未注形位公差的公差值及确定方法GBT1184—1996
- 格式:doc
- 大小:45.50 KB
- 文档页数:3

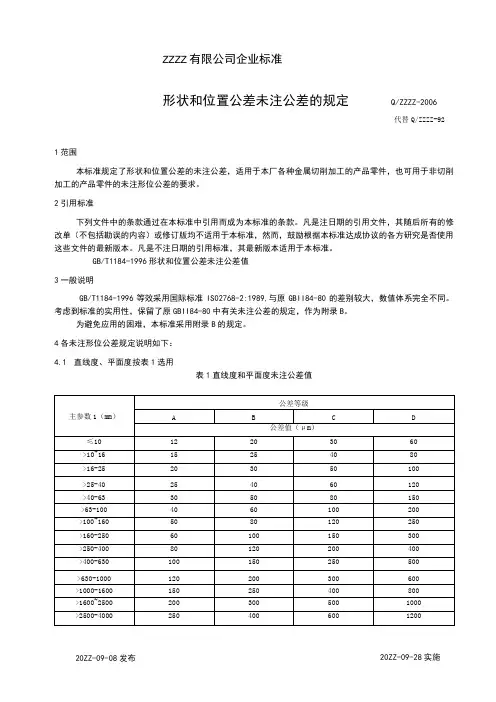
ZZZZ有限公司企业标准形状和位置公差未注公差的规定Q/ZZZZ-2006代替Q/ZZZZ-921范围本标准规定了形状和位置公差的未注公差,适用于本厂各种金属切削加工的产品零件,也可用于非切削加工的产品零件的未注形位公差的要求。
2引用标准下列文件中的条款通过在本标准中引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否使用这些文件的最新版本。
凡是不注日期的引用标准,其最新版本适用于本标准。
GB/T1184-1996形状和位置公差未注公差值3一般说明GB/T1184-1996等效采用国际标准IS02768-2:1989,与原GBII84-80的差别较大,数值体系完全不同。
考虑到标准的实用性,保留了原GBII84-80中有关未注公差的规定,作为附录B。
为避免应用的困难,本标准采用附录B的规定。
4各未注形位公差规定说明如下:4.1直线度、平面度按表1选用表1直线度和平面度未注公差值20ZZ-09-28实施20ZZ-09-08发布4.2同轴度和对称度按表2选用表2同轴度和对称度未注公差值(I)A级适用于机械加工制件;(2)B级适用于塑料件,粉末冶金件,冷冲截零件;(3)C级适用于精密铸件;(4)D级适用于冷压踏弯或红冲截零件;(5)上述规定之外的制件,均不考核同轴度,对称度;(6)同轴度、对称度的基本尺寸,按制件大端为准(D、1)如下图1;(7)多边形轴颈按外切圆直径为基本尺寸。
图14.3圆度:由尺寸公差自然控制,即等于尺寸公差值的一半。
4.4圆柱度:被测要素应遵循包容原则,规定如下:即产品零件图样的圆柱直径尺寸之后标有符号①的圆柱表面,其圆柱度公差值为圆柱直径尺寸公差的一半;反之,不标有(D的圆柱表面,其圆柱度要求由圆度和直线度的未注公差分别控制。
4.5平行度:对于需遵循包容原则,标有色的平行要素,其平行度应在尺寸公差内。
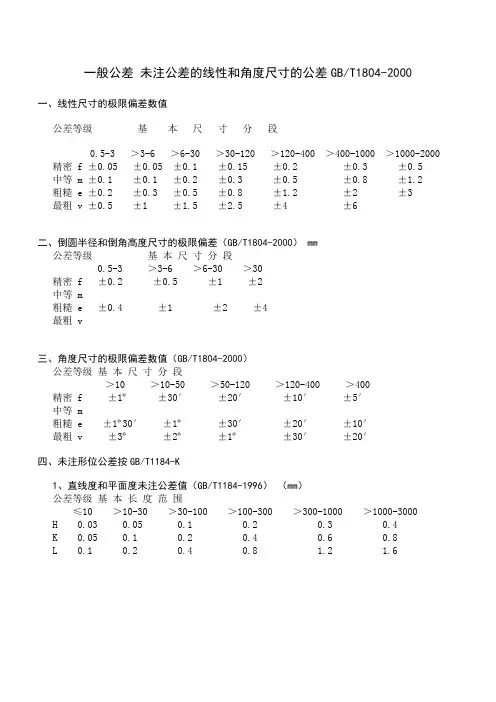
一般公差未注公差的线性和角度尺寸的公差GB/T1804-2000一、线性尺寸的极限偏差数值公差等级基本尺寸分段0.5-3 >3-6 >6-30 >30-120 >120-400 >400-1000 >1000-2000精密 f ±0.05±0.05 ±0.1 ±0.15 ±0.2 ±0.3 ±0.5 中等m ±0.1 ±0.1 ±0.2 ±0.3 ±0.5 ±0.8±1.2 粗糙 e ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 ±2 ±3最粗 v ±0.5 ±1 ±1.5 ±2.5±4 ±6二、倒圆半径和倒角高度尺寸的极限偏差(GB/T1804-2000) mm公差等级基本尺寸分段0.5-3 >3-6 >6-30 >30精密 f ±0.2 ±0.5±1 ±2中等 m粗糙 e ±0.4 ±1 ±2±4最粗 v三、角度尺寸的极限偏差数值(GB/T1804-2000)公差等级基本尺寸分段>10 >10-50 >50-120 >120-400 >400 精密 f ±1º±30′±20′±10′±5′中等 m粗糙 e ±1º30′±1º±30′ ±20′ ±10′最粗 v ±3º±2º±1º±30′±20′四、未注形位公差按GB/T1184-K1、直线度和平面度未注公差值(GB/T1184-1996)(mm)公差等级基本长度范围≤10 >10-30 >30-100 >100-300 >300-1000 >1000-3000H 0.03 0.05 0.1 0.2 0.3 0.4K 0.05 0.1 0.2 0.4 0.6 0.8L 0.1 0.2 0.4 0.8 1.2 1.62、垂直度未注公差值(GB/T1184-1996)(mm)公差等级基本长度范围≤100 >100-300 >300-1000 >1000-3000H 0.2 0.3 0.4 0.5K 0.4 0.6 0.8 1L 0.4 1 1.5 23、对称度未注公差值(GB/T1184-1996)(mm)公差等级基本长度范围≤100>100-300 >300-1000 >1000-3000H 0.5K 0.6 0.8 1L 0.6 1 1.5 24、圆跳动的未注公差值(GB/T1184-1996)(mm)公差等级圆跳动公差值H 0.1K 0.2L 0.3五、表面粗糙度零件的表面都应该注明粗糙度的等级。
一般公差未注公差的线性和角度尺寸的公差GB/T1804-2000一、线性尺寸的极限偏差数值公差等级基本尺寸分段0.5-3 >3-6 >6-30 >30-120 >120-400 >400-1000 >1000-2000精密 f ±0.05±0.05 ±0.1 ±0.15 ±0.2 ±0.3 ±0.5 中等m ±0.1 ±0.1 ±0.2 ±0.3 ±0.5 ±0.8±1.2 粗糙 e ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 ±2 ±3最粗 v ±0.5 ±1 ±1.5 ±2.5±4 ±6二、倒圆半径和倒角高度尺寸的极限偏差(GB/T1804-2000) mm公差等级基本尺寸分段0.5-3 >3-6 >6-30 >30精密 f ±0.2 ±0.5±1 ±2中等 m粗糙 e ±0.4 ±1 ±2±4最粗 v三、角度尺寸的极限偏差数值(GB/T1804-2000)公差等级基本尺寸分段>10 >10-50 >50-120 >120-400 >400 精密 f ±1º±30′±20′±10′±5′中等 m粗糙 e ±1º30′±1º±30′ ±20′ ±10′最粗 v ±3º±2º±1º±30′±20′四、未注形位公差按GB/T1184-K1、直线度和平面度未注公差值(GB/T1184-1996)(mm)公差等级基本长度范围≤10 >10-30 >30-100 >100-300 >300-1000 >1000-3000H 0.03 0.05 0.1 0.2 0.3 0.4K 0.05 0.1 0.2 0.4 0.6 0.8L 0.1 0.2 0.4 0.8 1.2 1.62、垂直度未注公差值(GB/T1184-1996)(mm)公差等级基本长度范围≤100 >100-300 >300-1000 >1000-3000H 0.2 0.3 0.4 0.5K 0.4 0.6 0.8 1L 0.4 1 1.5 23、对称度未注公差值(GB/T1184-1996)(mm)公差等级基本长度范围≤100>100-300 >300-1000 >1000-3000H 0.5K 0.6 0.8 1L 0.6 1 1.5 24、圆跳动的未注公差值(GB/T1184-1996)(mm)公差等级圆跳动公差值H 0.1K 0.2L 0.3五、表面粗糙度零件的表面都应该注明粗糙度的等级。
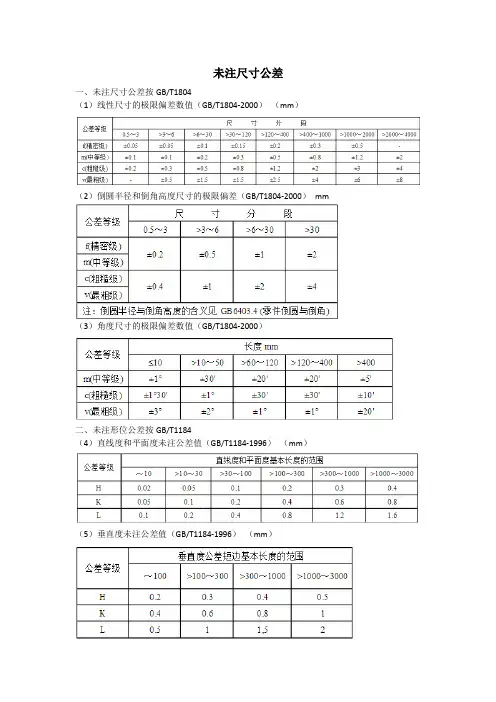
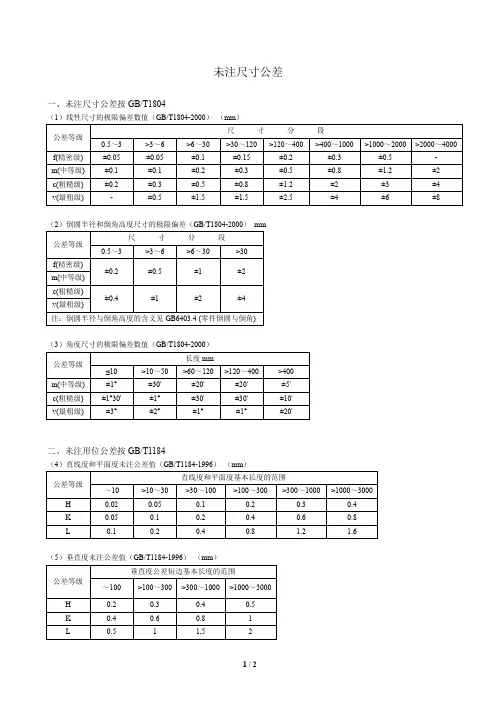
未注尺寸公差一、未注尺寸公差按GB/T1804(1)线性尺寸的极限偏差数值(GB/T1804-2000)(mm)(2)倒圆半径和倒角高度尺寸的极限偏差(GB/T1804-2000)mm(3)角度尺寸的极限偏差数值(GB/T1804-2000)二、未注形位公差按GB/T1184(4)直线度和平面度未注公差值(GB/T1184-1996)(mm)(5)垂直度未注公差值(GB/T1184-1996)(mm)(6)对称度未注公差值(GB/T1184-1996)(mm)(7)圆跳动的未注公差值(GB/T1184-1996)(mm)三、选用原则(1)机械加工未注尺寸公差一般选用“m”级,未注形位公差一般选用“K”级。
(2)板金加工未注尺寸公差一般选用“c”级,未注形位公差一般选用“L”级。
四、表面粗糙度零件的表面都应该注明粗糙度的等级。
如果较多的表面具有相同的表面粗糙度等级,则要集中在图样右上角标注,并加“其余”字样。
粗糙度等级的选择,一般可以根据对各表面的工作要求和尺寸精度等级来决定,在满足工作要求的条件下,不得随意提高等级。
(1)取样长度和评定长度的选用值(GB/T1031-1995)Ra(μm) Rz(μm) 取样长度l(mm) 评定长度l n(mm)>0.003~0.02 >0.025~0.10 0.08 0.4>0.02~0.10 >0.1~0.50 0.25 1.25>0.1~2.0 >0.50~10.0 0.8 4.0>2.0~10.0 >10.0~50 2.5 12.5>10.0~80 >50~320 8.0 40.0(2)轮廓算术平均偏差Ra的数值(GB/T1031-1995)(μm)第1系列0.012, 0.025, 0.050, 0.10, 0.20, 0.40, 0.80, 1.60, 3.2, 6.3, 12.5, 25, 50, 100第2系列0.008, 0.010, 0.016, 0.020, 0.032, 0.040, 0.063, 0.080, 0.125, 0.160, 0.25, 0.32, 0.50, 0.63, 1.0, 1.25, 2.0, 2.5, 4.0, 5.0, 8.0, 10.0, 16.0, 20, 32, 40, 63, 80注:尽量选择第1系列(3)轮廓最大高度Rz的数值(GB/T1031-1995)(μm)第1系列0.025, 0.050, 0.100, 0.20, 0.40, 0.80, 1.60, 3.2, 6.3, 12.5, 25, 50, 100,200,400,800,1600,第2系列0.032, 0.040, 0.063, 0.080, 0.125, 0.160, 0.25, 0.32, 0.50, 0.63, 1.0, 1.25, 2.0, 2.5, 4.0, 5.0, 8.0, 10.0, 16.0, 20, 32, 40, 63, 80,125,160,250,320,500,630注:尽量选择第1系列关于自由公差(即未注尺寸公差)达到各级公差等级的加工方法各种加工方法能达到的Ra值Ra的应用范围。
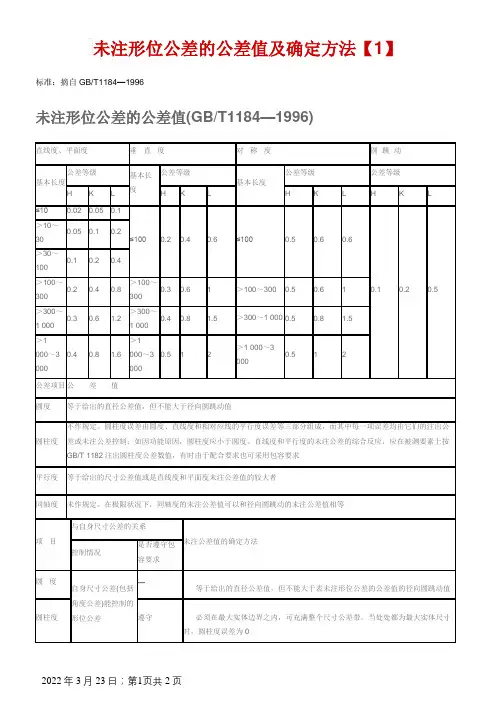
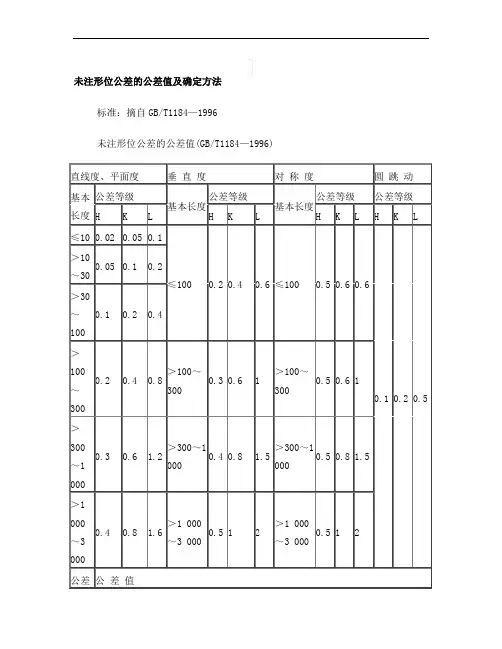
未注形位公差的公差值及确定方法【1】标准:摘自GB/T1184—1996未注形位公差的公差值(GB/T1184—1996) 直线度、平面度垂 直 度 对 称 度 圆 跳 动 基本长度公差等级基本长度 公差等级 基本长度 公差等级 公差等级 H KL H K L H K L H K L ≤100.02 0.05 0.1 ≤100 0.2 0.4 0.6 ≤100 0.5 0.6 0.6 0.1 0.2 0.5 >10~300.05 0.1 0.2 >30~1000.1 0.2 0.4 >100~3000.2 0.4 0.8 >100~300 0.3 0.6 1 >100~300 0.5 0.6 1 >300~1 0000.3 0.6 1.2 >300~1 000 0.4 0.8 1.5 >300~1 000 0.5 0.8 1.5 >1000~3 0000.40.8 1.6 >1 000~3 000 0.5 1 2 >1 000~3 000 0.5 1 2 公差项目 公 差 值圆度 等于给出的直径公差值,但不能大于径向圆跳动值圆柱度 不作规定。
圆柱度误差由圆度、直线度和相对应线的平行度误差等三部分组成,而其中每一项误差均由它们的注出公差或未注公差控制;如因功能原因,圆柱度应小于圆度、直线度和平行度的未注公差的综合反应,应在被测要素上按GB/T 1182注出圆柱度公差数值,有时由于配合要求也可采用包容要求平行度 等于给出的尺寸公差值或是直线度和平面度未注公差值的较大者同轴度 未作规定。
在极限状况下,同轴度的未注公差值可以和径向圆跳动的未注公差值相等项 目与自身尺寸公差的关系未注公差值的确定方法 控制情况 是否遵守包容要求圆 度 自身尺寸公差(包括角度公差)能控制的形位公差—等于给出的直径公差值,但不能大于表未注形位公差的公差值的径向圆跳动值圆柱度 遵守必须在最大实体边界之内,可充满整个尺寸公差带。
当处处都为最大实体尺寸时,圆柱度误差为0注:线轮廓度、面轮廓度、倾斜度与位置度的未注公差值均未作具体规定。
未注形位公差的公差值及确定方法GBT1184—1996公差是机械制造中常用的概念,它是指零件尺寸的实际尺寸与设计尺寸之间允许的最大偏差范围。
在实际的生产过程中,公差通常由形位公差和尺寸公差组成。
而在GBT1184—1996标准中,未注形位公差时,公差值及确定方法是如何进行的呢?首先,未注形位公差是指零件在图纸上没有明确标注形位公差的情况下,公差的确定方法是根据部件的重要程度、使用要求以及工艺条件等因素综合考虑而确定的。
在GBT1184—1996标准中,通常会根据零件的功能、尺寸与公差对零件的精度和使用要求进行分析,综合考虑材料成本、加工难度等因素来确定公差的取值范围。
其次,在确定公差值时,首先需要根据设计要求和工艺要求来选择适当的公差等级。
公差等级一般分为IT01、IT0、IT1、IT2、IT3、IT4、IT5、IT6等级,其精度逐级提高,对应的公差范围也越小。
在选择公差等级时,需考虑零件的形状、大小、功能要求以及加工工艺等因素,综合评估确定合适的公差等级。
然后,确定公差值时,需根据零件的设计图纸以及相关标准规范进行分析。
在GBT1184—1996标准中,一般会根据零件的功能要求和设计要求,结合公差等级的要求来确定公差的取值范围。
对于不同类型的零件,其公差值的确定方法也会有所不同,需要根据具体情况进行综合考虑和分析。
最后,确定公差值时需要注意的是,公差的取值范围应该是合理的,既能够保证零件的功能要求和使用性能,又能够考虑到材料成本和加工难度等因素。
在实际的生产过程中,需要结合设计要求、工艺要求以及相关标准规范来合理确定公差值,确保零件的质量和精度满足设计要求。
总之,未注形位公差的公差值及确定方法在GBT1184—1996标准中有着明确的规定,需要根据零件的功能要求、使用要求,公差等级以及相关标准规范等因素进行综合考虑和分析,合理确定公差的取值范围。
通过科学合理的公差确定方法,可以有效地保证零件的质量和精度,提高产品的性能和可靠性。
未注尺寸公差一、未注尺寸公差按GB/T1804(1)线性尺寸的极限偏差数值(GB/T1804-2000)(mm)(2)倒圆半径和倒角高度尺寸的极限偏差(GB/T1804-2000)mm(3)角度尺寸的极限偏差数值(GB/T1804-2000)二、未注形位公差按GB/T1184(4)直线度和平面度未注公差值(GB/T1184-1996)(mm)(5)垂直度未注公差值(GB/T1184-1996)(mm)(6)对称度未注公差值(GB/T1184-1996)(mm)(7)圆跳动的未注公差值(GB/T1184-1996)(mm)三、选用原则(1)机械加工未注尺寸公差一般选用“m”级,未注形位公差一般选用“K”级。
(2)板金加工未注尺寸公差一般选用“c”级,未注形位公差一般选用“L”级。
四、表面粗糙度零件的表面都应该注明粗糙度的等级。
如果较多的表面具有相同的表面粗糙度等级,则要集中在图样右上角标注,并加“其余”字样。
粗糙度等级的选择,一般可以根据对各表面的工作要求和尺寸精度等级来决定,在满足工作要求的条件下,不得随意提高等级。
(1)取样长度和评定长度的选用值(GB/T1031-1995)Ra(μm)Rz(μm)取样长度l(mm) 评定长度l n(mm)>0.003~0.02 >0.025~0.10 0.08 0.4>0.02~0.10 >0.1~0.50 0.25 1.25>0.1~2.0 >0.50~10.0 0.8 4.0>2.0~10.0 >10.0~50 2.5 12.5>10.0~80 >50~320 8.0 40.0(2)轮廓算术平均偏差Ra的数值(GB/T1031-1995)(μm)第1系列0.012, 0.025, 0.050, 0.10, 0.20, 0.40, 0.80, 1.60, 3.2, 6.3, 12.5, 25, 50, 100第2系列0.008, 0.010, 0.016, 0.020, 0.032, 0.040, 0.063, 0.080, 0.125, 0.160, 0.25, 0.32, 0.50, 0.63, 1.0, 1.25, 2.0, 2.5, 4.0, 5.0, 8.0, 10.0, 16.0, 20, 32, 40, 63, 80注:尽量选择第1系列(3)轮廓最大高度Rz的数值(GB/T1031-1995)(μm)第1系列0.025, 0.050, 0.100, 0.20, 0.40, 0.80, 1.60, 3.2, 6.3, 12.5, 25, 50, 100,200,400,800,1600,第2系列0.032, 0.040, 0.063, 0.080, 0.125, 0.160, 0.25, 0.32, 0.50, 0.63, 1.0, 1.25, 2.0, 2.5, 4.0, 5.0, 8.0, 10.0, 16.0, 20, 32, 40, 63, 80,125,160,250,320,500,630注:尽量选择第1系列。
名称:形状和位置公差标准:摘自GB/T1184—1996 直线度,平面度公差(μm)主参数L(mm)精度等级1 2 3 4 5 6 7 8 9 10 11 12≤100.2 0.4 0.8 1.2 2 3 5 8 12 20 30 60 >10~16 0.25 0.5 1 1.5 2.5 4 6 10 15 25 40 80 >16~25 0.3 0.6 1.2 2 3 5 8 12 20 30 50 100 >25~40 0.4 0.8 1.5 2.5 4 6 10 15 25 40 60 120 >40~63 0.5 1 2 3 5 8 12 20 30 50 80 150 >63~100 0.6 1.2 2.5 4 6 10 15 25 40 60 100 200 >100~160 0.8 1.5 3 5 8 12 20 30 50 80 120 250 >160~250 1 2 4 6 10 15 25 40 60 100 150 300 >250~400 1.2 2.5 5 8 12 20 30 50 80 120 200 400 >400~630 1.5 3 6 10 15 25 40 60 100 150 250 500 >630~1000 2 4 8 12 20 30 50 80 120 200 300 600 >1000~1600 2.5 5 10 15 25 40 60 100 150 250 400 800 >1600~2500 3 6 12 20 30 50 80 120 200 300 500 1000 >2500~4000 4 8 15 25 40 60 100 150 250 400 600 1200 >4000~6300 5 10 20 30 50 80 120 200 300 500 800 1500 >6300~10000 6 12 25 40 60 100 150 250 400 600 1000 2000圆度,圆柱度公差(μm)主参数L(mm)精度等级0 1 2 3 4 5 6 7 8 9 10 11 12≤30.1 0.2 0.3 0.5 0.8 1.2 2 3 4 6 10 14 25 >3~6 0.1 0.2 0.4 0.6 1 1.5 2.5 4 5 8 12 18 30 >6~10 0.12 0.25 0.4 0.6 1 1.5 2.5 4 6 9 15 22 36 >10~18 0.15 0.25 0.5 0.8 1.2 2 3 5 8 11 18 27 43 >18~30 0.2 0.3 0.6 1 1.5 2.5 4 6 9 13 21 33 52 >30~50 0.25 0.4 0.6 1 1.5 2.5 4 7 11 16 25 39 62 >50~80 0.3 0.5 0.8 1.2 2 3 5 8 13 19 30 46 74 >80~120 0.4 0.6 1 1.5 2.5 4 6 10 15 22 35 54 87 >120~180 0.6 1 1.2 2 3.5 5 8 12 18 25 40 63 100 >180~250 0.8 1.2 2 3 4.5 7 10 14 20 29 46 72 115 >250~315 1 1.6 2.5 4 6 8 12 16 23 32 52 81 130 >315~400 1.2 2 3 5 7 9 13 18 25 36 57 89 140 >400~500 1.5 2.5 4 6 8 10 15 20 27 40 63 97 155平行度,垂直度,倾斜度公差(μm)主参数L(mm)精度等级1 2 3 4 5 6 7 8 9 10 11 12≤100.4 0.8 1.5 3 5 8 12 20 30 50 80 120 >10~16 0.5 1 2 4 6 10 15 25 40 60 100 150 >16~25 0.6 1.2 2.5 5 8 12 20 30 50 80 120 200 >25~40 0.8 1.5 3 6 10 15 25 40 60 100 150 250 >40~63 1 2 4 8 12 20 30 50 80 120 200 300 >63~100 1.2 2.5 5 10 15 25 40 60 100 150 250 400 >100~160 1.5 3 6 12 20 30 50 80 120 200 300 500>160~250 2 4 8 15 25 40 60 100 150 250 400 600 >250~400 2.5 5 10 20 30 50 80 120 200 300 500 800 >400~630 3 6 12 25 40 60 100 150 250 400 600 1000 >630~1000 4 8 15 30 50 80 120 200 300 500 800 1200 >1000~1600 5 10 20 40 60 100 150 250 400 600 1000 1500 >1600~2500 6 12 25 50 80 120 200 300 500 800 1200 2000 >2500~4000 8 15 30 60 100 150 250 400 600 1000 1500 2500 >4000~6300 10 20 40 80 120 200 300 500 800 1200 2000 3000 >6300~10000 12 25 50 100 150 250 400 600 1000 1500 2500 4000同轴度,对称度,园跳动和全跳动公差(μm)主参数L(mm)精度等级1 2 3 4 5 6 7 8 9 10 11 12≤10.4 0.6 1 1.5 2.5 4 6 10 15 25 40 60 >1~3 0.4 0.6 1 1.5 2.5 4 6 10 20 40 60 120>3~6 0.5 0.8 1.2 2 3 5 8 12 25 50 80 150 >6~10 0.6 1 1.5 2.5 4 6 10 15 30 60 100 200 >10~18 0.8 1.2 2 3 5 8 12 20 40 80 120 250 >18~30 1 1.5 2.5 4 6 10 15 25 50 100 150 300 >30~50 1.2 2 3 5 8 12 20 30 60 120 200 400 >50~120 1.5 2.5 4 6 10 15 25 40 80 150 250 500 >120~250 2 3 5 8 12 20 30 50 100 200 300 600 >250~500 2.5 4 6 10 15 25 40 60 120 250 400 800 >500~800 3 5 8 12 20 30 50 80 150 300 500 1000 >800~1250 4 6 10 15 25 40 60 100 200 400 600 1200 >1250~2000 5 8 12 20 30 50 80 120 250 500 800 1500 >2000~3150 6 10 15 25 40 60 100 150 300 600 1000 2000 >3150~5000 8 12 20 30 50 80 120 20 400 800 1200 2500 >5000~8000 10 15 25 40 60 100 150 250 500 1000 1500 3000 >8000~10000 12 20 30 50 80 120 200 300 600 1200 2000 4000名称:未注形位公差的公差值及确定方法标准:摘自GB/T1184—1996未注形位公差的公差值(GB/T1184—1996)未注公差值的确定方法。
未注尺寸公差一、未注尺寸公差按GB/T1804(1)线性尺寸的极限偏差数值(GB/T1804-2000)(mm)(2)倒圆半径和倒角高度尺寸的极限偏差(GB/T1804-2000)mm(3)角度尺寸的极限偏差数值(GB/T1804-2000)二、未注形位公差按GB/T1184(4)直线度和平面度未注公差值(GB/T1184-1996)(mm)(5)垂直度未注公差值(GB/T1184-1996)(mm)(6)对称度未注公差值(GB/T1184-1996)(mm)(7)圆跳动的未注公差值(GB/T1184-1996)(mm)三、选用原则(1)机械加工未注尺寸公差一般选用“m”级,未注形位公差一般选用“K”级。
(2)板金加工未注尺寸公差一般选用“c”级,未注形位公差一般选用“L”级。
四、表面粗糙度零件的表面都应该注明粗糙度的等级。
如果较多的表面具有相同的表面粗糙度等级,则要集中在图样右上角标注,并加“其余”字样。
粗糙度等级的选择,一般可以根据对各表面的工作要求和尺寸精度等级来决定,在满足工作要求的条件下,不得随意提高等级。
(1)取样长度和评定长度的选用值(GB/T1031-1995)Ra(μm)Rz(μm)取样长度l(mm) 评定长度l n(mm)>0.003~0.02 >0.025~0.10 0.08 0.4>0.02~0.10 >0.1~0.50 0.25 1.25>0.1~2.0 >0.50~10.0 0.8 4.0>2.0~10.0 >10.0~50 2.5 12.5>10.0~80 >50~320 8.0 40.0(2)轮廓算术平均偏差Ra的数值(GB/T1031-1995)(μm)第1系列0.012, 0.025, 0.050, 0.10, 0.20, 0.40, 0.80, 1.60, 3.2, 6.3, 12.5, 25, 50, 100第2系列0.008, 0.010, 0.016, 0.020, 0.032, 0.040, 0.063, 0.080, 0.125, 0.160, 0.25, 0.32, 0.50, 0.63, 1.0, 1.25, 2.0, 2.5, 4.0, 5.0, 8.0, 10.0, 16.0, 20, 32, 40, 63, 80注:尽量选择第1系列(3)轮廓最大高度Rz的数值(GB/T1031-1995)(μm)第1系列0.025, 0.050, 0.100, 0.20, 0.40, 0.80, 1.60, 3.2, 6.3, 12.5, 25, 50, 100,200,400,800,1600,第2系列0.032, 0.040, 0.063, 0.080, 0.125, 0.160, 0.25, 0.32, 0.50, 0.63, 1.0, 1.25, 2.0, 2.5, 4.0, 5.0, 8.0, 10.0, 16.0, 20, 32, 40, 63, 80,125,160,250,320,500,630注:尽量选择第1系列。
一般公差未注公差的线性和角度尺寸的公差GB/T1804-2000一、线性尺寸的极限偏差数值公差等级基本尺寸分段0.5-3 >3-6 >6-30 >30-120 >120-400 >400-1000 >1000-2000精密 f ±0.05±0.05 ±0.1 ±0.15 ±0.2 ±0.3 ±0.5 中等m ±0.1 ±0.1 ±0.2 ±0.3 ±0.5 ±0.8±1.2 粗糙 e ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 ±2 ±3最粗 v ±0.5 ±1 ±1.5 ±2.5±4 ±6二、倒圆半径和倒角高度尺寸的极限偏差(GB/T1804-2000) mm公差等级基本尺寸分段0.5-3 >3-6 >6-30 >30精密 f ±0.2 ±0.5±1 ±2中等 m粗糙 e ±0.4 ±1 ±2±4最粗 v三、角度尺寸的极限偏差数值(GB/T1804-2000)公差等级基本尺寸分段>10 >10-50 >50-120 >120-400 >400 精密 f ±1º±30′±20′±10′±5′中等 m粗糙 e ±1º30′±1º±30′ ±20′ ±10′最粗 v ±3º±2º±1º±30′±20′四、未注形位公差按GB/T1184-K1、直线度和平面度未注公差值(GB/T1184-1996)(mm)公差等级基本长度范围≤10 >10-30 >30-100 >100-300 >300-1000 >1000-3000H 0.03 0.05 0.1 0.2 0.3 0.4K 0.05 0.1 0.2 0.4 0.6 0.8L 0.1 0.2 0.4 0.8 1.2 1.62、垂直度未注公差值(GB/T1184-1996)(mm)公差等级基本长度范围≤100 >100-300 >300-1000 >1000-3000H 0.2 0.3 0.4 0.5K 0.4 0.6 0.8 1L 0.4 1 1.5 23、对称度未注公差值(GB/T1184-1996)(mm)公差等级基本长度范围≤100>100-300 >300-1000 >1000-3000H 0.5K 0.6 0.8 1L 0.6 1 1.5 24、圆跳动的未注公差值(GB/T1184-1996)(mm)公差等级圆跳动公差值H 0.1K 0.2L 0.3五、表面粗糙度零件的表面都应该注明粗糙度的等级。
未注尺寸公差一、未注尺寸公差按GB/T1804(1)线性尺寸的极限偏差数值(GB/T1804-2000)(mm)公差等级尺寸分段0.5~3 >3~6 >6~30 >30~120 >120~400 >400~1000 >1000~2000 >2000~4000 f(精密级) ±0.05 ±0.05 ±0.1 ±0.15 ±0.2 ±0.3 ±0.5 -m(中等级) ±0.1 ±0.1 ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 ±2c(粗糙级) ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 ±2 ±3 ±4v(最粗级) - ±0.5 ±1.5 ±1.5 ±2.5 ±4 ±6 ±8 (2)倒圆半径和倒角高度尺寸的极限偏差(GB/T1804-2000)mm公差等级尺寸分段0.5~3 >3~6 >6~30 >30f(精密级)±0.2 ±0.5 ±1 ±2m(中等级)c(粗糙级)±0.4 ±1 ±2 ±4v(最粗级)注:倒圆半径与倒角高度的含义见GB6403.4 (零件倒圆与倒角)(3)角度尺寸的极限偏差数值(GB/T1804-2000)公差等级长度mm≤10>10~50 >60~120 >120~400 >400m(中等级) ±1°±30' ±20' ±20' ±5' c(粗糙级) ±1°30' ±1°±30' ±30' ±10' v(最粗级) ±3°±2°±1°±1°±20'二、未注形位公差按GB/T1184(4)直线度和平面度未注公差值(GB/T1184-1996)(mm)公差等级直线度和平面度基本长度的范围~10 >10~30 >30~100 >100~300 >300~1000 >1000~3000H 0.02 0.05 0.1 0.2 0.3 0.4K 0.05 0.1 0.2 0.4 0.6 0.8 L 0.1 0.2 0.4 0.8 1.2 1.6(5)垂直度未注公差值(GB/T1184-1996)(mm)公差等级垂直度公差短边基本长度的范围~100 >100~300 >300~1000 >1000~3000H 0.2 0.3 0.4 0.5 K 0.4 0.6 0.8 1 L 0.5 1 1,5 2(6)对称度未注公差值(GB/T1184-1996)(mm)公差等级对称度公差基本长度的范围~100 >100~300 >300~1000 >1000~3000H 0.5K 0.6 0.8 1 L 0.6 1 1.5 2(7)圆跳动的未注公差值(GB/T1184-1996)(mm)公差等级圆跳动一般公差值H 0.1K 0.2L 0.5三、选用原则(1)机械加工未注尺寸公差一般选用“m”级,未注形位公差一般选用“K”级。
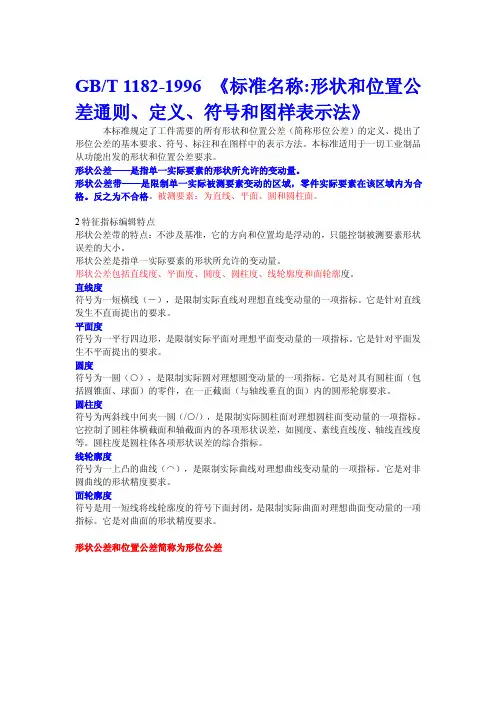
未注形位公差的公差值及确定方法
标准:摘自GB/T1184—1996
未注形位公差的公差值(GB/T1184—1996) 直线度、平面度
垂 直 度 对 称 度 圆 跳 动 基本长度
公差等级
基本长度 公差等级 基本长度 公差等级 公差等级 H
K L H K L H K L H K L ≤10 0.02 0.05 0.1
≤100 0.2 0.4 0.6 ≤100 0.5 0.6 0.6 0.1 0.2 0.5
>10~30 0.05 0.1
0.2
>30~
100
0.1
0.2 0.4 >100~
300
0.2
0.4 0.8 >100~300 0.3 0.6 1 >100~300 0.5 0.6 1 >300~1
000 0.3
0.6 1.2 >300~1 000
0.4 0.8 1.5 >300~1 000 0.5 0.8 1.5 >1 000~
3 000
0.4
0.8 1.6 >1 000~3 000
0.5 1 2 >1 000~3 000 0.5 1 2 公差项目 公 差 值
圆度 等于给出的直径公差值,但不能大于径向圆跳动值
圆柱度 不作规定。
圆柱度误差由圆度、直线度和相对应线的平行度误差等三部分组成,而其中每一项误差均由它们的注出公差或未注公差控制;如因功能原因,圆柱度应小于圆度、直线度和平行度的未注公差的综合反应,应在被测要素上按
GB/T 1182注出圆柱度公差数值,有时由于配合要求也可采用包容要求
平行度
等于给出的尺寸公差值或是直线度和平面度未注公差值的较大者 同轴度 未作规定。
在极限状况下,同轴度的未注公差值可以和径向圆跳动的未注公差值相等
项 目
与自身尺寸公差的关系
未注公差值的确定方法
控制情况 是否遵守包
注:线轮廓度、面轮廓度、倾斜度与位置度的未注公差值均未作具体规定。