,对于薄壁产品则不适合选用网格聚合。
5.流动+收缩分析:在选材料的时候,先查看一下材料的收缩选项中是否有测试。
6.igs是通用格式转换文件,STL是表面模型文件,都能直接读入到mf中,STL划分的网格质量比igs差,模型容易失真,但是igs文件如果原始系统精度较高的话导入后自由边会比较多,最好的方法是将igs导到cad doctor里转换一下内核,直接输出udm格式的文件好些。
7.理论上,纯的变形值=Moldflow计算值-材料收缩值。
材料收缩这一项很不好确定,非常多的影响因素,特别是玻纤增强材料。
8.Midplane,fusion,3D是moldflow分析所涉及的3中模型。
科学技术创新2020.15多模腔注塑模流道平衡控制分析李正光黄强刘旭王睿周琼莉罗丽梅王小红李宝田(四川希望汽车职业学院,四川资阳641300)多型腔注塑模具包括形状和尺寸相同的塑件多模腔及形状和尺寸不相同的塑件多模腔两种结构。
其浇注系统包括主流道、分流道及浇口。
分流道是主流道到浇口的通道,能使熔融塑料圆滑流动至浇口。
浇口是分流道末和进入模腔的狭小通道,使得熔融料流加速,在高剪切速率下升温降粘增速尽快充满型腔。
注射完后浇口最先冷却封闭固化,以防进入型腔内的熔融塑料回流,还可避免模腔压力下降使塑件产生收缩凹陷。
注塑模具对塑件质量的影响是多方面的,其中浇注系统影响是重要因素之一。
理想的注射成型工艺的时间压力应满足:a.各模腔塑料熔体温度均一;b.各模腔注射压力上升速率一致,最终型腔压力一致。
熔料进入多模腔的影响因素是多方面的,如熔体的温度分布状态,流道的形状及压力损失,浇口的形状及尺寸等。
其中分流道及浇口的形状及截面尺寸是影响供料的主要因素。
浇注系统包括主流道、分流道与浇口既是熔体输送的通道,同时也是注射压力、注射速率的传递通道。
为了保证注塑件高品质和均一性,必须保证各模腔注射成型工艺过程一致,即各模腔的压力、熔料量及注射传递速度一致,各流道溶体保持流动平衡状态。
1多模腔注射模流道平衡1.1浇注系统的平衡塑料熔体通过主流道、分流道、浇口进入模腔,假如能同时、同压、同温到达各模腔,且各模腔压力升速一致,是理想状态。
此种状态生产的注塑件质量最好,我们称其是浇注系统的平衡状态。
如果这种平衡工艺状态保持,塑件质量及互换性好。
多模腔一般分两类结构形式;即同模多腔和异模多腔。
对于同模多腔而言,要达到平衡状态,须满足:a.分流道截面形状、尺寸及长度应相等;b.浇口截面形状、面积及长度应相等;对于异模多腔模具而言,情况更为复杂,必须对分流道及浇口的截面积、长度进行七妙调整,以达到流道平衡状态要求。
1.2分流道及模腔布排一般有以下四种典型布排设计:浇注系统平衡程度与模腔及分流道的布排关系重大。
一、浇口(入水):gate浇口进入位置:gate location浇口形式:gate type大水口(2板模):edge gate, side gate细水口(3板模):pin-point gate浇口大小:gate size转开关流道:switching runner/gate唧嘴直径:sprue diameter二、流道:runner热流道:hot runner,hot manifold温控箱:temperature controller热嘴冷流道:hot sprue/cold runner唧嘴直流:direct sprue gate圆形流道:round(full/half) runner模流道电脑分析:mold flow analysis流道平衡:runner balance热嘴:hot sprue热流道板:hot manifold发热管:cartridge heater探温针:thermocouples插头:connector plug插座:connector socket密封/封料:seal三、运水:water line喉塞:line plug喉管:tube塑胶管:plastic tube快速接头:jiffy quick connector plug/socket 四、模具零件:mold components三板模:3-plate mold二板模:2-plate mold导柱(边钉/导边):leader pin/guide pin导套(边司):bushing/guide bushing顶针板:ejector retainer plate托板:support plate螺丝:screw管销(管钉):dowel pin内模管位锁:core/cavity inter-lock顶针:ejector pin司筒:ejector sleeve司筒针:ejector sleeve pin推板:stripper plate缩呵:movable core,return core,core puller扣机(尼龙拉勾):nylon latch lock斜顶:lifter模胚(架):mold base上内模:cavity insert下内模:core insert行位(滑块):slide镶件:insert压座(斜鸡):wedge,heeled block耐磨板/油板:wedge wear plate压条:guide way plate模顶(撑头):support pillar唧嘴:sprue bushing挡板:stop plate定位圈:locating ring锁扣:latch扣鸡:parting lock set推杆:push bar栓打螺丝:S.H.S.S.(socket head shoulder screw) 杯头螺丝:S.H.C.S.(socket head cap screw)活动臂:lever arm分流锥:sprue separator垃圾钉:stop pin水隔片:buffle弹弓柱:spring rod弹弓:die spring中托司:ejector guide bush中托导套(边):ejector guide pin镶针:insert pin波子弹弓:ball catch喉塞:pipe plug行位斜导柱:angle pin斜顶杆:angle ejector rod复位键/提前回杆:early return bar气阀:valves五、术语:terms承压平面平衡:parting surface support balance模排气:parting line venting回针碰料位:return pin and cavity interference模闭合总厚度:mold base shut height顶针碰运水:water line interferes with ejector pin料位出上(下)模:part from cavity (core) side模胚原身出料位:cavity direct cut on A-plate,core direct cut on B-plate.不准用镶件:do not use (core/cavity) insert用铍铜做镶件:use beryllium copper insert初步(正式)模图设计:preliminary (final) mold design反呵:reverse core弹弓压缩量:spring compressed length强度不够:insufficient rigidity均匀冷却:even cooling扣前模:sticking热膨胀:thermo expansion公差:tolerance铜电极(铜公):copper electrode石墨电极:graphite electrode夹线:weld line翘曲:warpage缺胶:short shot困气:air trap毛刺:flash,burr~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~模具述语一、入水:gate进入位:gate location水口形式:gate type大水口:edge gate细水口:pin-point gate水口大小:gate size转水口:switching runner/gate唧嘴口径:sprue diameter二、流道: runner热流道:hot runner,hot manifold热嘴冷流道: hot sprue/cold runner唧嘴直流: direct sprue gate圆形流道:round(full/half runner流道电脑分析:mold flow analysis流道平衡:runner balance热嘴:hot sprue热流道板:hot manifold发热管:cartridge heater探针: thermocouples插头:connector plug插座:connector socket密封/封料:seal三、运水:water line喉塞:line lpug喉管:tube塑胶管:plastic tube快速接头:jiffy quick connector plug/socker 四、模具零件:mold components三板模:3-plate mold二板模:2-plate mold边钉/导边:leader pin/guide pin边司/导套:bushing/guide bushing中托司:shoulder guide bushing中托边L:guide pin顶针板:ejector retainner plate托板:support plate螺丝:screw管钉:dowel pin开模槽:ply bar scot内模管位:core/cavity inter-lock顶针:ejector pin司筒:ejector sleeve司筒针:ejector pin推板:stripper plate缩呵:movable core,return core core puller 扣机(尼龙拉勾):nylon latch lock斜顶:lifter模胚(架):mold base上内模:cavity insert下内模:core insert行位(滑块):slide镶件:insert压座/斜鸡:wedge耐磨板/油板:wedge wear plate压条:plate撑头: support pillar唧嘴:sprue bushing挡板:stop plate定位圈:locating ring锁扣:latch扣鸡:parting lock set推杆:push bar栓打螺丝:S.H.S.B顶板:eracuretun活动臂:lever arm分流锥:spure sperader水口司:bush垃圾钉:stop pin隔片:buffle弹弓柱:spring rod弹弓:die spring中托司:ejector guide bush中托边:ejector guide pin镶针:pin销子:dowel pin波子弹弓:ball catch喉塞: pipe plug锁模块:lock plate斜顶:angle from pin斜顶杆:angle ejector rod尼龙拉勾:parting locks活动臂:lever arm复位键、提前回杆:early return bar气阀:valves斜导边:angle pin术语:terms承压平面平衡:parting surface support balance模排气:parting line venting回针碰料位:return pin and cavity interference模总高超出啤机规格:mold base shut hight顶针碰运水:water line interferes withejector pin料位出上/下模:part from cavith (core) side模胚原身出料位:cavity direct cut on A-plate,core direct cut on B-plate. 不准用镶件:Do not use (core/cavity) insert用铍铜做镶件:use beryllium copper insert初步(正式)模图设计:preliinary (final) mold design反呵:reverse core弹弓压缩量:spring compressed length稳定性好:good stability,stable强度不够:insufficient rigidity均匀冷却:even cooling扣模:sticking热膨胀:thero expansion公差:tolorance铜公(电极):copper electrode~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~ Surface Appearance 外观Glossiness/gloss finish 光洁度Matt finish/matt surface 毛面Glass fiber rich surface/glass emergence on the surface 玻纤外露Blooming/surface blooming 表面析出White patches on surface 表面白斑Silver marks/silver streak 银纹Splay mark 水纹Flow mark 流纹Weld line 溶结纹Brittle/brittleness 脆Bubbles/trapped gas 气泡Void 孔Burn marks 烧伤FR failed 阻燃不合格Flame rating V-2 阻燃V-2Poor dispersion 分散不好FR/PTFE …agglomerates etc 阻燃剂/PT FE…结块Pellet porous 粒子不密/蜜蜂窝Low impact/tensile etc 物理性能低High flow/filler content etc 流动性/填充…过高Longs/fines/doubles 长粒/碎屑/连粒Poor cut 粒形不好Bristle/voids 表面有小气泡/孔Glass bundles 玻纤结团Product was rejected due to 产品不能接受因为… High moisture level 高水分Warpage/warped 翘曲Shrinkage/shrink 收缩Sink marks 缩影Short shot/short molding 打不满Distortion 变形Over dimension 尺寸过大Under dimension 尺寸过小Flashing 飞边Discoloration 变色Off color 颜色差异Flow rate 流动率Viscous 粘High flow 高流动Low flow 低流动Sticky 粘Mold release 脱模Antioxidant 抗氧剂Flame retardant agent 阻燃剂Heat stabilizer 热稳定剂Chopped glass fiber 短切玻纤Roving glass fiber 粗纱/长玻纤Glass beads 玻璃微珠Milled fiber 碾磨纤Molybdenum disulfide/moly/MoS2 二硫化钼Colorant 着色剂Pigment 颜料Dye 染料Accepted product specification 接受产品规格Approved our product 认可我们的产品Re-set spec 重新定标准Add in extra … 添加多一点…Reduced … content 减少…含量Dropped/reduced … by x%减少…含量…%Confirmed color standard 确认颜色标准Approved color standard 认可颜色标准Re-confirmed color standard 重新确认颜色标准Qualified our product 认可我们的产品Undergoing heat aging test 在做热老化实验Product is under testing 产品在测试当中Received first order 接了第一个定单Expected to finish by … 预计在…完成Expected order is xMT 预计定单量…吨Estimated annual/monthly consumption 预计年/月用量。
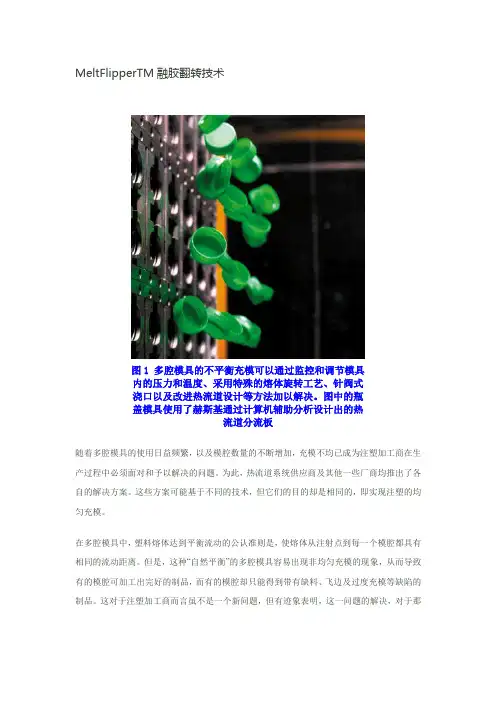
MeltFlipperTM融胶翻转技术图1 多腔模具的不平衡充模可以通过监控和调节模具内的压力和温度、采用特殊的熔体旋转工艺、针阀式浇口以及改进热流道设计等方法加以解决。
图中的瓶盖模具使用了赫斯基通过计算机辅助分析设计出的热流道分流板随着多腔模具的使用日益频繁,以及模腔数量的不断增加,充模不均已成为注塑加工商在生产过程中必须面对和予以解决的问题。
为此,热流道系统供应商及其他一些厂商均推出了各自的解决方案。
这些方案可能基于不同的技术,但它们的目的却是相同的,即实现注塑的均匀充模。
在多腔模具中,塑料熔体达到平衡流动的公认准则是,使熔体从注射点到每一个模腔都具有相同的流动距离。
但是,这种“自然平衡”的多腔模具容易出现非均匀充模的现象,从而导致有的模腔可加工出完好的制品,而有的模腔却只能得到带有缺料、飞边及过度充模等缺陷的制品。
这对于注塑加工商而言虽不是一个新问题,但有迹象表明,这一问题的解决,对于那些原本使用简单模具的注塑加工商而言显得非常重要,因为他们已开始使用更复杂的多腔模具。
然而,并非所有的被访者都同意上述观点。
热流道供应商D-M-E公司的发言人说:“我们看不出更多的充模不平衡问题,主要是因为我们避免了浇口尺寸的改变。
”D-M-E公司为预防制品出现潜在的缺陷,在一套几何形状均衡的模具上反复运用Moldflow软件进行了分析,他们得出的结论是:“即使运用了Moldflow分析软件,你所能做的也只是这些。
假如你改变了浇口位置,之后制品的熔接缝位置也有所变化,这可能是因为剪切力不平衡而导致的变化,因此你不得不改变浇口尺寸来予以补偿。
”然而,D-M-E公司建议,尽量不要进行这样的改动,因为改变浇口尺寸意味着模具加工窗口的缩小。
图2 Beaumont公司的MeltFlipper技术专用于解决模具不平衡的问题。
iMARC是其最新型号,可通过对模具分型线的简单调节来改变熔体的旋转程度大多数被访者都认为,多腔模具的不平衡充模确实已成为近年来的一个热议话题。
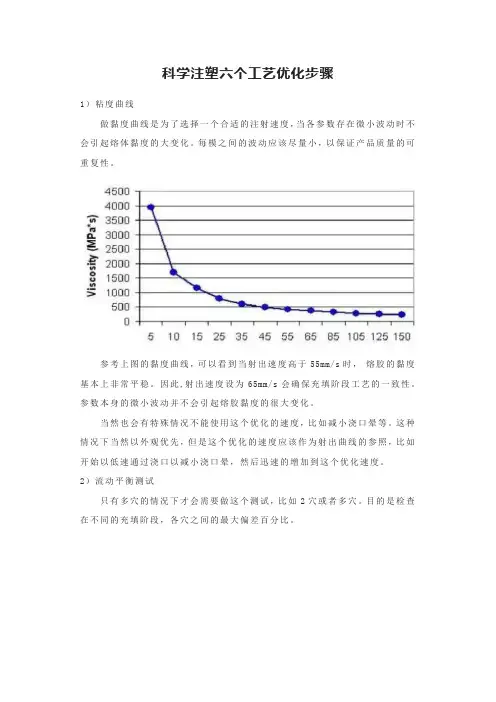
科学注塑六个工艺优化步骤1)粘度曲线做黏度曲线是为了选择一个合适的注射速度,当各参数存在微小波动时不会引起熔体黏度的大变化。
每模之间的波动应该尽量小,以保证产品质量的可重复性。
参考上图的黏度曲线,可以看到当射出速度高于55mm/s时,熔胶的黏度基本上非常平稳。
因此,射出速度设为65mm/s会确保充填阶段工艺的一致性。
参数本身的微小波动并不会引起熔胶黏度的很大变化。
当然也会有特殊情况不能使用这个优化的速度,比如减小浇口晕等。
这种情况下当然以外观优先,但是这个优化的速度应该作为射出曲线的参照,比如开始以低速通过浇口以减小浇口晕,然后迅速的增加到这个优化速度。
2)流动平衡测试只有多穴的情况下才会需要做这个测试,比如2穴或者多穴。
目的是检查在不同的充填阶段,各穴之间的最大偏差百分比。
充填不平衡有可能被接受,也有可能不被接受,取决于产品质量的要求。
这些信息最好在外观成型视窗(第四步)完成之后来定夺。
1.如果产品能够被充分保压,并且成型窗口很大,检查产品尺寸是否都在公差之内,如果都在的话,充填不平衡是可以接受的。
2. 如果成型窗口很小,并且先充饱的模穴出现毛边,而其他的模穴却存在短射或者缩痕,找出充填不平衡的原因。
充填不平衡通常会有4个主要原因:1.流道尺寸不同2.浇口尺寸不同3.排气大小不同4.冷却不同,然而这个原因在刚开机时往往影响不大5.还有一种情况,是剪切导致的不平衡,特别是8穴冷流道模具。
3)压力降测试做压力降测试的目的是评估充填不同阶段压力的损失状况。
这通常包括机台射嘴、竖流道、主流道、次流道、浇口和充填末端。
成型工艺不应该用到机台的最大压力,比如如果机台的最大压力为180Bar,那么填充完需要的最大压力不应该达到180Bar。
如果事实确实如此,那就意味着螺杆需要更大的压力来达到设定的注射速度,但是由于压力的限制却达不到。
这种情况称作“压力受限”。
通常,射出工艺不应超过90%的机台最大压力。
在做出的压力降曲线中,如果处于“压力受限”或者超过90%的机台压力,找出压力曲线中比较陡的一段,尝试去减小此处的压力损失。
多型腔注塑模具的流道平衡多型腔注塑模具的流道平衡,听起来是不是有点复杂呢?但其实这就像做饭,调料用得好,味道就棒。
流道平衡也是这样,得掌握好每个细节,才能保证产品的质量。
要知道,在这个竞争激烈的时代,谁的产品好,谁就能赢得客户的心。
咱们今天就聊聊这个话题,轻松点,让大家一听就明白。
什么是流道呢?简单来说,流道就是注塑时塑料流动的通道。
就像咱们吃火锅,底料在锅里煮,汤底在锅边流动。
要是锅里某个地方温度太高,别的地方又冷冷的,那锅里的东西肯定煮得不均匀,味道也差。
流道也是同理,要让塑料在模具里流动均匀,才能做出漂亮的零件。
流道平衡的重要性就来了。
大家想象一下,生产一批零件,结果发现某些零件变形,甚至不合格。
这可真是让人捶胸顿足,恨不得把模具扔掉。
流道不平衡,流动不均,塑料冷却速度不同,零件自然就出问题。
想想那些期待产品上市的日子,结果却因为流道问题拖延,那心情可真是“急得像热锅上的蚂蚁”。
在流道设计上,咱们得注意很多细节。
比如,流道的长度、宽度、形状都得合适。
太短了,塑料来不及流动;太长了,又可能造成冷却不均。
这就像买衣服,合身的才好看,太紧或太松,穿着都不舒服。
设计时还得考虑到流体力学,真是个脑筋急转弯的活。
不过,别怕,只要经验积累够,慢慢就能掌握其中的诀窍。
再说说流道的温度控制。
你想啊,塑料在加热过程中,有些地方热得快,有些地方慢,结果就是一边软一边硬。
想想你煮牛奶,锅底烫得快,边缘却还是凉的,牛奶可就没法均匀了。
流道要保持均匀的温度,就得合理布置加热器和冷却管道。
这个过程就像调和乐器,得让每个音符都在同一个节奏里,才能演奏出美妙的乐曲。
大家常说,细节决定成败。
在流道平衡上,这句话同样适用。
每个小小的变化,都会影响到最终的结果。
比如流道的表面光滑度,越光滑,塑料流动得越顺畅。
想象一下,水流过石头,石头光滑,水流得飞快;反之,水流得慢,变成了泥潭。
制造时,模具的清理、维护也得跟上,不能让灰尘、杂质影响到流动效果。
河流流量测验成果检查和分析7.1 检查内容与方法7.1.1单次流量测验成果应按“随测、随算、随整理、随分析”的原则进行检查分析,流量测验资料填写可参照附录G。
现场发现测验工作中有差错时,应查清原因,并采取相应的纠正和补救措施。
7.1.2单次流量测验成果的检查应包括下列内容:1 现场测验过程及记录的规范性、完整性;2 流量测验成果的合理性;3 流量测次布置的合理性。
7.1.3测点流速、水深和起点距测量记录的检查,应在现场对每一项测量和计算成果,结合测站特性、河流水情和测验现场的具体情况,并应遵守下列规定:1 点绘垂线流速分布曲线图,检查分析其分布的合理性。
当发现有反常现象时,检查原因;有明显的测量错误时,进行复测;2 点绘垂线平均流速或浮标流速横向分布图和水道断面图,对照检查分析垂线平均流速或浮标流速横向分布的合理性。
当发现有反常现象时,检查原因,有明显的测量错误时,进行复测;3 潮流站采用代表线施测时,点绘代表线流速过程线图,检查分析流速变化过程的连续性、均匀性和合理性;4 采用固定垂线测速的站,当受测验条件限制现场点绘分析图困难,或因水位急剧涨落需缩短测流时间时,可在事先制作的流速、水深测验成果对照检查表上,现场填入垂线水深、测点流速、垂线平均流速的实测成果,与相邻垂线及上一测次的实测成果对照检查。
7.1.4流量测验成果应在每次测流结束的当日进行流量的计算校核,并应按下列规定进行合理性检查分析:1 点绘水位或其他水力因素与流量、水位与面积、水位与流速关系曲线图,检查分析其变化趋势和三个关系曲线相应关系的合理性;2 采用连实测流量过程线进行资料整编的测站,可点绘水位、流速、面积和流量过程线图,对照检查各要素变化过程的合理性;3 冰期测流,可点绘冰期流量改正系数过程线图或水浸冰厚及气温过程线图,检查冰期流量的合理性;4 当发现流量测点反常时,检查分析反常的原因;对无法进行改正而具有控制性的测次,宜到现场对河段情况进行勘察,并增补测次验证。
水平衡测试工作的技术浅析水平衡测试是指在一定条件下,对物体的水平稳定性进行测试和检测。
在实际的工程实践中,水平衡测试是一项非常重要的工作,它能够有效的保障机械设备的稳定性和安全性,为生产提供良好的保障。
本文将就水平衡测试的技术进行浅析。
一、水平衡测试的背景及意义在现代工业和交通运输领域,机械设备和车辆的水平稳定性对于生产和人员的安全来说至关重要。
例如,在海上钻井平台、桥梁和高楼等建筑物的施工过程中,一旦施工设备发生倾斜而失去平衡,其后果往往是比较严重的。
因此,为了确保机械设备和车辆的稳定性和安全性,水平衡测试是必不可少的。
二、水平衡测试的基本原理水平衡测试是基于一个前提进行的,即在任何情况下,物体都要保持水平状态。
物体存在于与重力相互作用的力和重力的平衡状态中。
因此,在对物体进行水平衡测试时,必须保证物体所受的力和重力相平衡,否则就无法保持水平状态。
三、水平衡测试的常用方法1、几何平衡法几何平衡法是一种精确度较低的方法,它的步骤如下:(1)将被测试物体置放在椿板或其他平面上,将水平标尺或灵敏的角度计放置在物体附近,记录物体的倾斜角度。
(2)将物体进行微调,以便使倾斜角度为0度,调整的过程中需要严格保证物体所受的力和重力相平衡。
(3)记录最终的调整结果,根据记录的数据进行分析和判断。
几何平衡法具有操作简单、易于掌握、适用范围广等特点,但其测试精度较低,只适用于精度要求不高的水平衡测试场合。
2、机械式平衡法机械式平衡法是一种比较精确的方法,其原理是利用弹簧、滑轮以及重力来进行测试。
测试时,需要使用一个水平化装置,将待测试物体放置在其上,然后拉动弹簧,使其与物体受力相平衡,从而达到测试的目的。
机械式平衡法具有精度高、可靠性好、适用范围广等特点,但其也存在着精度受环境影响大、成本较高等缺点。
四、水平衡测试的注意事项1、测试前需要进行环境检测,以确保测试精度,避免环境干扰引起测试误差。
2、测试过程中要保持操作者的稳定性,避免因一些不可控的因素导致测试结果的失准。
CAE小百科系列~連載十五一:多模穴模具之流道平衡的應用流道可區分為自然平衡(Natural Balanced)及自然不平衡(Natural Unbalanced)流道兩大類。
自然平衡指模穴大小相同,且進澆點至各模穴的距離相等,因此塑料流動自動平衡,可同時填滿所有模穴。
如對稱的圓形模穴配置(Circular Cavity Layout)、H型配置(H-Style Layout)、以及X型配置(X-Style Layout)等。
如下圖所示:圖1:自然平衡的流道系統不平衡流道指進澆點到各模穴距離不等長,因此各個模穴填滿時間有所差異的模穴。
一般需依賴對流道及澆口尺寸作不同程度設計變更,使流道流動得以平衡。
這類流道見於一般的串式模穴配置(Layout in Series),如下圖所示:圖2:自然不平衡的流道系統Moldex模流分析的建圖與分析技巧:1. 建圖時由於各模穴相同,可於建完一模穴後以Copy方式複製其他模穴,以保證各模穴尺寸及元素數目的相同。
2. 流道若為對稱也可採Copy及Mirror的方式建構,以避免人為尺寸給定錯誤造成的誤差。
3. 理論上若流道為完全對稱,可以取一半分析即可。
但若流量資訊重要,則需採用全模具分析。
另一種情形就是冷卻不均勻時,也需要進行全模具分析。
常見問題:1. 一般為避免轉角效應所建構的圓弧流道事實上在CAE分析上與等長的非圓弧流道等效。
在一般尺寸的流道系統,轉角效應以目前的2.5D CAE分析難以模擬,除非在流道元素中以其他特殊方式建構。
由於塑料黏度甚大,也欠缺實驗證據證實轉角效應在一般流道的存在與具體效應。
2. 一個理論上跟分析上完全平衡的自然流道,為什麼實際上不平衡? 這可能因機器之穩定性,人員之操作或現場環境因素等影響,會有稍微的不同。
原因之一,檢查流道及澆口的尺寸,確認各尺寸完全一致。
注意模具加工精度及磨耗堵塞問題。
原因之二,模溫不均勻。
尤其是熱敏感性材料以及澆口尺寸很小時,些微的模溫差異可能造成自然平衡流道不平衡了。