电子产品元件脚剪脚培训教材
- 格式:ppt
- 大小:4.27 MB
- 文档页数:18

插件手工焊接剪脚剪脚是修板线的第一道工序,剪脚控制得好,可以保证IBT 测试的正常性,减少误判率,不损坏测试针等,同时,也可保证电调测试及本体组装。
比如,高压测试,如果元器件管脚过长则会产生元件电极间放电,产生电火花现象,过长的管脚在电路板组装到机壳上后易发生电气短路导致烧毁元件等。
第一节剪脚标准一、剪脚的标准剪脚的标准是依据IPC-A-610C 中之规定,具体要求如下表:1 级2 级3 级2.3mm 1.5mmL(max)没有短路危险L(min) 锡点见到零件脚其中,L 的测法如图(1)所示:图(1) L 的测量方法IPC 中将电子产品分成三个级别,分别为1 级、2 级、3 级。
级别越高,相应的要求也越高。
目前,我们部门遵循2 级标准,所以工艺中要求元件的管脚最长不得超过2.3mm,否则就要剪去多余的管脚。
二、剪脚元件举例在实际生产中,插排、IC 及机器整形的元件脚长一般不超过2.3mm,故不剪脚,经常要剪的主要是手工整形的异形元件,如竖插电阻,竖插二极管,部分三极管等。
因为这些元件从插件线流入波峰焊后会有所倾斜,导致过完波峰焊后,一边脚符合要求,而另一边经常达到3~5mm,超出2.3mm 有0.7~2.7mm 不等。
这种情况经常在多功能一体机 DAA 板、主板及DH9093 主板上出现,因为这些板竖插件较多,另外一种情况就是尺寸整得刚好的三极管插入基板,过完波峰焊后亦有所倾斜,造成其中某个管脚超过2.3mm。
这种情况在马兰士功放PM7000、PM8000 的M01 板上会经常出现。
所以对这些元件就必须剪脚,否则就影响到IBT的测试及本体组装。
★练习题1、试举例说明剪脚的好处。
2、剪脚标准的依据是什么?试叙述其关于剪脚长度的具体内容。
3、目前,我们工艺上要求剪脚的长度是多少?4、试举例哪些元件脚长可以不剪,而哪些元件的脚长要剪。
第二节剪脚工具剪脚的主要工具是斜口钳,当然,剪完管脚之后还要将剪断的残余管脚扫出印制板,因为刚过完波峰焊的印制板还有助焊剂的粘性,易将剪断的残余管脚吸附住,造成焊点之间不必要的短路,为了克服这一点,必须使用毛刷清除。
1 目的
确保电子元器件的出脚长度符合所生产产品的要求,保证工序能力得到有效的连续监视和控制。
2 范围
适用于所有的PCB板生产
3 职责
3.1 工艺部部负责制定剪脚工艺
3.2 生产部负责培训及实施
3.3 品保部负责生产过程中的监控
4 程序
4.1 准备工作
a)工作台面周围的环境卫生;
b)准备好剪钳(气动剪钳或斜口钳);
c)防护工具准备。
4.2 作业顺序
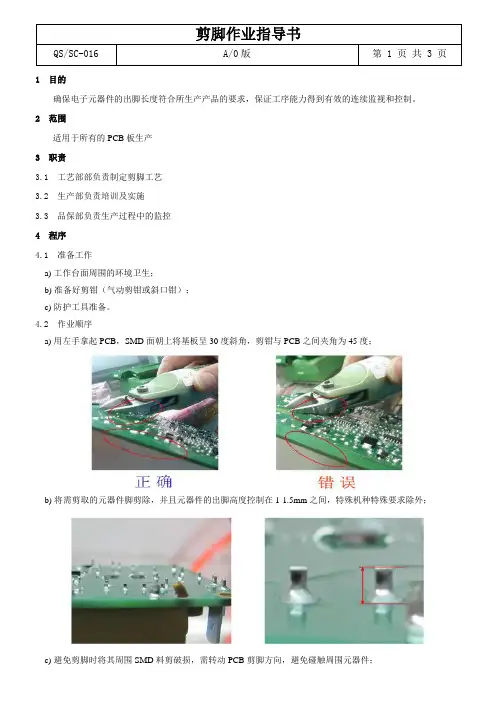
a)用左手拿起PCB,SMD面朝上将基板呈30度斜角,剪钳与PCB之间夹角为45度;
b)将需剪取的元器件脚剪除,并且元器件的出脚高度控制在1-1.5mm之间,特殊机种特殊要求除外;
c)避免剪脚时将其周围SMD料剪破损,需转动PCB剪脚方向,避免碰触周围元器件;
d)剪弯脚时,必须顺着弯脚方向剪取;
e)零件密集时,剪脚速度放慢,小脚与细脚适当用斜口钳作业;
f)剪脚顺序:从右至左,从下至上;
g)剪脚的过程中,剪除的方向对向防护工具。
4.3 工艺要求
批准:审核:编制:。
工序号变更标记日 期日 期拟 制
标准化
审 核作业内容及规程
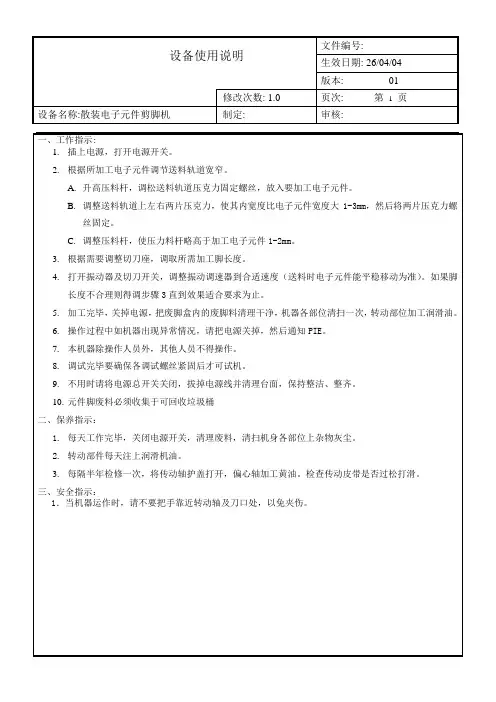
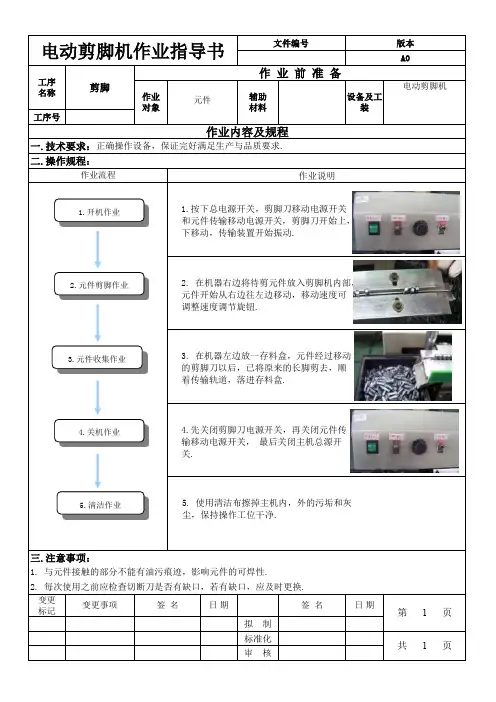
一.技术要求:正确操作设备,保证完好满足生产与品质要求.
二.操作规程:
作业说明
作业流程设备及工装
辅助材料元件作业对象工序
名称
剪脚作 业 前 准 备电动剪脚机2. 每次使用之前应检查切断刀是否有缺口,若有缺口,应及时更换.签 名三.注意事项:
1. 与元件接触的部分不能有油污痕迹,影响元件的可焊性.
变更事项第 1 页共 1 页签 名版本A0文件编号电动剪脚机作业指导书
1.开机作业
2.元件剪脚作业
3.元件收集作业 1.按下总电源开关,剪脚刀移动电源开关
和元件传输移动电源开关,剪脚刀开始上,
下移动,传输装置开始振动.
2. 在机器右边将待剪元件放入剪脚机内部,
元件开始从右边往左边移动,移动速度可
调整速度调节旋钮.
3. 在机器左边放一存料盒,元件经过移动
的剪脚刀以后,已将原来的长脚剪去,顺
着传输轨道,落进存料盒.
4.先关闭剪脚刀电源开关,再关闭元件传
输移动电源开关, 最后关闭主机总源开
关.
5. 使用清洁布擦掉主机内,外的污垢和灰
尘,保持操作工位干净.
5.清洁作业 4.关机作业。