EMC环氧塑封料包装、存储、回温管理关系图
- 格式:pdf
- 大小:145.92 KB
- 文档页数:1
环氧模塑料E T E R K O N产 品品 简简 介介产品型号产品型号主要特性主要特性适合封装形式适合封装形式 EK1800G标准型DiodeTransistor DIPEK1700G标准型(Fused Type) SMDDIPTransistor EK3600G 低应力 DIP SOTO(MOSFET) EK3600GT 高导热 ITO220/3P EK5600G低应力SO QFPTO(MOSFET)EK1800GEK1700GEK3600G EK3600GT EK5600G 环氧 树脂 OCN OCN LMWE/OCNOCN LMWE/OCN固化剂 PN PN XLC PN XLC 填料(wt%)7675888288 环保型塑封料环保型塑封料主要特色主要特色产品成份说明产品成份说明EK G EK G 温度温度温度——SF 特性图特性图EK G EK G 固化时间固化时间固化时间——热时硬度特性图热时硬度特性图S.F隨溫度變化60708090100155165175185195205溫度(℃)S .F (c m )EK1800G EK1700G EK3600G EK3600GTEK5600G熱時硬度趨勢圖(175℃)505560657075808530405060708090100110時間(s)熱時硬度EK1800G EK1700G EK3600G EK5600GEK G EK G 胶化时间胶化时间胶化时间——温度特性图温度特性图EK G TG EK G TG——后固化时间特性图后固化时间特性图Gel Time V.S. Temperature5791113151719212325165170175180185190195200205210Temperature (℃)G e l T i m e (s e c )EK1800G EK3600G EK1700GTg隨固化時間變化608010012014016018002468固化時間(h)T g (℃)EK1800G EK1700G EK3600G EK3600GT EK5600G产品特性测试产品特性测试项目项目 单位单位 EK1800G EK1800GE EK1700G EK3600G EK3600GE EK3600GT EK5600G 颜色 黑色黑色 黑色黑色 黑色 流动 长度 cm 75 80 89 50 80 凝胶化时间 Sec 19 20 19 32 19 热时硬度 175℃/60sec 70 70 75 - 75 热时硬度 175℃/90sec - - - 70 - 比重 / 2.04 1.84 2.01 2.18 2.0 线膨胀系数α1 10-6/℃ 20 20 9 22 9 线膨胀系数α2 10-6/℃ 76 82 33 70 33 玻璃转化温度 ℃140 135 115 161 120 弯曲强度 Kgf/cm 2 1500 1500 1800 1800 1700 弯曲模量Kgf/mm 2 1800 1400 2300 2000 2200 导热系数10-4cal/sec.cm. ℃35 18 21 50 21 体积阻抗(25℃) 1015/Ω/cm84 56 50 53 52 吸水率 % 0.55 0.63 0.31 0.46 0.33 萃取电导 us /cm 66 52 60 67 65 UL94 /V-0V-0V-0V-0V-0EK1800G/EK1700GPKG : Diode, SMA CHIP :GPP/SKY/OJ LF :Cu EK3600G/EK5600G/EK3600GTPKG :SOT ,SOP16 ,ITO-220 LF :Cu ,NiFe产品应用测试产品应用测试产品特性参数产品特性参数EMC PKG MSL Test condition Result EK3600G SOT L3/260℃ 60℃/ 60%RH/168H ACC EK3600GT ITO-220 L3/260℃ 60℃/ 60%RH/168H Testing EK5600G SOP16 L3/260℃ 60℃/ 60%RH/168H ACC EK3600G SOT L1/260℃ 85℃/ 85%RH/168H Testing EK5600GSOP16L1/260℃85℃/ 85%RH/168HTestingEK1800G EK1700G TestParameter Test Conditi o n Test Sample number Fail Result Fail Result OP-LifeTa=25℃IF:0.8A500H450/45ACC0/45ACCHTRBTa=150±5℃ VR=80%RatedVoltage=800V R=2.2K Ω 168H45 0/45 ACC 0/45 ACCAC Ta=121℃P=15Psi96H 45 0/45 ACC 0/45 ACCTCTc=-55℃30min Tc=150℃ 30min 100cycle45 0/45 ACC 0/45 ACCHTSL Ta=150℃ 500H 45 0/45 ACC 0/45 ACC RSHTa=260℃T=10S10sec450/45ACC0/45ACCΦ30、Φ38、Φ43、Φ48、Φ55mm 15 包装重量包装重量 Φ13、Φ14、Φ18 10包装方法包装方法双层PE 袋,密封包装首先首先::产品须在室温下回温24小时后方可使用,并尽量在48小时内使用完,未使用完的饼料再储存时,储存方法严格按照上述规定(产品储存方法) 其次其次::当再次使用第一次未用完的饼料时,仍须在室温条件回温24小时后方可再用,且必须全部用完。
SMD温湿度敏感元件作业,运输,储存,包装标准SMD零件的出现直接带来了新的挑战,而这些挑战的重心又在于包装的品质和可靠性。
本文讲述了floor life 在作业,包装,运输,的等级标准。
J-STD-020说明了湿敏元件级别,JEP113说明了标签要求周围环境中的湿气会通过包装材料渗透到包装内部,并在不同材料的表面聚结。
在组装工艺中,SMD元件贴装在PCB上时会经历超过200℃,在焊接时,湿气的膨胀会造成一些列的焊接品质问题。
2.目的本文旨在为使用,运输,存储,包装SMD湿敏元件提供标准。
通过本文内的方法,可以避免零件受潮和零件在过IR后可靠性下降。
通过本文的各个程序,可以达到无害回焊。
热烘可以使SMD零件得到长达12个月的包装存储寿命。
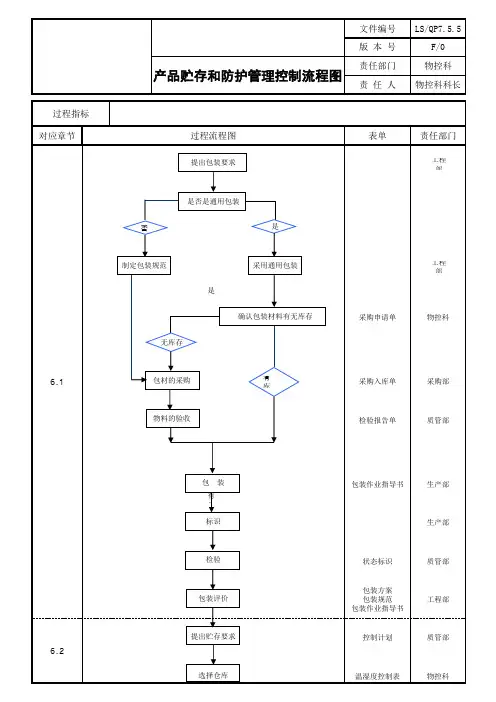
3.范围3.1 包装3.1.1 本标准适用于PCBA中无需密封SMD零件的作业,其中包括聚合分子材料和塑胶材料3.1.2 密封包装大零件无湿气风险,不必作防潮3.2 组装制程3.2.1本标准适用于PCBA IR,VPR等制程,不适用于波峰焊3.2.2 本标准亦适用于受潮零件的烘烤或重工3.2.3 本标准不适用于不过回焊炉的零件3.3 可靠性3.3.1 内容描述中的方法可以保证PCBA的成品可靠性是可评估的(标准J-STD-020 和JESD22-A113)3.3.2 本文不对焊接可靠性作评述4.涉及文件4.1 EIA JEDECEIA-541 静电放电敏感元件包装要求EIA-583 湿气敏感元件包装要求EIA-625 静电放电敏感设备操作要求JEP-113 湿气敏感设备标识JESD22-A113 不气密包装可靠性测试条件要求4.2 防护部分MIL-B-131 阻湿材料(隔绝湿气,不透气的)-MIL-B-81705 透气的,无静电的,可加热处理的MIL-D-3464 活性干燥剂,MIL-I8835 指示,湿度卡5.定义活性干燥剂:全新干燥剂或是经过依照推荐标准进行烘烤恢复原始规格的干燥剂6.包装6.1 包装要求详见下表1湿敏级别烘干元件防潮袋干燥剂湿敏级别标签警告贴纸1 随意随意随意随意220℃时不必标示,235℃时必需标示2 随意必需必需必需必需2a-5a 必需必需必需必需必需6 随意随意随意必需必需6.2 零件包装前的烘烤6.2.1 湿敏级别在2a到5a之间的零件在做防潮包装之前必须要做烘烤处理。

文件修正一览表1. 目的为使用,运输,存储,包装SMD湿敏元件提供标准。
通过本规范内的方法,可以避免零件受潮和零件在过IR后可靠性下降。
2. 范围本公司符合SMD制程出货的耐高温成品,及其对应的塑胶半成品适用。
3. 参考记录IPC/JEDEC J-STD-033B SMD温湿度敏感元件作业,运输,储存,包装标准《产品标签制作作业指导书》4. 名词定义无5. 维护单位研发部6. 权责6.1 研发:产品包装规范制定单位6.2 生产:负责产品包装,自检单位6.3 品保:负责管控包装质量及方式与要求一致。
6.4 仓库:依照研发制定的成品包装规范执行出货作业7. 作业程序说明结合公司出货品管控条件及接线端子制品的焊接工艺要求,本公司目前生产之湿度敏感部品,其湿敏等级均在1-2a之间,生产中无需特别的烘烤除湿作业。
7.1 耐高温塑胶半成品生产与包装7.1.1零件在注塑机台成型完成后,包装期间的裸露时间(MET)不可超过24H。
如果MET超过了24H,那么这个实际时间必须要在标签上注明。
7.1.2防潮袋(MBB)●首次发行○修订○废止○手册○程序书●指导书注塑SMD耐高温塑胶零件,要求使用防潮袋进行包装。
防潮袋要求为PE材质,单层厚度不低于0.12mm,具有较好弹性,机械强度和抗穿刺能力,且袋子必须是可热封的。
7.1.3干燥剂干燥剂必须要要满足无尘,无腐蚀性,吸潮能力符合标准。
干燥剂必须包装在湿气可渗透入的袋子里,每个防潮袋里面装的干燥剂的量必须标注在袋子上。
使用时,需适量开封并保存在封闭的容器内存放。
开封的干燥剂暴露在空气中的总共时间应少于1小时。
7.1.4标签产品防潮袋上除标准的物料信息标签外,需要加贴“Caution lable”(警告贴纸)。
依据JEDEDJEP113标准,警告贴纸贴在防潮袋的表面。
标签样式如下:直径20mm 红色底黑色字圆形贴纸。
7.2 耐高温成品生产与包装7.2.1装配现场依生产进度,适时将密封的半成品开包组装,装配制程结束后,检测含水率超标时,需要于包装前进行产品烘烤,并要求24小时内检验及包装完成。
塑封料\环氧塑封料工艺选择和封装失效分析流程一环氧塑封料的工艺选择1.1预成型料块的处理(1)预成型塑封料块一般都储存在5℃-10℃的环境中,必会有不同程度的吸潮。
因此在使用前应在干燥的地方室温醒料,一般不低于16小时。
(2)料块的密度要高。
疏松的料块会含有过多的空气和湿气,经醒料和高频预热也不易挥发干净,会造成器件包封层内水平增多。
(3)料块大小要适中,料块小,模具填充不良;料块大,启模困难,模具与注塑杆沾污严重并造成材料的浪费。
1.2模具的温度生产过程中,模具温度控制在略高于塑封料玻璃化温度Tg时,能获得较理想的流动性,约160℃-180℃。
模具温度过高,塑封料固化过快,内应力增大,包封层与框架粘接力下降。
同时,固化过快也会使模具冲不满;模具温度过低,塑封料流动性差,同样会出现模具填充不良,包封层机械强度下降。
同时,保持模具各区域温度均匀是非常重要的,因为模具温度不均匀,会造成塑封料固化程度不均匀,导致器件机械强度不一致。
1.3注塑压力注塑压力的选择,要根据塑封料的流动性和模具温度而定,压力过小,器件包封层密度低,与框架黏结性差,易发生吸湿腐蚀,并出现模具没有注满塑封料提前固化的情况;压力过大,对内引线冲击力增大,造成内引线被冲歪或冲断,并可能出现溢料,堵塞出气孔,产生气泡和填充不良。
1.4注模速度注模速度的选择主要根据塑封料的凝胶化时间确定。
凝胶化时间短,注模速度要稍快,反之亦然。
注模要在凝胶化时间结束前完成,否则由于塑封料的提前固化造成内引线冲断或包封层缺陷。
1.5塑封工艺调整对工艺调整的同时,还应注意到预成型料块的保管、模具的清洗、环境的温湿度等原因对塑封工序的影响。
2塑封料性能对器件可靠性的影响2.1塑封料的吸湿性和化学粘接性对塑封器件而言,湿气渗入是影响其气密性导致失效的重要原因之一。
湿气渗入器件主要有两条途径:①通过塑封料包封层本体;②通过塑封料包封层与金属框架间的间隙。
当湿气通过这两条途径到达芯片表面时,在其表面形成一层导电水膜,并将塑封料中的Na+、CL-离子也随之带入,在电位差的作为下,加速了对芯片表面铝布线的电化学腐蚀,最终导致电路内引线开路。
![环保型塑封料-简[1]](https://uimg.taocdn.com/6e86e5d4b9f3f90f76c61b82.webp)

251知能力,并在行动中体现出来,努力践行“知行统一”。
只有当前高职院校的大学生能正确认识到诚信的内涵及价值时,才能真正的重视诚信,通过精神力量进行自我约束,加强学生自身的道德修养。
[5](四)加快诚信法律建设,健全和完善监督与制约机制高职院校学生由于自身的意志力和道德理性是有限的,如果仅靠上述方法往往很难克制自身膨胀的欲望,也很难抵制通过欺骗行为而获利的诱惑。
尤其是对少数道德素质低下的学生,仅仅依靠诚信教育和说教,是起不到作用的。
当下,大学生的道德自律需要获得相应的外力支撑,如教育支撑,法规保障等。
如果没有一定的诚信制度的保障,诚实守信的自律就会纸上谈兵,成为毫无约束力的宣传口号,而不是一种具有积极而普遍意义的强大力量。
因而,高职院校大学生的诚信不能只靠单纯的道德的完善来完成,还应形成一种具有普遍约束力的监督和制约机制,将“自律”与“他律”进行有效地结合。
参考文献:[1]袁朴.高职院校加强大学生诚信教育对策[J].中国科技纵横,2011.[2]肖福忠.大学生诚信教育势在必行[J].华章,2007.[3]胡锦涛.在省部级主要领导干部提高构建社会主义和谐社会能力专题研讨班开班式上重要讲话[R].2005.[4]胡锦涛.在省部级主要领导干部提高构建社会主义和谐社会能力专题研讨班开班式上重要讲话[R].2005.[5]李玥等.大学生诚信现状及改进对策[J].今日南国,2009(6):35.[6]李宁.论高职院校学生的诚信教育[D].河北师范大学,2011.作者简介:唐志华(1962—),副教授,无锡工艺职业技术学院服装系党总支书记。
高文芳(1982—), 女,硕士研究生,无锡工艺职业技术学院经管系专职辅导员。
关于绿色封装环氧塑封料的一些探讨杨 婕 甘肃省天水市华天科技股份有限公司【摘 要】为了保护环境,在一些电子产品当中,规定禁止使用一些有害的材料,例如铅、卤化阻燃剂、石棉等,这些物质会对环境造成影响,此外,对I C 封装过程及封装材料也有规定。