指示灯作业指导书范本
- 格式:doc
- 大小:31.00 KB
- 文档页数:1

1.目的
保证应急照明及疏散指示灯设施处于良好状态,确保使用。
2.适用范围
本作业指导书适用于所属分公司、各物管中心的管辖范围。
3.职责
3.1 物管中心工程部经理负责监督检查应急照明及疏散指示灯设施的维修保养工作。
3.2 物管中心工程部专业主管负责组织对应急照明及疏散指示灯设施的日常维护保养。
4.方法与过程
4.1 应急照明及疏散指示灯设备维护管理应严格按GB17945—2000 即《消防应急灯具标准》的规定执行。
4.2 各楼层应急灯、标志灯不得私自拆除、移位和挪用。
4.2 应急照明分类
4.2.1消防应急照明灯: 为人员疏散和消防作业提供照明的消防应急灯具。
4.2.2消防安全标志灯:用图形和文字完成下述功能的消防应急灯具。
作用包括:
4.2.2.1 指示安全出口位置及其方向;
4.2.2.2 指示楼层及其它安全场所;
4.2.2.3 指示灭火器具存放位置及其方向;
4.2.2.4 指示禁止入内的通道、场所及危险品存放处。
4.2.3 消防应急照明标志灯:同时具备消防应急照明灯和消防安全标志灯功能的消防应急灯具。
4.3 应急灯、标志灯月维修保养内容
4.3.1 灯具是否正常发亮;
4.3.2 表面玻璃有否破损;
4.3.3 安装是否牢固;
4.3.4 按下测试按钮是否显示正常,并抽查蓄电池的放电时间是否满足要求;
4.3.5 应急灯具应保持清洁,图形及文字清晰完整。
4.3.6 将每月维修保养情况记录在《共用设备(设施)维修保养记录》中。
5.记录表格
XXX-XX-01-F2 《共用设备(设施)维修保养记录》。

电力土建工程照明、通风空调、给排水、消防工程照明灯具、开关箱、开关插座安装作业指导书目录1适用范围2引用标准、术语3施工准备3.1材料及主要机具3.2作业条件4操作工艺4.1工艺流程4.2操作方法5质量标准5.1主控项目5.2一般项目5.3成品保护6职业健康、环境管理措施6.1职业安全健康危害辩识和风险控制措施6.2安全文明施工和环境控制措施7、应注意的问题8.记录(六)照明灯具、开关箱、开关插座安装作业指导书1适用范围本作业指导书适用于本单位承建的工业和民用建筑室内外照明安装工程。
2引用标准、术语2.1《建筑电气工程施工质量验收规范》GB503032.2《电气装置安装工程爆炸和火灾危险环境电气装置施工及验收规范》GB50257 2.3《电气装置安装工程电气照明装置施工及验收规范》GB502593施工准备3.1 材料及主要机具3.1.1材料:待安装的照明灯具、开关箱、开关插座等。
3.1.2机具:一字形和十字形螺丝刀、冲击电钻、梯子、圆头锤、电工刀、钢锯、扳手、钢丝钳、剥线钳、压接钳、电笔、手电钻、摇表、线锤、锡锅、万用表、兆欧表等。
3.2 作业条件3.2.1电气照明装置施工前,土建工程应全部结束,对电气施工无任何妨碍。
3.2.2预埋件及预留孔洞的位置、几何尺寸,是否符合设计要求,盒内杂物清理干净。
4操作工艺4.1 工艺流程4.1.1灯具安装工艺流程灯具固定一组装灯具一灯具接线一灯具接地4.1.2开关箱、开关插座工艺流程清理一接线安装4.2 操作方法4.2.1灯具安装4.2.1.1灯具的固定(1)当在砖混中安装电气照明装置时,应采用预埋吊钩、螺栓、螺钉、膨胀螺栓、尼龙塞或塑料塞固定;严禁使用木楔。
当设计无规定时,上述固定件的承载能力应与电气照明装置的重量相匹配。
(2)软线吊灯,灯具重量在0.5kg及以下时,采用软电线自身悬吊安装;当软线吊灯灯具重量大于0.5kg时,灯具安装固定采用吊链,且软电线均匀编叉在吊链内,使电线不受拉力,编叉间距应根据吊链长度控制在50〜80mm范围内。

变电站设备指示灯更换作业指导书目次前言.................................................................................. I I 1 范围 (1)2规范性引用文件 (1)3术语和定义 (1)4检修前准备 (1)4. 1 准备工作安排 (1)4.2劳动组织及人员要求 (2)4. 2. 1 劳动组织 (2)4.2.2 人员要求 (2)4.3备品备件与材料 (2)4.4工器具与仪器仪表 (3)4.5技术资料 (3)4.6定置图及围栏图 (3)4.7检修前设备设施状态 (3)4.8危险点分析与预防控制措施 (3)5检修流程图 (4)6检修程序与工艺标准 (4)6. 1 开工 (4)6.2检修电源的使用 (4)6.3 检修项目与工艺标准 (5)6.4 竣工 (7)7验收 (7)本标准化作业指导书是规范泰州供电公司指示灯更换检修作业而制定。
制定本标准化作业指导书的目的是规范指示灯更换检修作业全过程控制,体现对设备及人员行为的全过程管理,保证现场作业过程的安全和质量,优化作业方案,提高效率,降低成本。
本标准化作业指导书由供电公司标准化委员会提出。
本标准化作业指导书由公司生产技术部负责起草。
本标准化作业指导书主要起草人:本标准化作业指导书审核人:本标准化作业指导书批准人:本标准化作业指导书由公司生产技术部归口并负责解释。
指示灯更换标准化作业指导书1范围本标進化作业指导书规定了变电所指示灯更换检修作业的检修前准备、检修流程图、检修程序与工艺标准和验收等要求。
本标准化作业指导书适用于变电所指示灯更换检修作业。
2规范性引用文件下列文件对于本文件的应用是必不可少的。
凡是注日期的引用文件,仅所注日期的版本适用于本文件。
凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
国家电网(2009) 664号国家电网公司电力安全工作规程(变电部分)3术语和定义下列术语和定义适用于本标准化作业指导书。
本文部分内容来自网络整理,本司不为其真实性负责,如有异议或侵权请及时联系,本司将立即删除!== 本文为word格式,下载后可方便编辑和修改! ==led灯具作业指导书篇一:LED灯具作业指导书XG-QC-ZY-003-201XLED灯具作业指导书文件编号:XG-JS-ZY-001-201X版本:B/0受控状态:分发号:编制:审核:批准:XG-QC-ZY-003-201X修改记录XG-QC-ZY-003-201XLED灯具作业指导书1.目的:本标准规定对LED灯具制作的过程控制要求,确保生产质量符合规定要求。
2.范围:本标准适用于生产车间LED灯具的制作过程。
3.职责:3.1技术部负责本标准的编制、修改。
3.2生产部负责本标准的执行,并对生产过程中发现的不足及时反馈给技术部。
3.3品质部及有关人员参与对指导书及评审工作。
3.4仓储部负责生产备料与物料申报及时申报料品库存。
3.5采购部配合仓库及时购料。
4.程序:4.1 销售部与客户签订合同后,根据合同内容,下达《生产通知单》,根据《生产通知单》由技术部编制《物料清单》。
下发生产部、仓储部。
4.2生产部根据《物料清单》向仓储部领取原材料,按工艺要求生产。
4.3LED路灯作业流程篇二:LED平板灯_面板灯生产工艺及作业指导书1平板灯生产作业流程图篇三:LED平板灯面板灯生产作业指导书(NEW)W&J照明有限公司平板灯生产作业指导书作业流程图篇四:LED路灯作业指导书LED路灯作业指导书1安装作业流程:焊光源-----测灯扳-----涂导热硅脂-----固定灯板-----焊接导线-----固定反光罩-----装透镜-----装玻璃-----装堵头-----连接电源绒-----测试、老化-----检验、贴标签-----装箱、入库1、焊灯珠、做灯扳方法:A、取铝基板,平整地放在工作台上,在灯珠图标范围内均匀适量地涂上导热硅脂。
B、取灯珠,看准正负极,端正地贴放在灯珠图标上:C、用烙铁加锡焊牢正负极引脚,做成灯扳工具:防静电恒温烙铁、镊于注意事项:。

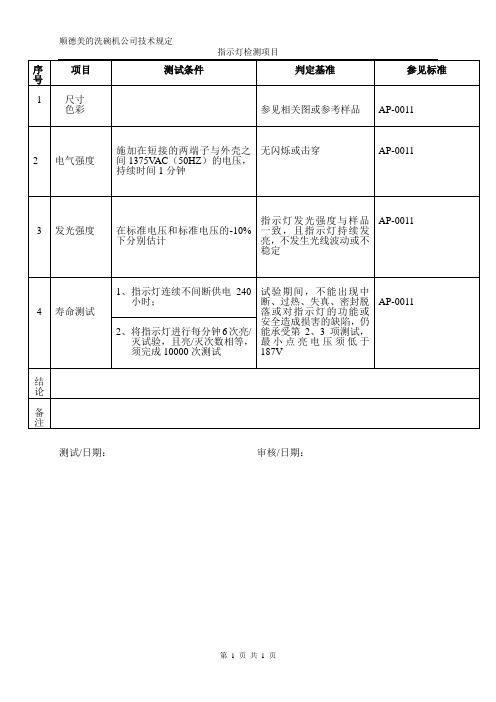
指示灯组件检验作业指导书
备注:
1产品型式试验基本上按上述顺序进行,如果某些试验项的结果与进行该项试验的先后顺序无关,试验顺序可以变动;
2试验应在无强制对流空气且环境温度为20℃±5℃的场所进行;
3首样检验、试制新产品、产品在设计、工艺、材料有重大改变时,上述每项都必须检验。
其余则可以根据客户或送检部门要求检验其中一项、几项或全部项目;
4型式试验时如有任一试验条款中任一试品不合格,则判该批为不合格,要求改进后重新送样,并对不合格项目进行复试;
5型式试验的样本数量不少于12只;
6本作业指导书引用标准有(标准如有修订或换版则以最新版为准), 试验中不完善的项
目可引用相应标准的对应章节作补充:
GB 4706.1 家用和类似用途电器的安全第一部分:通用要求
IEC 62094-1 家用和类似用途的固定电气设施的指示灯部件.第1部分:一般要求7型式试验中,“----”表示“不适用”,“/”表示“未检验”。
LED灯具作业指导书
文件编号:XG-JS-ZY-001-2013 版本:B/0
受控状态:
分发号:
编制:
审核:
批准:
修改记录
LED灯具作业指导书1.目的:
本标准规定对LED灯具制作的过程控制要求,确保生产质量符合规定要求。
2.范围:
本标准适用于生产车间LED灯具的制作过程。
3.职责:
技术部负责本标准的编制、修改。
生产部负责本标准的执行,并对生产过程中发现的不足及时反馈给技术部。
品质部及有关人员参与对指导书及评审工作。
仓储部负责生产备料与物料申报及时申报料品库存。
采购部配合仓库及时购料。
4.程序:
销售部与客户签订合同后,根据合同内容,下达《生产通知单》,根据《生产通知单》由技术部编制《物料清单》。
下发生产部、仓储部。
生产部根据《物料清单》向仓储部领取原材料,按工艺要求生产。
路灯作业流程
5.相关文件:
《成品检验作业指导书》
6.记录:
《领料单》
《物料清单》XG-JS-JL-006-2013/B/0 保存期限:3年《成品入库单》
7.补充:。
LED灯条作业指导书文件名称 LED灯条作业指导书文件编号程序名称文件页次刮锡膏过回流焊 1页 / 9页金豪照明科技有限公司制定王争初定日期 2011/09/10审核修改日期批准生效日期刮锡膏过回流焊一、作业工具及设备:钢网、锡膏、聂子。
二、作业方式:1、将线路板放在刮锡台上。
2、将钢网孔对正线路板放好。
3、用刮锡器将锡浆均匀的刮入钢网孔内。
4、将锡浆刮到钢网的下边并拿开钢网。
5、将刮好的线路板对准画好线的亚克力粘好并放在指定的地方。
6、检查已贴好灯珠的线路板是否有偏灯歪灯偏电阻歪电阻,如果有用聂子修正。
7、调节回流锡炉的温度,使之先适合软灯条焊接温度。
8、将检查过的板放入回流锡炉。
9、将过完回流锡炉的板按单号、色温、电压分类整齐有序放在指定地点。
三、注意事项:1、钢网一定要正对线路板焊盘。
2、刮锡要均匀,厚度高一些。
3、灯珠没有修正不能过回流锡炉。
4、焊好的板一定按定单整齐有序放在指定地点。
5、及时拿开过好回流焊的。
四、品质保证:1、偏灯歪灯控制在千分之三。
2、无虚焊连焊。
文件名称 LED灯条作业指导书文件编号程序名称贴片文件页次 2页 / 9页制定王争初定日期 2011/09/10 金豪照明科技有限公司审核修改日期批准生效日期贴片一、作业工具及设备:贴片机、灯珠、电阻、聂子、线路板。
二、作业方式:1、按定单从仓库领出原材料。
2、将灯珠分类并对每一分类点数。
3、将同一分类的灯珠打在同一块板上,尾数由手工放置。
4、将打好的第一块板过回流焊、接板后测试老化。
5、将抛料的灯珠用密封袋装好,贴上有定单号、色温、电压的标签。
6、将已贴好的灯珠的板贴上有定单号、色温、电压的标签。
7、根据定单号、色温、电压的标签对少灯的板进行补灯。
8、将已焊好的板按单号、色温、电压分类放好。
三、注意事项:1、确保同一种灯珠一定要打到同一块板上。
2、首件确认后才能批量生产。
3、一定要做好标签、分类。
4、相应的板应补相应的灯珠,不得有误。
本文部分内容来自网络整理,本司不为其真实性负责,如有异议或侵权请及时联系,本司将立即删除!== 本文为word格式,下载后可方便编辑和修改! ==灯具作业指导书模板篇一:灯具安装作业指导书灯具安装作业指导书1 安装要求1.1灯具安装高度(从光源到地面)、仰角,装灯方向宜保持一致。
1.2 灯杆位置应合理选择,灯杆不得设在易被车辆碰撞地点,且与供电线路等空中障碍物的安全距离应符合供电有关规定。
1.3 基础坑开挖尺寸应符合设计规定,基础混凝土强度等级不应低于 C20,基础内电缆护管从基础中心穿出并应超出基础平面30~50mm。
浇制钢筋混凝土基础前必须排除坑内积水。
1.4 灯具安装从向中心线和灯臂纵向中心线应一致,灯具横向水平线应与地面平行,坚固后目测应无歪斜。
1.5 常规照明灯具的效率不应低于60﹪,且应符合下列规定:1) 灯具配件应齐全,无机械损伤、变形、油漆剥落、灯具破裂等现象。
灯具的防护等级、密封性能为IP66;2) 灯具反射器应干净整洁,并应进行抛光氧化或镀膜处理,反射器表面应无明显划痕;3) 透明罩的透光率达到90﹪以上,并应无气泡、明显的划痕和裂纹;4) 封闭灯具的灯头引线应采用耐热绝缘管保护,灯罩与尾座的连接配合我间隙;5) 灯具应抽样进行漫升和光学性能等测试,测试结果应符合现行国家标准《灯具安全要求与试验》(GB7000.1~7000.6)的规定,测试单位应具备资质证书。
1.6灯头应固定牢靠,可调灯头应按设计调整至正确位置,灯头接线应符合下列规定:1) 相线应接在中心触点端上,零线应接螺纹口端子;2) 灯头绝缘外壳应无损伤、开裂;3) 气体放电灯宜采用中心触点伸缩式灯口。
1.7灯头线应使用额定电压不低于 500V 的铜芯绝缘线。
功率小于400W 的最小允许线芯截面应为 1.5mm2,功率在 400W 至 100W 的最小允许线芯截面应为2.5mm。
1.8在灯臂、灯盘、灯杆内穿线不得有接头,穿线孔口或管口应光滑、无毛刺,并应采用绝缘套管或包带包扎,长度不得小于 200mm。
工程名称产品型号标准工时54 S 作业人数1文件编号OS-1工位号A01版本02数量责任人作业员作业员1.烙铁焊接温度350°±10,焊接时间2-3S;2.焊接完毕后注意检查极性是否正确,电池组金属部分不得与开关插座金属部分以及电子板触碰,以免短路烧板;作业员3.焊接完毕后,使用蓝色静电袋包装摆放整齐;编制:日期:张长青2015.8.22审批:日期:生效日期:品 质 要 求 及 注 意 事 项作 业 步 骤1.将DC头引线红色焊接在 +5V 位置,黑引线焊接在 GND 位置;图12.将轻触开关白色引线焊接在 K+ 位置,黑色引线焊接在 K- 位置,图23.将灯杯棕色引线焊接在 + 位置,黑色引线焊接在 - 位置,图34.将电池组红色引线焊接在B+位置,黑色引线焊接在 B- 位置,图4轻触开关部件DC插座部件灯杯部件1.01.017.0001电子控制线路板1.01.020.0001电子控制线路板焊接组件LED 电子灯零件编码零件名称设备/工夹具防静电烙铁、锡线、固定夹具、镍氢电池黑色GND红色+5白色K+黑色K-棕色+黑色一黑色B 一红色图1.图2.图3.图4.工程名称产品型号标准工时24s 作业人数1文件编号OS-1工位号A02版本数量责任人作业员作业员生效日期:编制:日期:2015.8.22审批:日期:品 质 要 求 及 注 意 事 项1.注意引线方向,左边黑色,中间红色;2.焊线前先在引脚上镀锡以方便焊接,焊接后检查不得有假焊虚焊不良;自检合格方可流向下一工序;作业员3.焊接引线温度350°C ±10,焊接时间2-3S3.将焊接好引线的插座取下,并检查焊点外观没有短路及假焊;图2.作 业 步 骤1.将插座固定在夹具上,先将引脚上锡方便焊接 如图1.2.将黑色引线焊接在插座左引脚上,红色引线焊接在中间引脚上,如图1.DC插座部件焊接DC插座引线L ED电子灯零件编码零件名称设备/工夹具防静电烙铁、锡线、固定夹具、红色引线焊中间黑色引线焊左边将插座固定在夹具,并在引脚上锡图1.将焊接完毕的插座取下并检查极性和焊点没有假焊工程名称产品型号标准工时24s 作业人数1文件编号OS-1工位号A03版本数量1责任人作业员 3.自检合格方可流向下一工序;生效日期:编制:日期:张长青2015.8.22审批:日期:品 质 要 求 及 注 意 事 项1.烙铁焊接温度350°C±10。