船舶维修工艺流程图
- 格式:doc
- 大小:67.50 KB
- 文档页数:1

一、下料1.构件下料前的准备1.1熟悉构件图样技术要求、工艺要求,依据工艺精度要求,掌握余量加放及构件有无特殊公差要求等。
1.2钢板切割前准备1.2.1依据技术部下发的图样、工艺及材料清单到物资处领料,并取回相应材质单,检验无误,登记保管。
1.2.2钢板切割前调平。
1.2.3根据钢材等级用不同颜色的油漆进行相应的标识,其内容包括:炉批号、材质序号、构件编号。
相同的构件应标顺序号,并登记入册、报验。
一般普通强度船板用红颜色作标识,高强度船板用黄颜色作标识,超高强度钢板用绿色作标识。
1.3钢板坡口的切割1.3.1半自动切割时应先切直线,后切坡口,数切及等离子切割可直接切坡口。
1.3.2坡口角度、钝边高度应按相关坡口形式、相关技术要求加工,坡口角度有方位要求时,切割时防止切反,并在构件上标清朝向(例如向上、下、左、右、内、外等),详见坡口形式,附表一。
1.3.3 对接缝坡口割伤缺口不得≥1.5mm,如超差需补焊磨光。
1.3.4 对接坡口存在板厚差时,应开过渡坡口,坡口长度不得小于4倍板厚差。
二、装配1.胎架1.1 放地样,按工艺要求制造胎架。
1.2胎架应具有足够的强度,有条件的应生根,无条件生根的应加大胎架的刚度。
其平面度不大于2mm,并具有一定的高度,以便于施工。
2.换板2.1所换板的最小长度和宽度都应大于300mm。
2.2重要构件对接焊缝之间的平行距离应不小于300mm,对接焊缝与角接焊缝之间的平行距离应不小于50mm。
2.3 换板时需注意纵向排板(如主甲板,内底板等),如换板位置受换板尺寸、板幅所限,在征得验船师、船东同意后可横向排板。
2.4大面积换板时,应分批分段割换,并制订严格的割换顺序,原则上一次连续割换长度不应超过新板板材规格的长度。
2.5如沿原板缝切割换板,原板缝末端应顺延至少150mm,如不在原板缝则末端进行圆弧过渡,圆弧R≥10x板厚,且不小于100mm。
3.定位焊3.1板厚t<9mm,定位焊缝长度30~50㎜,间距250~300㎜。
船舶修理过程控制程序1 目的对船舶修理/改造工程项目实施过程控制,确保船舶修理/改造工程满足合同规定和法规要求,使船东满意。
2 适用范围适用于本公司船舶修理/改造全过程。
3 职责3.1 公司生产副总经理负责本公司船舶修理/改造生产的总体组织和协调,并确保其有效性。
3.2 修船生产部负责组织船舶修理/改造过程的实施,并对其有效性负责。
3.3 各车间负责船舶修理/改造工程项目的具体实施,并对修理/改造过程进行控制。
3.4 各职能部门负责按各自的职责对船舶修理/改造进行控制。
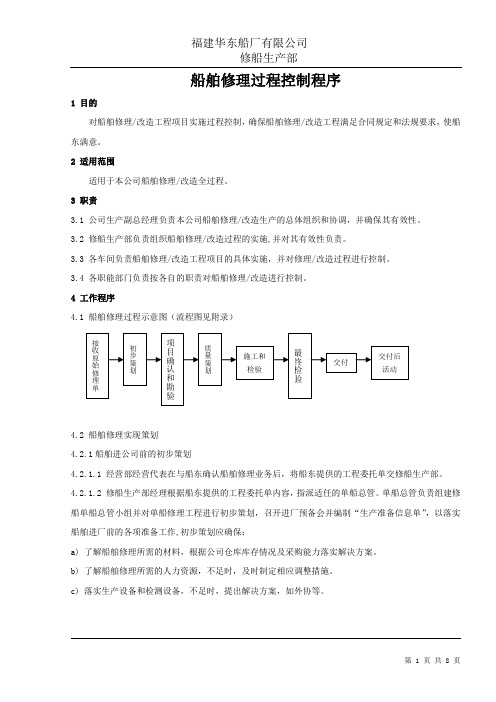
4 工作程序4.1 船舶修理过程示意图(流程图见附录)4.2 船舶修理实现策划4.2.1船舶进公司前的初步策划4.2.1.1 经营部经营代表在与船东确认船舶修理业务后,将船东提供的工程委托单交修船生产部。
4.2.1.2 修船生产部经理根据船东提供的工程委托单内容,指派适任的单船总管。
单船总管负责组建修船单船总管小组并对单船修理工程进行初步策划,召开进厂预备会并编制“生产准备信息单”,以落实船舶进厂前的各项准备工作,初步策划应确保:a) 了解船舶修理所需的材料,根据公司仓库库存情况及采购能力落实解决方案。
b) 了解船舶修理所需的人力资源,不足时,及时制定相应调整措施。
c) 落实生产设备和检测设备,不足时,提出解决方案,如外协等。
d) 落实船舶修理所需的文件、技术标准等。
e) 确定是否需在船舶进厂前进行工程勘验,并落实勘验人员。
f) 确定本次修理的疑难工程项目,以便勘验时重点关注。
g) 确定本次修理的安全注意事项。
4.2.1.3 对船舶修理要求评审后确认为特殊修理合同的船舶,当本公司现有的体系文件不足,难以控制产品实现时,由生产副总经理组织相关部门进行过程策划。
策划应确定如下事项:a) 特殊修理的质量目标得到确定;b) 所需建立的过程和文件得到满足;c) 所需的资源得到实现;d) 确定验证和接受准则;e) 环保、安全技术交底的内容;f) 对修理过程所要提供的质量、环保和安全记录作出规定。



船舶检验修理内容及流程船舶检验修理可是个很有趣又很重要的事儿呢!一、船舶检验的内容。
1. 外观检查。
咱先看看船的外观呗。
就像看一个人的外貌一样,船的外壳有没有刮痕呀,有没有生锈的地方。
像那些在海上跑了很久的船,海水的盐分可容易让船壳生锈啦。
还有船身上的那些标志,也得清楚完好才行呢,这就好比人的身份证得清晰可辨。
2. 结构检查。
船的结构那可太关键啦。
从船头到船尾,甲板、船舷、舱壁啥的都得仔细瞅瞅。
甲板不能有裂缝或者变形哦,不然船员在上面走就不安全啦。
舱壁要是不结实,那在海上遇到点风浪,船里的东西可就乱套了。
这就像房子的墙,要是歪了或者有洞,住在里面的人肯定不安心呀。
3. 设备检查。
船上有好多设备呢。
像导航设备,这可是船舶的眼睛,要是坏了,在大海里可就容易迷路啦。
还有通信设备,要是出问题了,在海上遇到紧急情况都没法求救呢。
发动机就更不用说了,这是船的心脏,得检查它的各个部件是不是正常运转,有没有漏油之类的情况。
就像咱们检查汽车的发动机一样,要是发动机不行,车就跑不动啦,船也一样呀。
4. 安全设备检查。
二、船舶修理的流程。
1. 确定修理项目。
当检验完发现问题后,就要确定哪些地方需要修理啦。
这就像我们生病去看医生,医生诊断完了就得确定治疗方案一样。
船东、船检师还有修理厂的人得一起商量,看看哪些问题是必须马上解决的,哪些可以缓一缓。
比如说,如果船壳只是有点小锈斑,可能简单处理一下就行,但要是有个大口子,那肯定得赶紧修。
2. 报价和预算。
修理厂根据确定的修理项目出一个报价。
这个报价得合理呀,不能漫天要价。
船东也得根据自己的预算来考虑,要是太贵了,可能就得再商量商量,看看有没有办法降低成本。
就像我们买东西一样,得货比三家,找到性价比最高的方案。
3. 签订修理合同。
当船东和修理厂都达成一致后,就签合同啦。
合同里得把修理的项目、价格、工期啥的都写清楚。
这就像是一个约定,双方都得按照合同来办事。
要是有一方违约了,那可就不好啦。
船舶及海洋工程用钢板 生产工艺流程图及工艺说明一、工艺流程图加热板坯组批、分切加热质量控制点 除鳞粗轧轧制激光测宽精轧轧制轧制质量控制点 层流冷却激光测厚矫直机矫直冷床冷却上、下表面检验剪切 成品检验、取样、理化检验修磨、复检成品质量控制点 成品标识收集入库板坯验收入库二、工艺说明工艺概述:船舶及海洋工程用连铸板坯经验收入库,根据生产需要对连铸板坯进行分切、组批。
连铸板坯入炉加热后,由辊道送至除鳞机除鳞,除鳞后进入粗轧机,完成粗轧后经激光测宽仪由辊道运送至精轧机。
精轧完成后根据工艺需要进行轧后层流冷却,经激光测厚仪由辊道运送至矫直机,矫直后由检验人员对钢板进行热检,钢板进入冷床自然冷却。
冷却的钢板经上表检验后经翻板机翻身进行下表检验和尺寸检验。
根据检验情况对钢板分断、切边、定尺剪切完成后进行成品检验、修磨、标识,最后由电磁吊收集入库。
1、加热制度1.1炉膛温度控制要求按表1执行(表1)技术参数钢级预热温度℃加热温度℃均热温度℃加热速度mm/min一般强度船体用A、B级钢板≥650 1180~1320 1180~1300 0.7~-0.9 注:使用温度监控系统进行监控,并进行记录。
2.1加热要求①加热速度根据坯料厚度确定,坯料越厚加热速度越慢。
②钢坯加热要烧匀烧透。
③控制炉膛压力处于微正压状态,防止炉头吸冷风。
④生产不正常造成停轧时,加热炉升降温度制度按表2执行。
(表2)停轧时间( h )炉温(℃)提前升温时间(min) 均热段加热段〈0.5 不变不变不变〈1 1200 1200 151-2 1100 1050 302-4 1080 1000 40>4 800 800 802、高压水粗除磷工艺要求2.1加热好的钢坯必须进行除磷,一次除磷不尽,可增加除磷道次。
2.2正常生产时,要保证各喷嘴通畅,高压水泵出口工作压力≥15Mpa。
3、四辊粗轧工艺技术操作要求3.1表面氧化铁皮必须除干净,除不干净不得轧制。
常规修理船舶管子工艺流程及必备知识常规船舶修理一般来讲涉及到铜工的流程为船上拆除---内场制作---船上安装,因此可以根据此三点来具体分析。
一、船上拆除1.拆除前的准备工作:a.确定主管与工长所交代的工作内容b.确定拆除该管子所传送的介质,包括与该系统相关联的阀、泵c.熟悉管子的基本走向及正反方向2.拆除中的注意事项:a.油管及易燃气体管拆除必须冷工作业b.热工作业的管道须考虑周围环境,做好防护措施,防止火花四溅c.法兰连接的管道须做好标识d.保护好特殊管道的法兰垫片3.拆除后的工作a.对渗漏的管道进行封堵b.配合起重工将管子吊车间二、内场制作1.支管制作的工艺要求a. 一般情况下尽可能做成垂直支管。
如图1所示;图1b. 尽可能避免做成斜支管,在不能避免的情况下应按管路顺流开斜支管。
如图2所示:图正确不正确c. 马鞍口下料(1)作图方法如图3所示。
图中D 外为总管外径,D ′内为支管内径,δ1为纸皮厚度,作图展开后的长度L = (D ′外+δ1)π。
(2)支管的切割应有斜角θ约为10°至30°。
θ图3图内外内(D′外+δ1)πd. 开支管孔(1) 总管上的支管孔应在支管马鞍口下料后,利用支管马鞍作靠模划线,支管孔边与划线的距离为S 。
如图5所示a 、双面焊接b 、单面焊接单面焊接时:S =δ + 1~2mm双面焊接时:S = 1.5δδ为支管壁厚图5(2) 支管孔直径小于40mm 时采用机械钻孔,支管孔大于40mm 时采用风焊割孔2. 法兰与管子的连接的工艺要求:如下图和表1所示。
表1 公称通径mmS1 (mm ) S2 (mm ) S3 (mm ) 100以下0.5-1 K+1 0-1 125-2501-2 K+1 0-1.5 300以上 3 K+1 0-2K:表示焊缝高度 =管子厚度 x 70%,焊缝高度不小于5mm。
(1)双面焊接a、所有动力管系均应双面焊接,如:燃油、滑油、淡水、海水、压缩空气、二氧化碳、蒸汽、液压等管系。
船舶建造修理流程一、船舶建造流程。
1. 设计阶段。
这就像是给船舶画一幅超级详细的蓝图。
设计师们要考虑好多好多东西呀,像船的用途、载货量或者载客量、航行的区域等等。
比如说,如果是在浅海航行的小货船,设计就和远洋大型邮轮完全不一样啦。
设计师们会在纸上或者电脑软件里把船的形状、结构、各个舱室的布局都规划好。
他们得保证船既结实又能合理利用空间,这就像是搭积木,每个部分都得恰到好处。
而且呢,还要考虑船的外观,毕竟大家都希望船看起来帅气一点嘛。
2. 材料准备。
有了设计图,接下来就是找材料啦。
这就像准备食材做饭一样。
钢材是船舶建造的主要材料,就像米饭对于一顿饭那么重要。
不同部位需要不同强度和特性的钢材哦。
除了钢材,还有各种辅助材料,像螺丝、螺母、密封材料之类的。
这些材料都要经过严格的质量检测,就像我们买菜的时候要挑新鲜的菜一样。
要是材料质量不好,那造出来的船可就像纸糊的一样,不安全啦。
3. 建造船台或船坞。
这是船舶开始成型的地方呢。
船台就像是一个大斜坡,工人叔叔们在上面一块一块地把钢材拼接起来。
船坞就像一个大盆子,把船在里面造起来。
在这个阶段,工人们要按照设计图精确地把龙骨铺设好,龙骨就像是船的脊梁骨,可重要啦。
然后再慢慢地把船的外壳和框架搭建起来,这个过程就像盖房子,一层一层地往上加,只不过盖的是一艘超级大的船。
4. 船舶设备安装。
船的外壳有了,就该给它装上各种“内脏”啦。
像发动机、导航系统、通讯设备等等。
发动机就像是船的心脏,没有它船就动不了。
导航系统呢,就像船的眼睛,能让船知道自己在哪里,要去哪里。
这些设备的安装可不能马虎,每个螺丝都要拧紧,每根线路都要接对。
这就像给人做手术,一点点差错都可能导致大问题。
5. 船舶涂装。
船造好了,得给它穿上漂亮的“衣服”呀。
涂装不仅是为了让船看起来好看,还能起到保护的作用呢。
就像我们涂防晒霜一样,防止船被海水腐蚀。
涂装的时候要注意均匀,不能这里厚那里薄,不然就像人穿了一件补丁衣服,不好看也不实用。
常规修理船舶管子工艺流程及其必备知识1. 检测和评估:首先需要对需要修理的管子进行检测和评估。
这包括检查管子的损坏程度、材质和尺寸,确定需要进行的修理工作。
2. 准备工作:在进行修理工作之前,需要进行一些准备工作。
这包括清理管子表面的污垢和生锈,以确保修理工作能够顺利进行。
同时还需要准备所需的工具和材料,例如焊接设备、切割工具、管子连接件等。
3. 切割和拆卸:对于需要更换或修复的管子部分,需要进行切割和拆卸工作。
这通常需要使用切割设备和工具进行精确的操作,以确保不会对周围的结构造成影响。
4. 焊接和连接:在进行管子的修理和更换时,需要进行焊接和连接工作。
这需要熟练的焊接技术和经验,以确保焊接接头的质量和强度。
5. 安装和定位:修理完成后,需要进行管子的安装和定位工作。
这需要准确的测量和布局,以确保管子能够正确连接并且与其他部件配合良好。
对于从事船舶管子修理工作的人员,需要具备以下必备知识和技能:1. 管道和管子的基本知识:了解不同类型的管道和管子,包括材质、尺寸、连接方式等。
2. 焊接技术:熟练掌握各种焊接技术,包括电弧焊、气体保护焊等,能够根据修理工作的需要选择合适的焊接方法。
3. 切割和拆卸技术:熟练使用切割和拆卸工具,能够进行精确的操作,并且了解不同材质管子的切割特点。
4. 质量控制:具备对焊接质量和管子连接质量进行评估和控制的能力,确保修理工作符合相关标准和要求。
5. 安全意识:具备良好的安全意识和操作规范,能够在修理工作中做好个人防护和环境保护。
总之,船舶管子的修理工作需要熟练的技术和丰富的经验,以确保修理工作的质量和安全。
只有具备了必备的知识和技能,修理工作才能顺利进行并得到满意的结果。
很高兴继续为您提供更多关于船舶管子修理的相关内容。
在这篇文章中,我将继续探讨船舶管子修理工艺流程和必备知识。
6. 资质和证书:从事船舶管子修理工作的人员需要具备相关的资质和证书,例如焊接技术、工程技术人员等级证书等。