刀具主要几何角度及选择
- 格式:doc
- 大小:118.16 KB
- 文档页数:8
刀具几何角度的作用及选择原则刀具的几何角度对加工质量、切削力和切削温度等有很大的影响,正确的选择刀具几何角度可以提高切削效率和工件表面质量。
本文将从切削角、主偏角、切削刃前角和切削刃后角四个方面来探讨刀具几何角度的作用及选择原则。
一、切削角切削角是刀具主切削面与工件切削表面的夹角,一般分为正的和负的两种情况。
1.正切削角:也称为刀具顶角,是指刀具主切削面与工件切削表面夹角大于90°的情况。
正切削角有利于降低切削力和切削温度,减少刀具磨损。
因此,在切削硬材料或脆性材料时,一般选择正切削角。
但是正切削角也会增大刀具与工件接触面积,增加切削力,从而需要更大的功率投入。
2.负切削角:也称为刀具反角,是指刀具主切削面与工件切削表面夹角小于90°的情况。
负切削角能降低切削力和切削温度,提高切削稳定性和切削质量。
因此,在切削软材料或难切削材料时,一般选择负切削角。
然而,负切削角的刀具易产生振动,增加切削噪声,且不易控制切削深度。
在实际应用中,切削角的选择应根据材料的性质、切削目标和加工条件综合考虑,一般需要通过试切试验来确定最佳切削角。
二、主偏角主偏角是刀具俯仰角,是指刀具主切削面与铣削切削方向之间的夹角。
主偏角的大小会直接影响刀具的切削力和切削质量。
1.大主偏角:大主偏角可以降低刀具的切削力和切削温度,提高切削稳定性和切削质量。
大主偏角适用于切削精度要求高、切削深度相对较小、切削速度相对较低的情况。
2.小主偏角:小主偏角可以提高刀具的切削效率和切削速度,适用于切削深度相对较大、切削速度相对较高的情况。
然而,小主偏角容易导致切屑的卡刀现象,增加刀具磨损和加工表面粗糙度。
主偏角的选择应结合切削效率和切削质量的要求,同时考虑刀具的刚度和加工条件等因素。
三、切削刃前角切削刃前角是刀具切削刃前的锥度角,主要影响刀具的切削稳定性和切削质量。
1.大切削刃前角:大切削刃前角可以增加切削深度和切削范围,提高切削效率和切削速度。

1.车刀分:外圆车刀、端面车刀、切断刀、内孔车刀、螺纹车刀。
2.车刀的角度有:前角、后角、副后角、刃倾角、主偏角、副偏角。
(1)前角γ0:前刀面与基面的夹角,在主剖面中测量。
前角的大小影响切削刃锋利程度及强度。
增大前角可使刃口锋利,切削力减小,切削温度降低,但过大的前角,会使刃口强度降低,容易造成刃口损坏。
取值范围为:-8°到+15°。
选择前角的一般原则是:前角数值的大小与刀具切削部分材料、被加工材料、工作条件等都有关系。
刀具切削部分材料性脆、强度低时,前角应取小值。
工件材料强度和硬度低时,可选取较大前角。
在重切削和有冲击的工作条件时,前角只能取较小值,有时甚至取负值。
一般是在保证刀具刃口强度的条件下,尽量选用大前角。
如硬质合金车刀加工钢材料时前角值可选5°-15°。
(2)主后角α0: 主后刀面与切削平面间的夹角,在主剖面中测量。
其作用为减小后刀面与工件之间的摩擦。
它也和前角一样影响刃口的强度和锋利程度。
选择原则与前角相似,一般为0到8°。
(3)主偏角κr: 主切削刃与进给方向间的夹角,在基面中测量。
其作用体现在影响切削刃工作长度、吃刀抗力、刀尖强度和散热条件。
主偏角越小,吃刀抗力越大,切削刃工作长度越长,散热条件越好。
选择原则是:工件粗大刚性好时,可取小值;车细长轴时为了减少径向切削抗力,以免工件弯曲,宜选取较大的值。
常用在15°到90°之间。
(4)副偏角κ'r: 副切削刃与进给反方向间的夹角,在基面中测量。
其作用是影响已加工表面的粗糙度,减小副偏角可使被加工表面光洁。
选择原则是:精加工时,为提高已加工表面的质量,应选取较小的值,一般为5到10°。
(5)刃倾角λs :主切削刃与基面间的夹角,在主切削平面中测量。
主要作用是影响切屑流动方向和刀尖的强度。
以刀柄底面为基准,主切削刃与刀柄底面平行时,λs =0,切屑沿垂直于主切削刃的方向流出。
刀具的几何参数包括刀具的切削角度,刀面的形式(如平前刀面,带卷屑断屑槽的前刀面、波形刀面等)以及切削刃的形状(直线形、折线形、圆弧形等)。
刀具的几何参数对切屑变形、切削力、切削温度和刀具磨损都有显著影响,从而影响切削加工生产率、刀具耐用度、加工质量和加工成本。
刀具的合理几何参数.是指在保证加工质量的前提下,能够获得最高刀具耐用度,从而能达到提高切削效率,降低加工成本目的的几何参数。
选择刀具合理几何参数主要取决于工件材料、刀具材料、刀具类型,也与切削用量、工艺系统刚性和机床功率等因素有关。
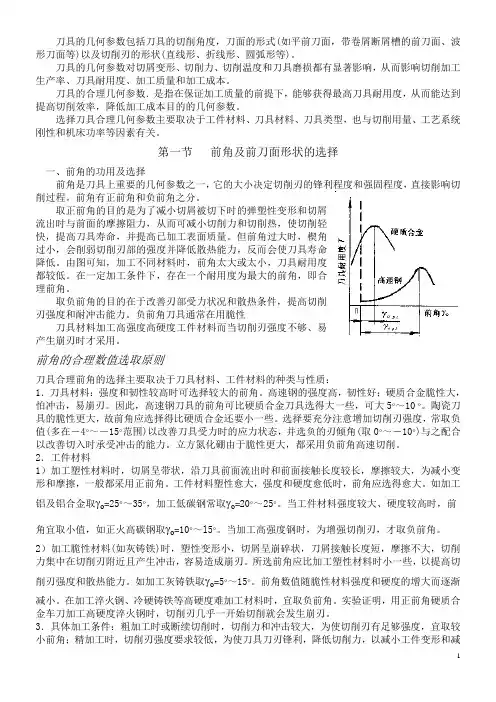
第一节前角及前刀面形状的选择一、前角的功用及选择前角是刀具上重要的几何参数之一,它的大小决定切削刃的锋利程度和强固程度,直接影响切削过程。
前角有正前角和负前角之分。
取正前角的目的是为了减小切屑被切下时的弹塑性变形和切屑流出时与前面的摩擦阻力,从而可减小切削力和切削热,使切削轻快,提高刀具寿命,并提高已加工表面质量。
但前角过大时,楔角过小,会削弱切削刃部的强度并降低散热能力,反而会使刀具寿命降低。
由图可知,加工不同材料时,前角太大或太小,刀具耐用度都较低。
在一定加工条件下,存在一个耐用度为最大的前角,即合理前角。
取负前角的目的在于改善刃部受力状况和散热条件,提高切削刃强度和耐冲击能力。
负前角刀具通常在用脆性刀具材料加工高强度高硬度工件材料而当切削刃强度不够、易产生崩刃时才采用。
前角的合理数值选取原则刀具合理前角的选择主要取决于刀具材料、工件材料的种类与性质:1.刀具材料:强度和韧性较高时可选择较大的前角。
高速钢的强度高,韧性好;硬质合金脆性大,怕冲击,易崩刃。
因此,高速钢刀具的前角可比硬质合金刀具选得大一些,可大5°~10°。
陶瓷刀具的脆性更大,故前角应选择得比硬质合金还要小一些。
选择要充分注意增加切削刃强度,常取负值(多在-4°~-15°范围)以改善刀具受力时的应力状态,并选负的刃倾角(取0°~-10°)与之配合以改善切入时承受冲击的能力。

1)前角(γ0 ) 选择的原则前角的大小主要解决刀头的坚固性与锋利性的矛盾。
因此首先要根据加工材料的硬度来选择前角。
加工材料的硬度高,前角取小值,反之取大值。
其次要根据加工性质来考虑前角的大小,粗加工时前角要取小值,精加工时前角应取大值。
前角一般在-5°~25°之间选取。
通常,制作车刀时并没有预先制出前角(γ0),而是靠在车刀上刃磨出排屑槽来获得前角的。
排屑槽也叫断屑槽,它的作用大了去了折断切屑,不产生缠绕;控制切屑的流出方向,保持已加工表面的精度;降低切削抗力,延长刀具寿命。
2)后角(α0 )选择的原则首先考虑加工性质。
精加工时,后角取大值,粗加工时,后角取小值。
其次考虑加工材料的硬度,加工材料硬度高,主后角取小值,以增强刀头的坚固性;反之,后角应取小值。
后角不能为零度或负值,一般在6°~12°之间选取。
3)主偏角(Kr ) 的选用原则首先考虑车床、夹具和刀具组成的车削工艺系统的刚性,如系统刚性好,主偏角应取小值,这样有利于提高车刀使用寿命、改善散热条件及表面粗造度。
其次要考虑加工工件的几何形状,当加工台阶时,主偏角应取90°,加工中间切入的工件,主偏角一般取60 °。
主偏角一般在30°~90°之间,最常用的是45°、75 °、90 °。
4)副偏角(Kr’ )的选择原则首先考虑车刀、工件和夹具有足够的刚性,才能减小副偏角;反之,应取大值;其次,考虑加工性质,精加工时,副偏角可取10°~15°,粗加工时,副偏角可取5°左右。
5)刃倾角(λS)的选择原则主要看加工性质,粗加工时,工件对车刀冲击大,取λS ≤ 0°,精加工时,工件对车刀冲击力小,取λS ≥ 0°;通常取λS =0°。
刃倾角一般在-10°~5°之间选取。

切削刀具主要几何角度及选择,图文并茂,还不快收藏!金属切削刀具切削部分的结构要素、几何角度与斧头等刀具有许多共同的特征。
如图1,各种多齿刀具或复杂刀具,就其一个刀齿而言,都相当于一把斧头的刀头。
现以熟悉的车刀为例说明刀具主要几何角度。
图1 刀具的切削部分1.车刀切削部分的组成车刀切削部分由前刀面、主后刀面、副后刀面、主切削刃、副切削刃和刀尖组成(如图2)。
图2 硬质合金外园车刀(1) 前刀面刀具上切屑流过的表面。
(2) 主后刀面刀具上与工件上的加工表面相对着并且相互作用的表面,称为主后刀面。
(3) 副后刀面刀具上与工件上的已加工表面相对着并且相互作用的表面,称为副后刀面。
金属加工微信,内容不错,值得关注。
(4) 主切削刃刀具上前刀面与主后刀面的交线称为主切削刃。
(5) 副切削刃刀具上前刀面与副后刀面的交线称为副切削刃。
(6)刀尖主切削刃与副切削刃的交点称为刀尖。
刀尖实际是一小段曲线或直线,称修圆刀尖和倒角刀尖。
图3 车刀的主要角度2.车刀切削部分的主要角度(1)测量车刀切削角度的辅助平面为了确定和测量车刀的几何角度,需要选取三个辅助平面作为基准,这三个辅助平面是切削平面、基面和正交平面,如图4所示。
1)切削平面Ps 切削平面是切于主切削刃某一选定点并垂直于刀杆底平面的平面。
2)基面Pr 基面是过主切削刃某一选定点并平行于刀杆底面的平面。
3)正交平面P0 主剖面是垂直于切削平面又垂直于基面的平面。
可见这三个坐标平面相互垂直,构成一个空间直角坐标系。
图4 测量车刀的辅助平面(2) 车刀的主要几何及其选择1)前角前角在正交平面内测量的前刀面与基面间的夹角。
前角的正负方向按图示规定表示,即刀具前刀面在基面之下时为正前角,刀具前刀面在基面之上时为负前角。
前角一般在-5°~25°之间选取。
前角选择的原则:前角的大小主要解决刀头的坚固性与锋利性的矛盾。
因此首先要根据加工材料的硬度来选择前角。
刀具主要几何角度及选择
金属切削刀具切削部分的结构要素、几何角度与斧头等刀具有许多共同的特征。
如图1,各种多齿刀具或复杂刀具,就其一个刀齿而言,都相当于一把斧头的刀头。
现以熟悉的车刀为例说明刀具主要几何角度。
图
1 刀具的切削部分
1.车刀切削部分的组成
车刀切削部分由前刀面、主后刀面、副后刀面、主切削刃、副切削刃和刀尖组成(如图2)。
图2 硬质合金外园车刀
(1) 前刀面刀具上切屑流过的表面。
(2) 主后刀面刀具上与工件上的加工表面相对着并且相互作用的表面,称为主后刀面。
(3) 副后刀面刀具上与工件上的已加工表面相对着并且相互作用的表面,称为副后刀面。
(4) 主切削刃刀具上前刀面与主后刀面的交线称为主切削刃。
(5) 副切削刃刀具上前刀面与副后刀面的交线称为副切削刃。
(6)刀尖主切削刃与副切削刃的交点称为刀尖。
刀尖实际是一小段曲线或直线,称修圆刀
尖和倒角刀尖。
2.车刀切削部分的主要角度
(1)测量车刀切削角度的辅助平面
图3 测量车刀的辅助平面
为了确定和测量车刀的几何角度,需要选取三个辅助平面作为基准,这三个辅助平面是切削
平面、基面和正交平面,如图3所示。
1)切削平面Ps 切削平面是切于主切削刃某一选定点并垂直于刀杆底平面的平面。
2)基面P r基面是过主切削刃某一选定点并平行于刀杆底面的平面。
3)正交平面P0主剖面是垂直于切削平面又垂直于基面的平面。
可见这三个坐标平面相互垂直,构成一个空间直角坐标系。
图4 车刀的主要角度
(2) 车刀的主要几何及其选择
1)前角前角在正交平面内测量的前刀面与基面间的夹角。
前角的正负方向按图示规定表示,即刀具前刀面在基面之下时为正前角,刀具前刀面在基面之上时为负前角。
前角一般在
-5°~25°之间选取。
前角选择的原则:前角的大小主要解决刀头的坚固性与锋利性的矛盾。
因此首先要根据加工材料的硬度来选择前角。
加工材料的硬度高,前角取小值,反之取大值。
其次要根据加工性质来考虑前角的大小,粗加工时前角要取小值,精加工时前角应取大值。
2)后角在正交平面内测量的主后刀面与切削平面间的夹角。
后角不能为零度或负值,
一般在6°~12°之间选取。
后角选择的原则:首先考虑加工性质。
精加工时,后角取大值,粗加工时,后角取小值。
其次考虑加工材料的硬度,加工材料硬度高,主后角取小值,以增强刀头的坚固性;反之,后
角应取小值。
3)主偏角在基面内测量的主切削刃在基面上的投影与进给运动方向的夹角。
主偏角一般在30°~
90°之间选取。
主偏角的选用原则:首先考虑车床、夹具和刀具组成的车工工艺系统的刚性,如车工工艺系统刚性好,主偏角应取小值,这样有利于提高车刀使用寿命和改善散热条件及表面粗造度。
其次要考虑加工工件的几何形状,当加工台阶时,主偏角应取90°,加工中间切入的工件,主
偏角一般取60 °。
图5 刃倾角的符号
4)副偏角在基面内测量的副切削刃在基面上的投影与进给运动反方向的夹角。
副
偏角一般为正值。
副偏角的选择原则:首先考虑车刀、工件和夹具有足够的刚性,才能减小副偏角;反之,应取大值;其次,考虑加工性质,粗加工时,副偏角可取10°~15°,粗加工时,副偏角可取5°
左右。
5)刃倾角λs在切削平面内测量的主切削刃与基面间的夹角。
当主切削刃呈水平时,λs =0°;刀尖为主切刃上最高点时,λs>0°;刀尖为主切削刃上最低点时,λs<0°(如图5所示)。
刃倾角一般在-10°~5°之间选取。
刃倾角的选择原则:主要看加工性质,粗加工时,工件对车刀冲击大,λs≥0°,精加工时,
工件对车刀冲击力小,λs≤0°,一般取λs =0°。