高品质热轧宽带中高碳钢的高精度轧制技术研究
- 格式:pdf
- 大小:298.31 KB
- 文档页数:5

中高碳钢成分及轧制工艺
中高碳钢是一种含有较高碳含量的钢种,通常含碳量范围在0.45%至0.85%之间。
中高碳钢的成分主要包括碳(C)、硅(Si)、锰(Mn)、磷(P)、硫(S)等元素。
其中,碳元素是其主
要合金元素,能够提高钢材的硬度和强度,但会降低延展性和可塑性。
硅元素能够提高钢材的抗腐蚀性能和硬度。
锰元素能够提高钢材的硬度、韧性和强度。
磷和硫元素是常见的杂质元素,会影响钢材的加工性能和机械性能,因此需要控制其含量在较低的水平。
中高碳钢的轧制工艺主要包括热轧和冷轧两种方式。
热轧是将钢坯加热至适当温度后进行轧制,常用于生产大型和中小型钢材。
热轧能够提高钢材的塑性、韧性和延展性,同时能够改善钢材的结构和性能。
冷轧是将热轧的钢材进行再次轧制,常用于生产薄板、带材、线材等细小尺寸的产品。
冷轧能够提高钢材的表面质量和尺寸精度,同时能够增加钢材的硬度和强度。
总之,中高碳钢的成分和轧制工艺会根据所需的性能要求和应用领域的不同而有所差异。
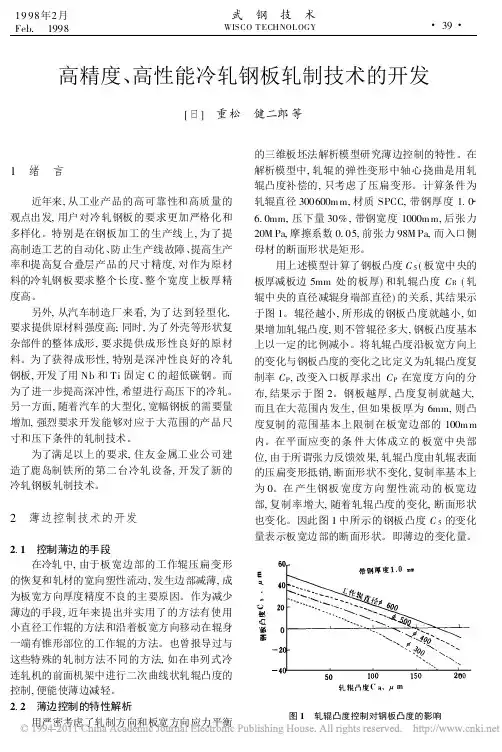
1998年2月Feb. 1998武 钢 技 术WISCO T ECHNOL OGY高精度、高性能冷轧钢板轧制技术的开发[日] 重松 健二郎等1 绪 言近年来,从工业产品的高可靠性和高质量的观点出发,用户对冷轧钢板的要求更加严格化和多样化。
特别是在钢板加工的生产线上,为了提高制造工艺的自动化、防止生产线故障、提高生产率和提高复合叠层产品的尺寸精度,对作为原材料的冷轧钢板要求整个长度、整个宽度上板厚精度高。
另外,从汽车制造厂来看,为了达到轻型化,要求提供原材料强度高;同时,为了外壳等形状复杂部件的整体成形,要求提供成形性良好的原材料。
为了获得成形性,特别是深冲性良好的冷轧钢板,开发了用Nb 和Ti 固定C 的超低碳钢。
而为了进一步提高深冲性,希望进行高压下的冷轧。
另一方面,随着汽车的大型化,宽幅钢板的需要量增加,强烈要求开发能够对应于大范围的产品尺寸和压下条件的轧制技术。
为了满足以上的要求,住友金属工业公司建造了鹿岛制铁所的第二台冷轧设备,开发了新的冷轧钢板轧制技术。
2 薄边控制技术的开发2.1 控制薄边的手段在冷轧中,由于板宽边部的工作辊压扁变形的恢复和轧材的宽向塑性流动,发生边部减薄,成为板宽方向厚度精度不良的主要原因。
作为减少薄边的手段,近年来提出并实用了的方法有使用小直径工作辊的方法和沿着板宽方向移动在辊身一端有锥形部位的工作辊的方法。
也曾报导过与这些特殊的轧制方法不同的方法,如在串列式冷连轧机的前面机架中进行二次曲线状轧辊凸度的控制,便能使薄边减轻。
2.2 薄边控制的特性解析用严密考虑了轧制方向和板宽方向应力平衡的三维板坯法解析模型研究薄边控制的特性。
在解析模型中,轧辊的弹性变形中轴心挠曲是用轧辊凸度补偿的,只考虑了压扁变形。
计算条件为轧辊直径300600m m,材质SPCC,带钢厚度1.0 6.0mm,压下量30%,带钢宽度1000m m,后张力20M Pa,摩擦系数0.05,前张力98M Pa,而入口侧母材的断面形状是矩形。
高精度轧制与控制冷却技术(课程报告)学号:***姓名:***专业:材料加工工程单位:***伴随着人们环保节能意识的增强,企业越来越重视在生产中运用先进工艺。
通过对生产工艺的改善,一方面可以提高产品的生产效率,降低生产成本;另一方面可以减少能耗,缓解环保压力。
轧制技术作为一种传统的加工工艺,过去对于我国钢铁行业的发展、崛起起到了巨大的推动作用。
时至今日,不少钢铁厂家仍以轧制产品生产为自己的主业;然而我们也应该看到,我国钢铁行业面临的主要问题:品种亟待升级,布局调整缓慢,能源环境原料约束增强,自主创新能力不强等。
在当前这样一个大行业整体萎靡不振的严峻形势下,钢铁企业需要重新审视自己发展战略,积极通过调整来应对困境。
对于这些产品以轧制为主的企业来讲,更需要抓住轧制工艺不断优化升级这样的一个有利时机,升级工艺,重回正轨。
轧制过程是由轧件和轧辊之间的摩擦力将轧件拉进不同旋转方向的轧辊之间使之产生塑性变形的过程。
通过轧制可以实现板带材、型材、管材的加工,各类材料对于轧制流程设计、设备构成、轧制精度有着不同的要求。
以在生产中所占份额较大的板带材的轧制为例:板带材在深加工中往往冲制成各种零部件,高的材厚度精度、优异的板形会降低冲模损耗,延长其寿命,同时,高精度板材在深加工过程中相应工件切削量也会减少,极大节约了原材料,减少了对于矿石能源的依赖。
可见,总结各种可以提高轧制精度的方法并逐步应用到生产中去,对于企业而言是非常有必要的。
在本次课程报告中,我将在课下查阅介绍轧制工艺新进展的相关文献基础上,结合课上朱老师所讲授的内容,对当前阶段轧制技术的发展特点加以介绍,以期为一些企业以后的生产提供借鉴。
1.热轧宽带中高碳钢的高精度轧制技术高碳钢中碳含量一般介于0.25%~1.25%,各种强化合金元素加入使得它具有高硬度及良好的韧性、耐磨性、红硬性等性能,热轧高碳钢在机械制造、航天航空以及汽车制造等领域都有着大量应用。
合金元素复杂,碳含量较高造成了高碳钢轧制变形抗力大,其厚度、板形的控制不易实现。
第二章国内外高精度轧制技术的现状及其发展轧制产品尺寸精度的提高会产生巨大的经济效益。
钢材应用部门连续化自动化作业的迅猛发展,除要求钢材的性能均匀一致外,还要求钢材尺寸精度的提高。
板带材主要用于冲制各种零部件,因此要求厚度精度高,板形平直,以利于提高冲模寿命和冲压件的精度。
板带材除对厚度和板形精度要求高外,由于板带要进行涂镀深加工,因而对钢板表面粗糙度也有特殊的要求。
高精度棒、线、型材和管材可以减少加工件切削量。
因此,轧制产品的高精度比是轧制技术发展的重要趋势之一。
20世纪60~70年代完成了轧钢设备的大型化、高速化、连续化和自动化。
80年代以来,轧制技术发展的主要目标是提高轧制精度、性能,扩大品种,降耗增效,并进一步扩大连续化范围。
我国在高精度轧制技术方面做了大量的研究开发工作,一方面对引进的高精度轧制技术进行消化、学习,在此基础上结合我国的实际情况,自行开发出一些有关提高产品精度的基础理论和实用的先进工艺及装备,其中有些技术已达到或超过国外的先进水平。
但总体来说,由于我国钢铁企业的工艺设备水平落后,高精度轧制技术与国外发达国家相比,差距还是较大的,我国现有轧机90%以上尚达不到国外先进水平。
因此,提高我国产品的高精度比是我国钢铁工业发展的当务之急。
高精度轧制最大的优点是节约钢材,可提高钢材利用率1~5%。
高精度轧制技术最终反映在产品的尺寸精度上,但为了提高产品的尺寸精度,必将涉及到原料、工艺、设备、控制、仪表检测、轧制理论以及生产管理诸方面因素。
本书将对有关高精度轧制技术做一个较全面而系统的介绍,以供广大读者参考。
第一节热轧板带技术传统热带轧机以其品种规格全、质量高的优势,仍占据汽车、家电、涂镀层、优质焊管等质量要求高的薄板市场,其新技术主要有:(1)连铸坯的直接热装(DHCR)和直接轧制(HDR),实现了两个工序间的连续化,具有节能、省投资、缩短交货期等一系列优点,效果显著;(2)在线调宽,采用重型立辊、定宽压力机实现大侧压,重型立辊每道次宽度压下量一般为150mm,定宽压力机每道次宽度压下量可达350mm以上;(3)宽度自动控制(AWC),宽度精度可达5mm以下;(4)液压厚度自动控制(AGC),带钢全长上的厚度精度已达到±30μm;(5)板形控制,研制开发了HC、CVC、PC等许多机型和板形仪,可实现板形的闭环控制;(6)控制轧制和控制冷却,使钢材具有所要求的金相组织和更好的力学性能;(7)卷板箱和保温罩,以减少温降,缩小带钢头尾温度差;(8)全液压卷取机,助卷辊、液压伸缩采用踏步控制,卷筒多级涨缩;(9)无头轧制,将粗轧后的带坯在中间辊道上焊接起来,在精轧机组实现全无头连续轧制。
探讨板带钢的高精度轧制技术作者:康茂林来源:《中国科技博览》2017年第14期[摘要]轧制产品尺寸精度的提高会产生巨大的经济效益。
钢材应用部门连续化自动化作业的迅猛发展,除要求钢材的性能均匀一致外,还要求钢材尺寸精度的提高。
板带材主要用于冲制各种零部件,因此要求厚度精度高,板形平直,以利于提高冲模寿命和冲压件的精度。
板带材除对厚度和板形精度要求高外,由于板带要进行涂镀深加工,因而对钢板表面粗糙度也有特殊的要求。
高精度棒、线、型材和管材可以减少加工件切削量。
因此,轧制产品的高精度比是轧制技术发展的重要趋势之一。
本文介绍了热轧除鳞技术、无头轧制等高精度轧制技术。
[关键词]薄板坯;高精度;除磷技术;无头轧制中图分类号:TG335.55 文献标识码:A 文章编号:1009-914X(2017)14-0023-011 薄板坯连铸连轧中的除鳞技术1.1 达涅利公司开发的板坯除鳞技术图1为达涅利公司分析氧化铁皮在轧钢过程各个阶段的生长情况。
达涅利公司的观点是,在隧道炉内形成的主要是由Fe3O4组成的一次氧化铁皮,可以由粗轧机前的主辊轧机入口侧的除鳞机消除;在立辊与粗轧机以及保温输送辊道与精轧机的除鳞机之间,仍会产生大量的二次氧化铁皮,其成分主要是Fe3O4和Fe2O3,可以由精轧机前的除鳞机消除;在精轧机除鳞箱到精轧终轧机架之间形成的三次氧化铁皮中FeO含量高,比较容易清除。
在此区段,带钢的表面会被压入的氧化铁皮损坏,而且精轧机的3架工作辊也会因它带来的磨损而被损坏。
由图1可知在不同的轧制阶段,氧化铁皮的组成比例和种类情况。
为了避免压入氧化铁皮的缺陷,达涅利公司在其薄板坯连铸连轧项目中采用了如下措施。
(1)限制中间坯厚度如果最后一个精轧机架的出口处条件(带钢温度、厚度和轧制速度)不变,中间坯越薄,在除鳞箱和F1之间以及在精轧机架间用的时间就越少。
因此,在达涅利公司的工艺技术中设置了粗轧机,其在美国的北极星钢厂甚至有两台粗轧的串列轧制一般可使板坯厚度从90mm减少到35mm。
超高强钢高效高精度轧制关键技术研发与应用在现代工业领域,超高强钢以其出色的性能,如高强度、高韧性和良好的耐腐蚀性,成为了众多关键结构和零部件的首选材料。
然而,要实现超高强钢的高效高精度轧制并非易事,这需要一系列关键技术的研发与应用。
超高强钢的轧制面临着诸多挑战。
首先,由于其高强度的特性,在轧制过程中需要施加极大的压力和扭矩,这对轧制设备的性能和稳定性提出了极高的要求。
其次,要保证轧制后的超高强钢具有高精度的尺寸和良好的表面质量,需要精确控制轧制工艺参数,如轧制温度、轧制速度和压下量等。
此外,超高强钢在轧制过程中的变形行为复杂,容易产生残余应力和微观组织不均匀等问题,影响产品的性能和质量。
为了解决这些问题,科研人员在超高强钢高效高精度轧制关键技术的研发方面付出了巨大的努力。
其中,先进的轧制设备研发是基础。
新型的轧机采用了更强大的驱动系统和更精确的控制装置,能够提供足够的轧制力和扭矩,同时实现对轧制过程的精准控制。
例如,采用液压伺服系统可以实时调整轧辊的位置和压力,确保轧制精度。
在轧制工艺优化方面,通过大量的实验和数值模拟研究,确定了最佳的轧制温度范围和轧制速度。
在合适的温度下进行轧制,可以降低超高强钢的变形抗力,提高轧制效率;而选择恰当的轧制速度,则能够保证轧制过程的稳定性和产品质量的一致性。
同时,对压下量的精确控制也是关键,合理的压下量分配可以有效地改善超高强钢的微观组织和性能。
此外,先进的在线检测和控制系统对于实现超高强钢的高效高精度轧制至关重要。
通过安装高精度的传感器,如温度传感器、压力传感器和位移传感器等,可以实时监测轧制过程中的各种参数,并将这些数据反馈给控制系统。
控制系统根据预设的工艺参数和实时监测数据,及时调整轧制设备的运行状态,实现闭环控制,从而确保轧制过程的稳定性和产品质量的可靠性。
在材料方面,研发新型的超高强钢种也是提高轧制效率和质量的重要途径。
通过优化合金成分和微观组织设计,开发出具有更好塑性和变形能力的超高强钢,降低轧制难度,提高产品的合格率。