第三章 物料衡算
- 格式:doc
- 大小:177.50 KB
- 文档页数:6
第三章物料衡算第一节概述一、物料衡算的作用和任务物料衡算是医药工艺设计的基础,根据所需要设计项目的年产量,通过对全过程或者单元操作的物料衡算计算,可以得到的单耗(生产1Kg产品所需要消耗的原料的Kg数)、副产品量以及输出过程中物料损耗量以及“三废”生成量等,使设计由定性转向定量。
在制药过程中经常遇到有关物料的各种数量和质量指标,如“量”(产量、流量、消耗量、排出量、投料量、损失量、循环量等);“度”(纯度、浓度、分离度等),“比”(配料比、循环比、固液比、气液比、回流比等);“率”(转化率、单程收率、产率、回收率、利用率等)等。
这些量都与物料衡算有关,都影响到实际上的物料平衡。
因此,物料衡算是制药生产(及设计)的基本依据,是衡量制药生产(以及任何生产)经济效果的基础,对改进生产和指导设计具有重大意义。
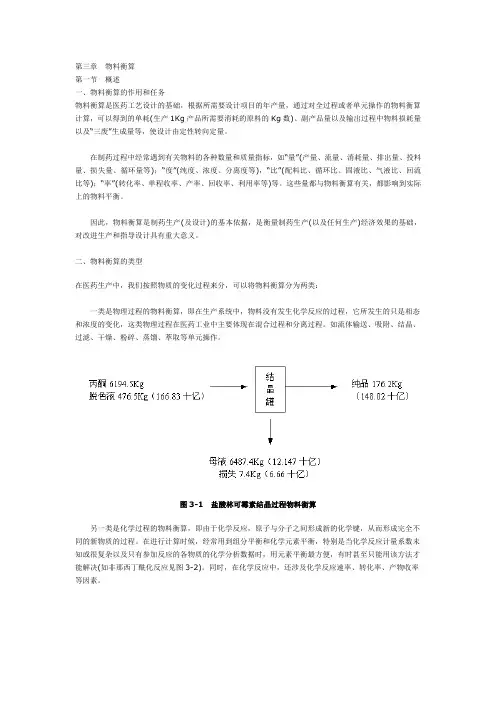
二、物料衡算的类型在医药生产中,我们按照物质的变化过程来分,可以将物料衡算分为两类:一类是物理过程的物料衡算,即在生产系统中,物料没有发生化学反应的过程,它所发生的只是相态和浓度的变化,这类物理过程在医药工业中主要体现在混合过程和分离过程。
如流体输送、吸附、结晶、过滤、干燥、粉碎、蒸馏、萃取等单元操作。
图3-1盐酸林可霉素结晶过程物料衡算另一类是化学过程的物料衡算,即由于化学反应,原子与分子之间形成新的化学键,从而形成完全不同的新物质的过程。
在进行计算时候,经常用到组分平衡和化学元素平衡,特别是当化学反应计量系数未知或很复杂以及只有参加反应的各物质的化学分析数据时,用元素平衡最方便,有时甚至只能用该方法才能解决(如非那西丁酰化反应见图3-2)。
同时,在化学反应中,还涉及化学反应速率、转化率、产物收率等因素。
图3-2非那西丁酰化工段物料衡算此外,物料衡算还可以按照操作方式的不同,可以分为两类:一类是连续操作。
如生产枸橼酸铋钾的喷雾干燥操作,需要向干燥器中输送具有一定速度、湿度和温度的空气,同时湿物料从反方向以速度通过干燥器,尽管物料在干燥器中不断被加热,所处的状态在不断改变,但对某一具体部位而言,其所处的状态是不随时间的改变而改变的。
2化工设计概论第三章_物料衡算与能量衡算物料衡算与能量衡算是化工设计中非常重要的内容,本文将从物料衡算和能量衡算两个方面进行介绍。
一、物料衡算物料衡算是指在化工生产过程中,对各种原料、中间体和产品的质量、数量和成分进行准确计算的过程。
物料衡算的目的是确定生产过程中各种物料的需求量,确保生产过程稳定和产品质量符合要求。
物料衡算的方法主要有质量衡算和量衡衡算两种。
质量衡算是以物料的质量为基础进行计算,通过分析反应进入和离开反应器的质量,计算物料的损失和转化率等。
量衡衡算是以物料的容积或重量为基础进行计算,通过对物料流动的速度、压力、体积和化学反应速率等参数的测量,来计算物料的数量和流动性。
物料衡算的具体步骤包括:确定物料流程图,定义物料的属性和流动参数,编写物料表,进行物料平衡方程的建立,计算各物料的需求量和产量等。
二、能量衡算能量衡算是指在化工生产过程中,对能量的输入、输出和损失进行准确计算和分析的过程。
能量衡算的目的是确保生产过程中的能量平衡和能源利用效率的提高。
能量衡算的方法主要有热平衡法和能量流平衡法两种。
热平衡法是基于热力学原理,通过测量和计算热量的流入和流出来进行能量衡算。
能量流平衡法是基于能量守恒原理,通过对能量流动的速度、温度和压力等参数的测量,来计算能量的输入和输出。
能量衡算的具体步骤包括:确定能量流程图,定义能量的属性和流动参数,编写能量表,进行能量平衡方程的建立,计算各能量的输入量和输出量等。
三、物料衡算和能量衡算的关系在进行物料衡算和能量衡算时,需要考虑以下几个方面:1.反应进程的热力学和动力学特性对物料和能量衡算有重要影响。
在确定衡算方法和参数时,需考虑反应的热效应和速率等因素。
2.物料的组成和性质对衡算结果有重要影响。
不同物料具有不同的热容量、蒸发潜热和燃烧热等参数,这些参数直接影响到能量衡算的结果。
3.流程设计和设备选择对衡算结果也有影响。
不同的流程和设备对物料流动的速度、压力和温度等参数有不同的要求,这些参数直接影响到物料和能量衡算的结果。

化工设计概论第三章_物料衡算与能量衡算物料衡算与能量衡算是化工设计中非常重要的环节,它们是进行化工过程的关键步骤,对化工产品的质量和产量有着直接的影响。
本章将介绍物料衡算与能量衡算的概念、原则和方法,并结合实际案例进行详细说明。
一、物料衡算物料衡算是指在化工过程中对物料的输入、输出量进行定量分析和计算,以确定每种物料的用量和流量。
物料衡算的目的是保证化工过程中物料的平衡,确保物料的流动和转化符合设计要求。
物料衡算的基本原则是质量守恒定律和能量守恒定律。
根据质量守恒定律,物理系统中的物质质量是不变的,即输入物质的总质量等于输出物质的总质量。
根据能量守恒定律,物理系统中的能量总量是不变的,即输入能量的总量等于输出能量的总量。
物料衡算的方法主要有两种:物质衡算和元素衡算。
物质衡算是根据物料的化学组成进行衡算,以化学方程式为基础,通过分子计数法和平衡方程法计算物料的输入和输出量。
元素衡算是根据物料中各元素的含量进行衡算,以确定每种元素的输入和输出量。
物料衡算的步骤一般包括以下几个方面:确定衡算参考物质,编写化学方程式,计算输入物质的总质量,计算输出物质的总质量,计算每种物质的输入和输出量。
在实际衡算过程中,还需要考虑补料和损耗等因素,对补料和损耗进行补偿。
二、能量衡算能量衡算是指在化工过程中对能量的输入、输出量进行定量分析和计算,以确定每种能量的用量和转化效率。
能量衡算的目的是保证化工过程中能量的平衡,以提高能量利用效率。
能量衡算的基本原则是能量守恒定律和能量转化效率的最大化。
根据能量守恒定律,物理系统中的能量总量是不变的,即输入能量的总量等于输出能量的总量。
能量转化效率是指能量输入与输出的比值,衡量能量转化过程的效果。
提高能量转化效率有助于降低能源消耗和环境污染。
能量衡算的方法主要有两种:热力衡算和焓能衡算。
热力衡算是根据化学反应的热效应进行衡算,以热平衡方程为基础,计算输入和输出热量的总量。
焓能衡算是根据物料的热焓变化进行衡算,以焓平衡方程为基础,计算输入和输出焓能的总量。
化工计算第三章物料衡算11. 引言在化工领域,物料的衡算是非常重要的一个环节。
物料衡算是指根据化工过程中所使用的原料和产物,计算原料的用量、产物的得率以及各种物料之间的比例关系等。
在化工生产过程中,准确的物料衡算能够提高生产效率、节约原料成本,并且确保产品质量的稳定性。
本文将介绍化工计算中的物料衡算的基本概念和计算方法,并通过实例来说明物料衡算的具体操作步骤。
2. 物料衡算的基本概念在进行物料衡算之前,我们首先需要了解一些基本概念:2.1 原料在化工生产过程中,原料是指用于制造产品的起始物质。
原料可以是固体、液体或气体,具体取决于化工过程的需求。
2.2 产物产物是指化工过程中生成的最终产品或副产品。
产物的种类和质量取决于原料的配比和反应条件。
2.3 用量用量是指在化工过程中,各种原料的加入量或消耗量。
用量可以通过实验或计算得到。
2.4 得率得率是指产物与理论产物之间的比值,用于衡量化工过程的效率。
得率可以通过实验或计算得到。
3. 物料衡算的计算方法在进行物料衡算时,我们可以运用各种数学和化学的计算方法,例如质量守恒定律、化学方程式的平衡等。
3.1 质量守恒定律质量守恒定律是物料衡算中最基本的原则之一。
根据质量守恒定律,化学反应前后的总质量保持不变。
在物料衡算中,可以通过质量守恒定律来计算原料的用量和产物的得率。
3.2 化学方程式的平衡在进行物料衡算时,往往需要考虑化学方程式的平衡问题。
化学方程式的平衡可以通过调整配比来实现。
根据化学方程式的平衡,可以计算各种原料的用量和产物的得率。
3.3 实验方法在进行物料衡算时,实验方法是一种常用的手段。
通过实验,可以确定原料的用量和产物的得率,并且验证计算结果的准确性。
4. 实例分析下面通过一个实例来说明物料衡算的具体操作步骤。
假设某化工过程需要用到A、B两种原料,化学方程式如下:2A + 3B → C已知反应中A的用量为100 g,B的用量为200 g。
我们需要计算产物C的得率。
第三章物料平衡计算物料平衡计算是工程中的一项重要工作,其主要目的是通过对物料的输入、输出和转化过程进行分析和计算,确保工艺流程的稳定和可行性。
物料平衡计算需要考虑物料的质量、能量和动量方面的平衡,以及相应的测试和测量方法。
在进行物料平衡计算之前,首先需要了解和收集有关工艺流程的物料参数,如输入物料的质量流量、组成和温度,以及输出物料的质量流量、组成和温度等信息。
这些信息通常可以从实验、数据手册和现场测量获得。
接下来,进行物料平衡计算时需要考虑物料的输入、输出和转化过程。
输入物料可以是原料、能源或辅助材料等,输出物料可以是产品、废弃物或副产物等。
转化过程可以是化学反应、物理转化或传递过程等。
在计算过程中,需要将输入物料的质量流量、组成和温度与输出物料的质量流量、组成和温度进行对比和平衡,确保它们之间的一致性。
物料平衡计算的方法包括输入输出法和进退法。
输入输出法是通过累积分析输入物料和输出物料的质量和能量变化,计算物料的转化率和能量效率。
进退法是通过分析物料在不同过程中的流动和转化情况,计算各物料之间的平衡关系。
在进行物料平衡计算时,还需要考虑物料的测试和测量方法。
常用的测试方法包括采样、化验和仪器测量等。
采样是获取物料样本的过程,化验是通过实验室测试获取物料组成和性质的过程,仪器测量是通过使用各种仪器设备对物料进行质量、温度和压力等性质的测量。
物料平衡计算在实际工程中有着广泛的应用。
它可以帮助工程师了解和优化工艺流程,改进生产效率和产品质量。
在化工工程中,物料平衡计算可以用于计算化学反应的反应物和产物之间的转化率和收率。
在环境工程中,物料平衡计算可以用于衡量废水处理过程中的污染物去除效率。
在能源工程中,物料平衡计算可以用于优化能源利用和能源消耗。
总之,物料平衡计算是工程中不可或缺的一项工作,通过对物料的输入、输出和转化过程进行分析和计算,确保工艺流程的稳定和可行性。
它需要考虑物料的质量、能量和动量方面的平衡,以及相应的测试和测量方法。
第3章物料衡算3.1 物料流程示意图3.1.1物料流程示意图图3.1 PET全拉伸丝EDY生产物料流程示意图3.2 计算基准确定3.2.1 年工作日的确定(1)设备大修:30天/年=720小时(2)特殊情况停产:20天/年=480小时(3)组件清洗:1次/6天8小时/次[365天-(30天+20天)]×1/6次/天×8小时/次=420小时=17.5天(4)实际生产时间:365天-10天-25天-15天-17.5天=297.5天8760-240-600-360-420=7140小时(5)设备利用系数:K=实际开车时间/年工作日=7140小时/8520=0.843.3 物料衡算3.3.1损失系数的确定物料损失拟定如下:表3-1 PET纺丝工艺过程中的损失系数工序损耗率(%)PET切片筛选输送预结晶器干燥塔物料输送挤出机纺丝组件断丝合计(FDY原丝成型物料损失)0.5 0.05 0.1 0.1 0.050.051.52.35表3-2 FDY原丝中其他组分的含量3.3.2各工序输入及输出物料量1.求出生产一吨PET全拉伸丝纤维消耗PET切片的量1.000-(0.005+0.02)=0.975t计入耗损所需PET切片量0.975×1.0385=1.0125吨2.各工序物料损耗量根据物料平衡公式:∑F=∑D+W其中F:进料量D:出料量W:损失量依据物料平衡公式计算各个工序的物料平衡依据物料平衡公式计算各个工序的物料平衡:(1)断丝x(1-1.5%)=3000吨x=3045.69吨(2)纺丝组件x(1-0.05%)=3045.69吨x=3047.21吨(3)挤出机x(1-0.05%)=3047.21吨x=3048.74吨(4)物料输送x(1-0.1%)=3048.74吨x=3051.79吨(5)干燥塔x(1-0.1%)=3051.79吨x=3054.84吨(6)预结晶器x(1-0.05%)=3054.84吨x=3056.37吨(7)PET切片x(1-0.5%)=3056.37吨x=3071.73吨所以PET全拉伸丝的日产量3000/297.5=10.084吨/天每小时产量10.084/24=0.4202吨/小时PET切片每天耗量3071.73/297.5=10.325吨/天PET切片每小时耗量10.325/24=0.430吨/小时表3-3 物料平衡表(年计)工序进料量(t) 出料量(t) 损失(t)损失率(%)PET切片损耗预结晶器干燥塔物料输送挤出机纺丝断丝3071.733056.373054.843051.793048.743047.213045.693056.373054.843051.793048.743047.213045.69300015.361.533.053.051.531.5245.690.50.050.10.10.050.051.53.4设备选型所用参数表3-4需要主要设备的时生产能力项目时产量(kg)干燥塔螺杆挤出机纺丝箱体计量泵预过滤器571 570 570 570 571由表3-4来选取以下设备:表3-5 计量泵项目数值每位配用泵每位叠泵数公称流量(ml/r)泵转速(r/min)141.2,1.8,2.48~40表3-6 LVC388-6切片干燥机项目数值生产能力(kg/h)占地面积(m×m)安装高度(m)装机容量(kw)压缩空气压力(MPa)压缩空气耗量(m3/min)500~6506×10101450.74.0表3-7 纺丝箱项目数值位数每位组件数每个组件喷丝板数适纺纤度(dtex)喷丝板直径(mm)喷丝板孔数喷丝板孔径(mm) 组件最大压力(MPa)66155.6~167.580360.25 0.28 0.3040表3-8 静态变频器(用于上油辊) 项目数值形式容量(KW) 频率(Hz) 电压范围(v)外转子式同步电机1.92.5-110190-260表3-9 螺杆挤出机项目数值型号螺杆直径(mm)长径比(L/D)机重(kg)最大挤出量(kg/h) 驱动功率(kW) 螺杆转速(r/min) 加热功率(kW) 中心高(mm)JMW160/2516025600075013220~6084715表3-10 侧吹风及上油装置项目数值每位侧吹风面积(m2)侧吹窗最大风速(m/s) 侧吹室风压(mm水柱) 每位配用油泵数油泵流量(ml/r)油泵转速(r/min)侧吹窗风速(m/s) 1.2×0.720.92518×0.06 13-78.5 0.4-0.6表3-11 静态变频器(用于计量泵)项目数值形式容量(Kva) 频率(Hz) 电压/频率比频率精度(%)外转子式同步电机5514.2-14220.01表3-12 预过滤器项目数值型号总重(kg)长(mm)宽(mm)高(mm)最大过滤量(kg/m2·h)能力(kg/h)体积(dm3)过滤面积过滤精度最大切换压力过滤数滤芯数NSF型100 1620945 2300 250-3008006.82202510 4表3-13 静态变频器(用于摩擦辊)项目数值形式容量(Kw) 频率(Hz) 电压/频率比频率精度(%) 外转子式同步电机5514.2-14220.01表3-14 静态变频器(用于附加槽筒) 项目数值形式容量(Kw) 频率(Hz) 电压/频率比外转子式同步电机8023-2301.2频率精度(%) 0.1表3-15 卷绕机项目数值型号摩擦辊(mm)往复槽筒(mm)辅助槽筒(mm)机械速度(m/min)工艺速度(m/min)摩擦辊最高转速(r/min)辅助辊与往复辊筒传动比筒管规格(mm)往复动程(mm)筒管卷径(mm)卷装重量(kg)卷装体积筒管最大卷绕甬压缩空气压力(MPa)压空过滤精度(μm)槽筒速度变化周期(次/min) 槽筒速度变化幅度(%)每个卷绕头背面投风面积(cm3) SW46SDE-800 φ150x800φ50x800φ108x8004000 3200-350084771:1.5φ75x150100Φ43510-156×14 dm38°≥0.651-20±53503.5 设备选型计算1.由物料衡算可知,要求切片干燥机的时加工能力为571kg/h,而LVC388-6型切片干燥机的时加工能力为500~650kg/h,所以选择该型号的切片干燥机。
计算题:
1. 在离心过程中将含有25%(质量比)的诺氟沙星料浆进行过滤,料浆的进料流量为2000Kg/h。
滤饼含有90%的固体,而滤液含有1%的固体,试计算滤液和滤饼的流量?(答案:1460.7Kg/h;539.3Kg/h)
2.一精馏塔的进料流量为loooKg/h,组成(质量%)为:苯60%,甲苯25%,二甲苯15%。
精馏塔顶馏出物的组成(质量%)为:苯94%,甲苯
3.5%,二甲苯2.5%。
塔底产物中的二甲苯占进料二甲苯的95%。
求馏出物、塔底产物的流量和塔底产物的组成。
(答案见下表)
3.某药厂用清水吸收含有5%(体积)SO2的混合气,需处理的混合气量为1000m3/h,吸收率为90%,吸收水温20℃,操作压力1atm,试计算用水量。
已知SO2溶解度数据如下(20℃):
SO 2 [kgSO 2/100kg H 2O] 1 0.7 0.5 0.3 0.2 0.15
液面上S02分压[mmHg] 59 39 26 14.7 8.4 5.8
(答案:26100Kg/h )
4.过量10%的硫酸加到乙酸钙中制备乙酸,反应方程式如下:
Ca(Ac)2+H 2
SO 4 CaSO 4+2HAc
反应收率为90%,未反应的乙酸钙和硫酸则从产物中分离出来,参见下面流程。
以100Kg/h 进料为基准,计算:
(1)每小时的循环量。
(2)每小时制成的乙酸的千克数。
(答案:110Kg 乙酸钙/h ;760 Kg 乙酸/h ) 5.水杨酸钠从水溶液重结晶处理工艺是将每小时4500mol 含33.33%(mol )的水杨酸钠新鲜溶液和另一股含有36.36%(mol )水杨酸钠的循环液合并加入至一台蒸发器中,蒸发温度为120℃,用0.3MPa 的蒸汽加热。
从蒸发器放出的浓缩料液含49.4%(mol )水杨酸钠进入结晶罐,在结晶罐被冷却,冷至40℃,用冷却水冷却(冷却水进出口温度5℃)。
然后过滤,获得含水杨酸钠结晶滤饼和含有36.36%(mol )水杨酸钠的滤液循环,滤饼中的水杨酸钠占滤饼总物质量的95%。
流程见下图,试计算:
(1)蒸发器蒸发出水量。
(2)循环液(mol )/新鲜液(mol )的比率。
(3)蒸发器和结晶罐的投料比(mol )。
(答案:2950.8mol/h;1.25;1.41)6、计算题
年工作日为300天。