注射模设计
- 格式:pptx
- 大小:8.54 MB
- 文档页数:269
注射模设计步骤:1、工艺性分析从塑件尺寸、精度等级、塑件要求、方便加工和热处理等方面对塑件型腔数目、浇口型式、型芯与型腔结构形式作出分析。
2、确定型腔数目根据塑件的生产批量及尺寸精度要求确定型腔数目。
按照任务书塑件图(图附在计算说明书上),计算塑件体积(小沟、槽等部位简化),单位为3cm。
塑件体积:≈Vs根据查表4-1得知的塑料ABS密度,计算单件塑件重量,单位为g。
m单件塑件重量:=s3、型腔、型芯工作部位尺寸的确定ABS塑料的收缩率是%3.0,计算平均收缩率k。
%8.0~平均收缩率:=k分别计算型腔径向尺寸L、型腔深度尺寸H、型芯径向尺寸l、型芯高度尺寸h(按照教材P74~75计算公式计算)。
型腔径向尺寸:L=型腔深度尺寸:H=型芯径向尺寸:l=型芯高度尺寸:h=加收缩率后各工作部位尺寸计算结果附图表示。
通常,塑件中1mm和小于1mm并带有大于0.05mm公差的部位以及2mm和小于2mm并带有大于0.1mm公差的部位不需要进行收缩率计算。
4、浇注系统设计(1)确定分型面位置根据塑件结构,确定分型面形式。
必须加粗标出分型面位置。
(2)确定浇口型式及位置浇口直径可以根据经验公式计算:42)20.0~14.0(A d δ=式中 d —浇口直径(mm );δ—塑件在浇口处的壁厚(mm );A —型腔表面积(2mm )分型面及浇口位置附图表示。
(3)确定型腔位置的排布布置形式附图表示。
(4)初步设计主流道及分流道形状和尺寸由教材P 77~80确定主流道及分流道形状和尺寸,并附图表示。
根据流道设计参数校核流动比∑=Φi i t L /式中 Φ —流动距离比;i L —模具中各段料流通道及各段模腔的长度(mm );i t —模具中各段料流通道及各段模腔的截面厚度(mm )。
影响流动比的因素主要是塑料的流动性,ABS 塑料与聚甲醛的流动性均为中等,查表4-3参考聚甲醛的允许流动比[Φ]=210~110,判断是否满足Φ<[Φ]。
塑胶注射模设计过程及要点一.画产品图时:1.装配虚位(TOLERANCE)无特别要求时,单边取0.1mm间隙,但要注意啤把、顶数及底数的区别。
即成品图装配位除指定外单边取0.1mm间隙。
2.凹凸止口:凸止口与柱位同边,除指定外左身或后身为凸止口。
凹凸止口配数为左右间隙0.1mm,上下间隙内0.2mm、外0.0mm,超音线高0.35mm;超音线做在凹止口内侧。
3.成品基准的确定:A.当成品有上下或左右装配关系时,标数基准应一致;B.成品是圆形或有对称中心时,以圆心或对称中心和PART LINE面为标数基准;C.当成品没有对称中心线时,选一个装配孔和为PART LINE面为标数基准。
D.必须有X、Y、Z三个基准,一般X表示水平,Y表示竖直,Z则表示模高度(开合模方向。
4.产品图中必须有轴测图,且要在轴测图中标出各成型工艺缺陷。
但轴测图不能用来标注尺寸,也不能带有显示比例标记。
主视图一般用TOP或最能产品形状与尺寸的视图。
二.选模胚一般规则:1.当模胚宽度在250mm(含250mm)以下时,用工字形模胚,模胚宽度在250mm以上时,选直身模胚;2.当A板开框深度较深(一般大于60mm)时,可考虑开通框,同时适当加厚面板;3.有行位或较杯的模胚,A板不应开通框,当A板开框深度较深(大于60mm)时,可考虑不用面板,当模具无面板时,应前模导边(即导柱),后模边司(即司套);4.成品距内模料边为16~30mm,成品之间间距为12~20mm;当入水为潜水口时,应有足够位置作潜水;埋CORE(下内模)深度应大于28mm以上;内模料边到回针应有10mm距离;内模料宽度一般比顶针板宽或窄5~10mm,最低限度成品胶位应在顶针板内,不影响落(放置)顶针。
5.方铁的高度,必须能顺利顶出产品,并且顶针板离托板间应有5~10 mm间隙,不可以当顶针碰到托板上时,才能顶出产品,所以当产品较高时要注意加高方铁。
三.雕刻模与铍铜模的区别:一些外形无法拿数加工的产品,都必须做雕刻模或铍铜模。
注射模设计步骤及实例注射模是用于制作注射器、针筒等医疗设备的模具。
模具的制作是一个复杂而精细的过程,需要经历多个步骤。
下面将详细介绍注射模的设计步骤及实例。
1.确定需求:在开始设计之前,首先需要与客户充分沟通,了解客户的需求和要求,包括产品的形状、尺寸、材料等。
同时还需要了解注射模的使用环境和功能要求,以确保设计出符合实际需要的模具。
2.绘制初步草图:在了解客户需求的基础上,设计师将根据实际情况绘制初步草图。
这个过程需要考虑到模具的整体结构、零件的尺寸和形状等。
设计师可以使用CAD等软件进行绘图,以便对模具的设计进行更好的规划和控制。
3.模具分析:在绘制初步草图之后,设计师需要进行模具分析。
这个过程包括识别和解决可能出现的问题,比如材料选择、产品的易变形部位等。
同时,还需要对模具进行结构分析,确保模具的稳定性和可靠性。
4.详细设计:在完成模具分析之后,设计师将开始进行详细设计。
这个过程需要考虑到模具的每个零件的制造和组装过程。
设计师需要了解材料的特性,选择合适的工艺和加工方法,并进行每个零件的细节设计。
5.制造模具:在完成详细设计之后,设计师需要将设计图纸交给模具制造厂家进行加工和制造。
制造过程需要使用各种加工设备,比如车床、铣床等,对模具的零件进行加工。
在制造过程中,需要进行严格的质量控制,确保每个零件的精度和质量。
6.装配和调试:在完成模具的制造之后,需要对模具进行装配和调试,以保证模具的正常运行。
这个过程包括将各个零件按照设计要求进行组装,并对模具进行调整和测试。
在调试过程中,需要确保模具的各个部分和功能都正常运作。
7.试模和样品确认:在完成装配和调试之后,需要进行试模和样品确认。
试模是指将模具放入注射机进行注射,获得产品样品,并对产品进行检验。
样品确认是指客户对样品进行验收,并根据需要提出修改要求。
8.修改和改进:根据客户的反馈和需求,设计师需要对模具进行修改和改进。
这个过程包括根据样品确认的结果,对模具的设计进行修改,以提高模具的性能和使用效果。
模具毕业设计103注射模的结构设计注射模具是工业制造过程中使用最广泛的一种模具,其设计结构直接影响到注射产品的质量和生产效率。
本文将详细介绍注射模具的结构设计,包括模具的结构要求、主要零件设计和结构优化。
一、模具的结构要求1.注射模具的结构要具有良好的刚性和稳定性,以确保模具在注射过程中不发生变形和振动,影响产品的精度和表面质量。
2.注射模具的结构要便于装卸、维修和保养,以提高模具的使用寿命和工作效率。
3.注射模具的结构要尽可能简单,以降低模具的制造成本和维修成本。
二、注射模具的主要零件设计1.模具基座:模具基座是支撑模具的主要部件,其结构要具有足够的刚性和稳定性。
为了方便模具的安装和调整,模具基座通常采用箱式结构,并设置有调整螺栓。
2.模板:模板是注射模具的主要部件,其上安装有注射模具的零件和导向机构。
模板的结构要求平整度高、刚性好,并配有合适的冷却系统,以确保注射过程中的热平衡。
3.滑块和导柱:滑块和导柱是注射模具中重要的导向和定位部件。
滑块通常用于实现中空或复杂形状的注射产品,其结构要求刚性好、耐磨损,并具有良好的导向性能。
导柱负责注射模具的下模板与上模板的定位,其结构要求尺寸精确、表面光洁,并配有合适的润滑系统。
4.模芯和模腔:模芯和模腔是注射模具成型部件的关键零部件,直接决定了注射产品的形状和尺寸。
模芯和模腔的设计要考虑到材料的选用、热处理和表面处理等因素,以提高模具的耐用性和工作精度。
三、注射模具的结构优化为了进一步提高注射模具的生产效率和产品质量,可以采取以下措施进行结构优化:1.采用优质材料:选择适当的模具材料,具有良好的强度和耐磨性,以提高模具的使用寿命和工作精度。
2.优化冷却系统:合理设置注射模具的冷却系统,以提高注射过程中的热平衡,减少产品变形和缩水现象。
3.降低模具重量:通过优化模具结构和采用轻量化材料,来减轻模具的重量,降低模具的惯性和振动,提高注射产品的精度和表面质量。
注射模具课程设计-CAL-FENGHAI.-(YICAI)-Company One1摘要本次的模具设计,制件选用ABS材料,采用推板退出。
通过对塑件进行工艺的分析和比较,针对零件的具体结构,选用限制性侧浇口的单分型面注塑模具,并且采用一模三腔形式。
从具体模具结构出发对模具的浇注系统,模具成型部分结构,顶出系统,注塑机的选择及有关参数的校核,都有详细的设计,同时简单的编制了模具的加工工艺,通过设计表明该模具结构合理,具有一定的推广价值。
关键词:推板退出,单分型面注塑模,限制性侧浇口,ABS ,一模三腔目录前言 (1)第1章产品工艺性分析 (2)1.1ABS塑料的材料性能 (2)1.2 成型特性及条件 (2)1.3 结构工艺性 (3)1.4 零件体积及质量估算 (3)1.5锁模力的计算 (3)1.6初选注射成型机的型号及规格 (3)第2章塑料膜结构设计 (5)2.1 型腔数目和分布 (5)2.2 选择分型面 (5)2.3 确定浇注系统尺寸 (5)2.3.1 主流道设计 (5)2.3.2 分流道设计 (6)2.3.3浇口设计 (6)2.4 凹凸模的设计 (7)2.4.1凹模的尺寸 (7)2.4.2 凸模的结构设计 (7)2.5确定型腔、型芯的结构及固定方式 (7)2.5.1 型腔、型芯的结构设计 (7)2.5.2 固定方式 (9)2.6确定顶出方式 (9)2.7 确定导向机构 (9)2.7.1导柱结构形式 (9)2.7.2导柱的布置 (10)第3章模架的设计及工作原理 (11)3.1 模架的设计 (12)3.2 模具工作原理 (12)绪论 (13)谢辞 (14)参考文献 (15)前言塑料模具是20世纪发展起来的新兴材料,由于广泛应用,以替代部分金属、木材、皮革及硅酸盐等自然材料,成为现代工业和生活中不可或缺的一种人造化学合成材料。
并与金属、木材和硅酸盐三种传统材料一起,成为现代工业生产中四种重要的原材料之一。
塑料模设计及制造实例六、注射模主要零件加工工艺规程的编制 1.型腔板的加工工艺过程
序号 1 2 3 4 5 6 7 8 工序名称锻造热处理刨平磨钳车钻钳
295mm×295mm×98 mm 退火工序内容刨六面至尺寸291mm×291mm×94mm、对角尺磨六面至尺寸290mm×290mm×93mm保证上下平面与四平面互相垂直,垂直度为0.01mm/10mm、对角尺以上下平面及一对相互垂直的侧基面为基准划各孔中心线车型腔孔,并按图纸要求加工出φ169.82mm,φ136.86mm,φ128.8mm,φ126.8mm的孔。
. ①钻绞2-Φ9孔,并锪两沉头孔2-Φ15, 并留出0.5mm的精加工余量。
②用深孔钻钻Φ14的孔,冷却水孔到要求。
①与件2,19,21,25配作,钻绞4-φ30的孔,锪4-φ36的沉头孔到要求,并留出0.5mm的精加工余量。
②与件2,3,19,21,25配合钻绞4-φ16.8的孔到要求③与件25,26,14配合钻铰4-
φ14的孔,同时按图上要求加工出4-φ15,留出0.5mm的精加工余量。
④配钻8-M12螺纹底孔,并攻丝到要求。
⑤按拉块位置钻2-M10螺纹底孔,并攻丝到
要求。
磨4-φ14,2-Φ9,φ169.82mm,φ136.86mm,φ128.8mm,φ126.8,2-Φ15 . 各孔到要求。
研型腔Ra0.1并镀铬抛光。
9 10 磨去毛刺
思考与练习:思考与练习:完成连续作业,设计注射模具。
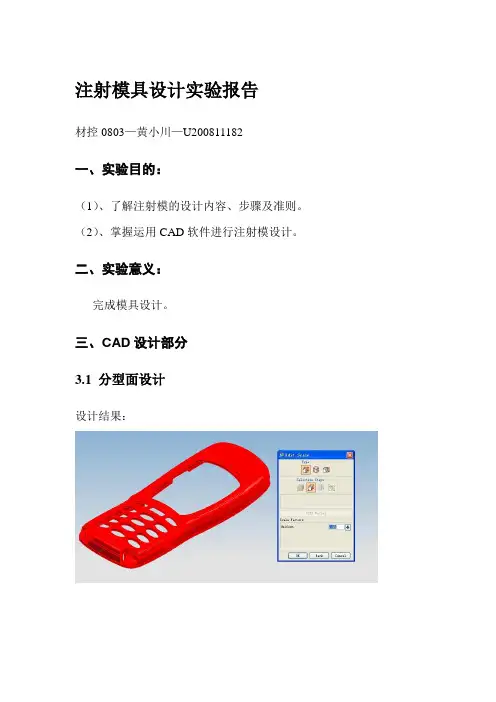
注射模具设计实验报告材控0803—黄小川—U200811182一、实验目的:(1)、了解注射模的设计内容、步骤及准则。
(2)、掌握运用CAD软件进行注射模设计。
二、实验意义:完成模具设计。
三、CAD设计部分3.1 分型面设计设计结果:图3-1 分型面设计结果设计依据说明:首先进行分型线设计,再将分型线沿一定方向扩展成分型面,此分型面要足够大,最后将需要缝合的部位自动缝合。
3.2 成形零部件结构设计设计结果:图3-2 成形零部件设计结果设计依据说明:制品的形状主要有型芯和型腔确定,因此在设计制品形状时,只要将型芯型腔设计好,基本上就可以确定制品的形状。
在设计型芯和型腔时是通过对其外廓包罗长方体进行布尔差运算得到。
3.3 模架设计设计结果:图3-3 模架设计结果设计依据说明:点击模架按钮,在目录下选择FUTABA_S,类型选择人SC,index=3050,之后点击标准件,选择人目录为FUTABA_MM,之后选择Ejector Pin Straight[EJ,EH,EQ,EA],CATALO_DIA=4.0。
这样就可以调入标准的动定模版、导柱导套、复位杆、动定模座板、模架。
3.4 浇注系统设计设计结果:图3-4 浇注系统设计结果设计依据说明:浇注系统主要有浇口、主流道忖套、主流道、分流道组成各部件可通过调用标准件得到。
3.5 抽芯机构和滑块设计设计结果:无设计依据说明:此模具不需要抽芯机构和滑块。
3.6 顶出、脱模机构设计设计结果:图3-5 顶出、脱模机构设计结果设计依据说明:根据制件的形状,采用对角顶出的形式,其主要部件包括推板,推板固定板,顶杆,复位杆等,顶杆在设计时应注意修剪掉超出的部分,其它部件一样通过调用标准件并修改相关参数得到。
3.7 冷却系统设计设计结果:图3-6 冷却设计结果设计依据说明:冷却系统采用两条冷却水道外加两条水道接头,设计较为简单。
3.8 模具总装图设计结果:图3-7 模具总装图(爆炸视图)设计依据说明:首先手动生成爆炸视图,之后再编辑爆炸视图,将每一个部件爆炸开来即可。
注射模设计开题报告注射模设计开题报告一、研究背景与意义近年来,随着工业技术的不断发展,注射模在制造业中扮演着重要的角色。
注射模设计的优劣直接影响着产品的质量和生产效率。
因此,注射模设计的研究和改进具有重要的理论和实践意义。
二、研究目标本研究旨在通过对注射模设计的深入研究,探索优化注射模设计的方法和技术,提高注射模的制造质量和生产效率,为相关行业的发展做出贡献。
三、研究内容1. 注射模设计的基本原理和流程通过对注射模设计的基本原理和流程进行分析和总结,建立起注射模设计的理论基础。
2. 注射模设计中的关键技术研究注射模设计中的关键技术,包括模具结构设计、材料选择、模具加工工艺等,探索如何在设计过程中合理应用这些技术,提高注射模的性能和效率。
3. 注射模设计的优化方法探索注射模设计的优化方法,如基于仿真的优化设计、基于人工智能的优化设计等,通过优化设计方法,提高注射模的设计效果和生产效率。
4. 注射模设计的案例分析通过对实际注射模设计案例的分析,总结经验和教训,为注射模设计提供实践指导。
四、研究方法1. 文献调研通过查阅相关文献和资料,了解注射模设计的研究现状和发展趋势,为研究提供理论依据。
2. 实验研究设计并进行一系列实验,验证注射模设计的理论和方法的可行性和有效性。
3. 数值模拟运用计算机辅助设计软件,进行注射模设计的数值模拟,评估设计方案的性能。
五、预期成果1. 注射模设计的理论基础和流程建立注射模设计的理论基础和流程,为注射模设计提供指导。
2. 注射模设计的关键技术和优化方法研究注射模设计的关键技术和优化方法,提出具体的设计方案和改进措施。
3. 注射模设计的案例分析分析实际注射模设计案例,总结经验和教训,为注射模设计提供实践指导。
六、研究进度安排1. 第一年:进行文献调研,了解注射模设计的研究现状和发展趋势。
2. 第二年:开展实验研究,验证注射模设计的理论和方法的可行性和有效性。
3. 第三年:进行数值模拟,评估设计方案的性能,并总结研究成果。