常用钢号选用的焊接材料
- 格式:doc
- 大小:245.00 KB
- 文档页数:14
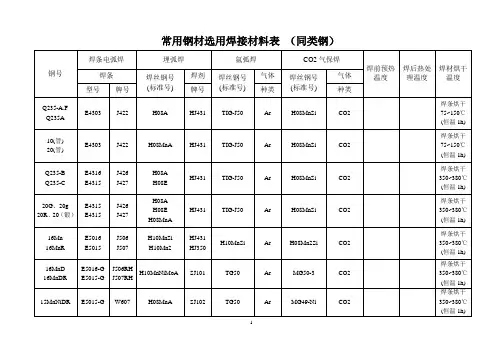
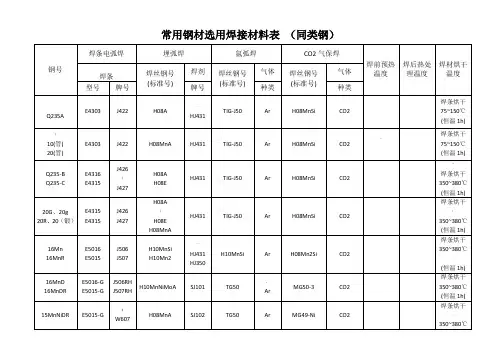
常用钢材选用焊接材料表(同类钢)常用钢材选用焊接材料表(同类钢)常用钢材选用焊接材料表(同类钢)常用钢材选用焊接材料表(异种钢)常用钢材选用焊接材料表(异种钢)常用钢材选用焊接材料表(异种钢)常用钢材选用焊接材料表(异种钢)常用钢材选用焊接材料表(异种钢)锅炉常用钢材钢号分类表容器常用钢材分类表容器常用钢材分类表(续)器常用钢材分类表(续)焊接材料选用标准2016-0518(代替2011-0816)151617181920焊接材料选用表中的注解(1) E4303(J422)焊条只适用于第一类压力容器中的非重要结构件.(2)序号2-3项钢号工件如果焊后需进行正火温度范围内热加工时,埋弧自动焊选用H10Mn2焊丝。
(3)SJ101烧结焊剂可用于序号5-7项钢号工件壳体纵、环缝窄间隙埋弧自动焊。
(4)E5515-G(J557) 焊条适用于焊后需进行正火温度范围内热加工的5项钢号的工件。
(5)序号5项钢号工件如果焊后需进行正火温度范围内热加工时,埋弧自动焊焊丝选用H08MnMoA焊丝;序号5-6项钢号当工件板厚≥60mm时,电渣焊选用H10Mn2MoA焊丝。
(6)序号6-7项,9项钢号工件,如果焊后需进行正火温度范围内热加工时,手弧焊选用E6015-D1(J607)焊条,埋弧自动焊选用H08Mn2MoA焊丝。
(7)序号11项钢号工件如果焊后需进行正火温度范围内热加工时,手弧焊应选用E7015-D2(J707)焊条,埋弧自动焊选用H08Mn2NiMoA焊丝,电渣焊选用焊丝原则:当壳体进行正火+回火热处理时选用H10Mn2NiMoA焊丝当壳体进行淬火+回火热处理时选用H10Mn2MoA焊丝(8)序号13项钢号工件,如果焊后需进行正火温度范围内热加工时,手弧焊应选用E7015-G(J707Ni)焊条,埋弧自动焊选用H10Mn2NiMoA焊丝。
(9)E7015-G(J707Ni)焊条亦适用于低温容器和要求冲击韧性高的重要结构。

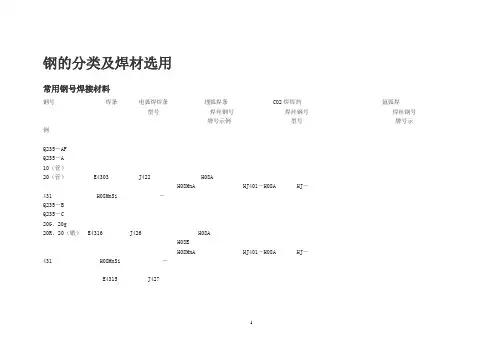
钢的分类及焊材选用常用钢号焊接材料钢号焊条电弧焊焊条埋弧焊条 CO2焊焊剂氩弧焊型号焊丝钢号焊丝钢号焊丝钢号牌号示例型号牌号示例Q235-AFQ235-A10(管)20(管) E4303 J422 H08AH08MnA HJ401-H08A HJ-431 H08MnSi -Q235-BQ235-C20G、20g20R、20(锻) E4316 J426 H08AH08EH08MnA HJ401-H08A HJ-431 H08MnSi - E4315 J42709MnD E5015-G W60709MnNiD09MnNiDR W707116Mn16MnR E5016 J506 H10MnSiH10Mn2 HJ401-H08AHJ-402-H10Mn2HJ404—H08MnA HJ431HJ350SJ101 H08Mn2SiA H10MnSi E5015 J50716MnD16MnDR E5016-G J506RHE5015-G J507RH15MnNiDR E5015-G W60715MnNbR E5516-G J556RH HJ404--H08MnA SJ101E5515-G J55715MnVR E5515-G J557 H08MnMoAH10MnSiH10Mn2 HJ401-H08AHJ-402-H10Mn2HJ404—H08MnA HJ431HJ350SJ101 H08Mn2SiA H08Mn2SiA 20MnMo E5015-G J507RH H10MnSiH10Mn2H08MnMoA HJ431HJ350E5515-G J55220MnMoD E5016-G J506RHE5015-G J507RHE5516-G J556RH13MnNiMoNiR E6016-D1 J606 H08Mn2MoA HJ402-H10Mn2 HJ350E6015-D1 J60718MnMoNbR E6015-D1 J607 H08Mn2MoA HJ250G20MnMoNb E6015-D1 J607 H08Mn2MoA HJ250G07MnCrMoVR08MnNiCrMoVD07MnNiCrMoVDr E6015-G J607RH * SJ10210Ni3MoVD E6015-G J607RH12CrMo12CrMoG E5515-B1 R207 H13CrMoA HJ402-H10Mn2HJ404-H08Mn2 HJ350SJ101HJ250G H08CrMoA 15CrMo15CrMoG15CrMoR E5515-B2 R307 H13CrMoA14Cr1MoR14Cr1Mo E5515-B2 R307H12Cr1MoV12Cr1MoVG E5515-B2-V R317 H08CrMoVA HJ402-H10Mn2 HJ350 H08CrMoVA 12Cr2Mo312Cr2Mo112Cr2MoG12Cr2Mo1R E6015-B3 R407 * *1Cr5Mo E5MoV-15 R5070Cr18Ni9 E308-16 A102 H0Cr21Ni10 HJ260 H0Cr21Ni10E308-15 A1070Cr18Ni9Ti1Cr18Ni9Ti E347-16 A132 H0Cr21Ni10Ti HJ260 H0Cr21Ni10Ti E347-15 A1370Cr17Ni12Mo2 E316-16 A202 H0Cr19Ni12Mo2 HJ260 H0Cr19Ni12Mo2 E316-15 A200Cr18Ni12Mo2Ti E316L-16 A022 H00Cr19Ni12Mo2 HJ260 H00Cr19Ni12Mo2 E318-16 A2120Cr19Ni13Mo3 E317-16 H0Cr20Ni14Mo300Cr19Ni10 E308L-16 A002 H00Cr21Ni10 HJ260 H00Cr21Ni10 00Cr17Ni14Mo2 E316L-16 A02200Cr19Ni13Mo3 E317L-16 A2420Cr13 E410-16 G202E410-15 G2074* 已有焊材但尚未列入标准常用钢号分类组类别号组别号钢号I I-1 Q235-A·F 、Q235-A 、Q235-B 、Q235-C 10(管)、20、20g 、20G 、20RII II-1II-2 16Mn 、16MnR、15MnVR 、15MnNbR 、20MnMoIII III-1 13MnNiMoNbR 、18MnMoNbR 、20MnMoNbIII-2 07MnCrMoVRIV IV-1 12CrMo 、12CrMoG 、15CrMo 、15CrMoG 、15CrMoR 、14Cr1Mo、14Cr1MoR 、12Cr1MoV 、12Cr1MoVG IV-2 12Cr2Mo 、12Cr2MoG、12Cr2Mo1、12Cr2Mo1RV V-1 1Cr2MoVI VI-1 09MnD 、09MnNiD 、09MnNiDRVI-2 16MnD 、16MnDR 、15MnNiDR 、20MnMoDVI-3 07MnNiCrMoVDR 、08MnNiCrMoVD 、10Ni3MoVDVII VII-1 1Cr18Ni9Ti 、0Cr18Ni9、0Cr18Ni10Ti 、00Cr19Ni10VII-2 0Cr17Ni12Mo2 、0Cr18Ni12Mo2Ti 、00Cr17Ni14Mo2、0Cr19Ni13Mo3 、00Cr19Ni13Mo3VIII VIII-1 0Cr135异种钢焊接焊材选择被焊钢材类别接头母材类别焊条埋弧焊氩弧焊备注电弧焊焊条型号焊丝钢号焊丝钢号焊剂牌号型号牌号碳素钢之间焊接 I+I E4303 J422 H08A HJ401-H08A HJ431 H08AE4315 J427碳素钢与强度型低合金钢的焊接 I+(II-1) E4303 J422 H08AH08MnA HJ401-H08A HJ431 H10MnSi E4315 J427I+(II-2) E4315 J427 H08MnA HJ401-H08A HJ431 H10MnSi E5015 J507I+(III-1)I+(III-2) E4315 J427 H08AH08MnA HJ401-H08A HJ431 H10MnSi E5015 J507碳素钢与耐热型低合金钢的焊接 I+IV E4315 J427 H08AH08MnA HJ401-H08A HJ431 H10MnSiI+V E4315 J427 H08AH08MnA HJ401-H08A HJ431 H10MnSi碳素钢与低温低合金钢 I+VI E4315 J427 H08AH08MnA HJ401-H08A HJ431 H10MnSi 强度型低合金钢的焊接 II+II E5015 J507 H08MnA6H10MnSi HJ401-H08A HJ431 H10MnSiE5515-G J557 HJ402-H10Mn2 HJ350强度型低合金钢的焊接 II+(III-1)II+(III-2) E5015 J507 H08MnAH10Mn2 HJ401-H08A HJ431 H10MnSiHJ402-H10Mn2 HJ350(II-2)+(III-1)(II-2)+(III-2) E5015 J507 H10Mn2H10MnSi HJ401-H08A HJ431E5515-G J557 HJ402-H10Mn2 HJ350强度型低合金钢与耐热型低合金钢 II+IV E5003 J502E5015 J507III+IV E5003 J502E5015 J507II+V E5015 J507E5515-G J557III+V E5015 J507E5515-G J557(IV-1)+(IV-2) E5515-B1 R207E5515-B3 R307E309-15 A307 H1Cr24Ni13 不热处理IV+V E5515-B1 R207 H13CrMoA E5515-B2 R307E5515-B2-V R317E6015-B3 R407E310-15 A40 H1Cr26Ni217珠光体耐热钢与铁素体不锈钢(I~IV)+VIII E309-16 A302 H1Cr24Ni13不热处理时采用E309-15 A307珠光体钢与奥氏体不锈钢的焊接 I+(VII-I) E309-16 A302 H1Cr24Ni13 HJ260 H1Cr24Ni13 E309-15 A307E309Mo-16 A312II+(VII-I) E309-16 A302 H1Cr24Ni13 HJ260 H1Cr24Ni13 E309Mo-16 A312III+(VII-I) E310-16 A402 H1Cr26Ni11 E310-15 A407IV+(VII-I) E309-16 A302 H1Cr24Ni13 E310-16 A402 H1Cr26Ni11 E310-15 A407 H1Cr26Ni11 V+(VII-I) E309-16 A302 H1Cr24Ni13 E310-16 A402 H1Cr26Ni11 E310-15 A407 H1Cr26Ni11 V+(VII-I) E309-16 A302 H1Cr24Ni13 E309-15 A3078常用焊材烘干干温度及保温时间类别牌号温度℃时间 h碳钢及低合金钢焊条 J422 150 1J426 300 1J427 350 1J502 150 1J506 J507 350 1J506RH J507RH 350~430 1J507MoW 350 1J557 350 1J556RH 400 1J606 J607 350 1J607RH 350~430 1J707 350 1J707RH 400 2低温钢焊条 W607 W707 350 1钼和铬钼耐热钢焊条 R207 R307 350 1R307H 400 1R317 R407 R507 350 1铬镍不锈钢焊条 A102 150 1A107 250 1A132 150 1A137 250 1A202 150 19A207 250 1 A002 A022 A212 A242 150 1 G202 150 1 G207 250 1 G302 150 1 G307 200~300 1 熔炼焊剂 HJ431 250 2 HJ350 HJ260 300~400 2 HJ250 300~350 2 烧结焊剂 SJ101 300~350 2 SJ102常用钢号号推荐预热温度钢号厚度 mm 预热温度℃20G 20R 20 20g 30~50 ≥50>50~100 ≥100>100 ≥15016MnD 09MnNiD16MnDR 09MnNiDR15MnNiDR ≥30≥501016Mn 16MnR15MnVR 15MnNbR 30~50 ≥100>50 ≥150 20MnMo20MnMoD08MnNiCrMoVR 任意厚度≥100 07MnCrMoVR07MnNiCrMoVDR 16~30 ≥60>30~40 ≥80>40~50 ≥100 13MnNiMoNbR 任意厚度≥150 18MnMoNbR 任意厚度≥180 20MnMoNb 任意厚度≥200 12CrMo 15CrMo12CrMoG 15CrMoR15CrMoG >10 ≥150 12Cr1MoV12Cr1MoVG14Cr1MoR14Cr1Mo12Cr2Mo 12Cr2Mo112Cr2MoG 12Cr2Mo1R >6 ≥200 1Cr5Mo 任意厚度≥25011常用钢号焊后热处理规范钢号焊后热处理温度最短保温时间电弧焊电渣焊10Q235A 20Q235B 20RQ235C 20G20g 600~640 (1)当焊后热处理厚度δ≤50MM时,为δ/25h,但最短≦0.25h(2)当焊后热处理厚度δ>50MM时,为2+0.25×(δ-50)/25h09MnD 580~62016MnR 600~640 900~930正火后,600~640回火16Mn 16MnD 16MnDR15MnVr 15MnNbR 540~58020MnMo 20MnMoD 580~62018MnMoNiR13MnNiMoNbR 600~640 950~980正火后,600~640回火20MnMoNb07MnCrMoVR07MnNiCrMoVDR08MnNiCrMoVD 550~5901209MnNiD 09MnNiDR15MnNiDR 540~58012CrMo12CrMoG ≥600(1)当焊后热处理厚度δ≤125MM时,为δ/25h,但最短≦0.25h(2)当焊后热处理厚度δ>125MM时,为5+0.25×(δ-125)/25h15CrMo15CrMoG15CrMoR ≥600 890~950正火后,≥600回火12Cr1MoV12Cr1MoVG14Cr1MoR14Cr1Mo ≥64012Cr2Mo12Cr2Mo112Cr2Mo1R12Cr2Mo1G ≥6601Cr5Mo ≥66013。

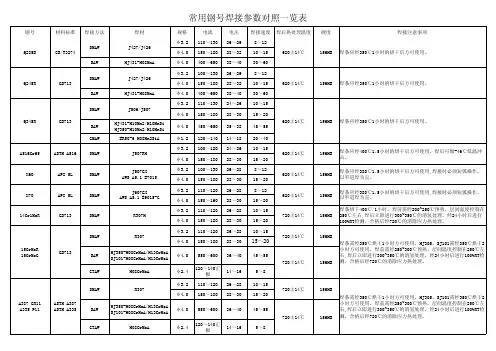
常用钢号焊接参数对照一览表钢号材料标准焊接方法焊材规格电流电压焊接速度焊后热处理温度硬度焊接注意事项Q235B GB/T3274SMAW J427/J426φ3.2110~13026~298~12620±14℃156HB焊条应经350℃1小时的烘干后方可使用。
φ4.0150~18028~3210~15SAW HJ431-H08MnAφ4.0400~65038~4030~60Q245R GB713SMAW J427/J426φ3.2100~13026~298~12620±14℃156HB焊条应经350℃1小时的烘干后方可使用。
φ4.0150~18028~3210~15SAW HJ431-H08MnAφ4.0400~65038~4030~60Q345R GB713SMAW J506/J507φ3.2110~13024~2610~15620±14℃156HB焊条应经350℃1小时的烘干后方可使用。
φ4.0150~18028~3015~20SAWHJ431-H10Mn2/H10MnSiHJ350-H10Mn2/H10MnSiφ4.0450~65035~3845~55GMAW ER50-6 H08Mn2SiAφ1.2120~14014~1820~40A516Gr65ASTM A516SMAW J507RH φ3.2100~12024~2610~15620±14℃156HB焊条应经400℃1.5小时的烘干后方可使用,焊后可做-46℃低温冲击。
φ4.0150~18028~3015~20X60API 5L SMAWJ507GXAWS A5.1 E7015φ3.2100~13026~288~12620±14℃156HB焊条应经380℃1.5小时的烘干后方可使用,焊接时必须短弧操作,以窄道焊为宜。
φ4.0150~18028~3015~20X70API 5L SMAWJ607GXAWS A5.1 E9015-Gφ3.2110~12026~288~12620±14℃156HB焊条应经380℃1.5小时的烘干后方可使用,焊接时必须短弧操作,以窄道焊为宜。


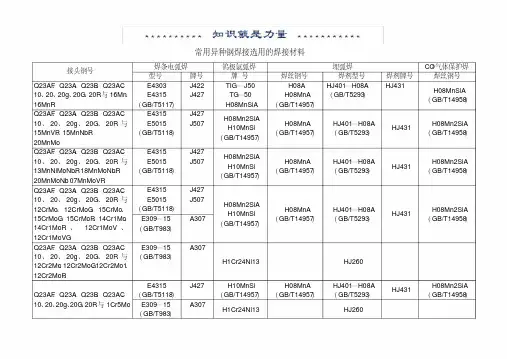
表1 常用钢号推荐选用的焊接材料1 常用钢号推荐选用的焊接材料1 常用钢号推荐选用的焊接材料1 常用钢号推荐选用的焊接材料1 常用钢号推荐选用的焊接材料完JB/T4709—2000表2 常用钢号分类分组5.2坡口制备5.2.1碳素钢和标准抗拉强度下限值不大于540MPa的强度型低合金钢可采用冷加工方法,也可采用热加工方法制备坡口;5.2.2耐热型低合金钢和高合金钢、标准抗拉强度下限值大于540MPa的强度型低合金钢,宜采用冷加工方法;若采用热加工方法,对影响焊接质量的表面层,应用冷加工方法去除;5.3焊接坡口应保持平整,不得有裂纹、分层、夹杂等缺陷,形式和尺寸应符合相应规定;5.4坡口表面及两侧以离坡口边缘的距离计焊条电弧焊各10mm,埋弧焊、气体保护焊各20mm,电渣焊各40mm应将水、铁锈、油污、积渣和其它有害杂质清理干净;5.5为防止沾附焊接飞溅,奥氏体高合金钢坡口两侧各100mm范围内应刷涂料;5.6焊条、焊剂按规定烘干、保温,常用焊材烘干温度及保持时间见表4;焊丝需去除油、锈;保护气体应保持干燥;5.7预热5.7.1根据母材的化学成份、焊接性能、厚度、焊接接头的拘束程度、焊接方法和焊接环境等综合考虑是否预热,必要时通过试验确定;常用钢号推荐的预热温度见表5;5.7.2不同钢号相焊时,预热温度按预热温度要求较高的钢号选取;5.7.3采取局部预热时,应防止局部应力过大;预热的范围为焊缝两侧各不小于焊件厚度的3倍,且不小于100mm;表3 不同钢号相焊推荐选用焊接材料表不同钢号相焊推荐选用焊接材料表—表3 不同钢号相焊推荐选用焊接材料表表3不同钢号相焊推荐选用焊接材料表不同钢号相焊推荐选用焊接材料表完JB/T4709—2000表4 常用焊材烘干温度及保持时间JB/T4709—2000表5 常用钢号推荐的预热温度5.7.4需要预热的焊件在整个焊接过程中应不低于预热温度;5.7.5当用热加工法下料、开坡口、清根、开槽或施焊临时焊缝时,亦需考虑预热要求;5.8焊接设备及辅助装备等应处于正常工作状态,安全可靠,仪表应定期校验;5.9组对定位5.9.1组对时,坡口间隙、错边量、棱角度等应符合规定;5.9.2尽量避免强力组装,定位焊缝间距要符合规定;5.9.3焊接接头拘束度大时,推荐采用抗裂性能更好的焊条施焊;5.9.4定位焊缝不得有裂纹,否则应清除重焊;如存在气孔、夹渣时亦应去除;5.9.5熔入永久焊缝内的定位焊缝两端应便于接弧,否则应予修整;6焊接焊前应按接头编制焊接工艺规程推荐表格见附录B,焊工应按图样、工艺文件、技术标准施焊;。
常用焊接材料选用表一、一般情况下的焊材选用注:(1)焊接二、三类容器承压焊缝时,必须选用结427焊条。
(2)对于16MnR、15MnVR钢,在下列情况之一者,必须选用J507焊条:a)产品工作压力:Pg≥16Kg/cm2的容器承压焊缝;b)产品工作温度:T≤-20℃的容器承压焊缝;c)盛装液化石油气等易燃介质容器的承压焊缝;d)筒体板厚δ≥20mm,且整个焊缝厚度全部由手工焊完成的承压焊缝,包括接管外补强圈的外角缝。
(对于板厚δ≥20mm的筒体环缝自动焊手工焊打底焊缝除外);e)焊接操作环境温度低于0℃时,除上述情况外,均可选用J502焊条施焊(包括δ≥20mm的自动焊手工打底焊缝)。
(3)对于16MnR、15MnVR钢的自动焊丝选用如下:当需要预热焊接时(即16MnR δ>30mm,15MnVR δ>28mm)均需选用高档的焊材。
16MnR应选用H10MnSi;15MnVR 应选用H108MnMoA,否则选用低档焊丝。
(4)18MnMoNbR自动焊时,本选用250焊剂,但鉴于目前国内不生产该种焊剂,故采用250G焊剂代用。
(5)与之相对应的美国牌号为:ASTM A387-72a标准中:A387BASTM A387-74a标准中:A387Gr12(6)与之相对应的美国牌号为:ASTM A387-72a标准中:A387DASTM A387-74a标准中:A387Gr22(7)a) 按化学成分对照,SUS403相当于我国钢号1Cr13;SUS405相当于我国钢号0Cr13,但鉴于我厂订货要求SUS403板含碳量均≤0.08%,故相当于0Cr13。
b) 表中所列的奥302焊条只限于复合板的复层材质为SUS403、SUS405或板厚δ≤6mm的单层钢板焊接时所用。
其它情况下应另行考虑焊材。
二、复合钢板焊接情况下的焊材选用三、异种钢板焊接情况下的焊材选用四、当封头或筒体需要经过正火处理或相当于正火温度下加热(热冲压成型)时,若封头拼板缝或筒体纵缝是用埋弧自动焊接时为保证焊缝强度不低于母材,其自动焊丝不能按表1选取,而应按表4选用。
锅炉常用钢材及焊接材料选用表注:1、焊接厚壁件、高强度部件时,需进行必要的消氢处理。
处理温度约400℃左右。
厚件在焊接时,必需进行焊前预热烘干,进行去水,水在高温情况下会分解成H、O,焊件冷了以后,会出现延迟裂纹。
2、焊条名称各部分的意义:如:奥307 奥----奥氏体,30-----强度为30Kg/cm2 ,7---碱性焊条。
选择焊条时,对同种钢接头,焊条强度应高于母材,异种钢接头,为介于两种母材之间。
碱性焊条只能用直流焊接(因交流焊接电流正弦波动)3、在现场如集箱管接头出现质量问题,条件又不能进行热处理时,可采用Ni基焊条进行焊接。
4、如焊接的是阀门阀体,可采用新堆507MoNi(T〈450℃)或者用堆802焊条,焊接时焊件需加热至400℃。
5焊件金属材料前用一个0时,其含碳量低于0.1%,前用两个0时,其含碳量低于0.03%6搞清楚各种钢的晶体结构。
7汽包为BHW35时,汽包与碳钢的焊接用结557,无法预热时用奥507。
管接头焊缝(A-M型)DG2515-83HI型适用于高压、超高压、亚临界锅炉的锅筒、集箱上的d H为Φ14~28mm,S=2.5~5mm 管接头角焊缝和再热器集箱上的d H为Φ32~51mm,S=3~5管接头角焊缝的手工电弧焊接。
DG2515-83IJ型适用于低、中压锅炉锅筒和集箱管接头的手工电弧焊接。
K型适用于中、高、超高压及来临界锅炉Φ108~219mm锅筒和集箱管接头的手工电弧焊接。
锅炉用金属材料相关知识汇总1、实际金属晶体中的缺陷(1)点缺陷:点缺陷指长、宽、高尺寸都很小的一咱缺陷,它包括两种主要形式:晶格空位,间隙原子和外来原子的溶入。
金属原子的热振动是造成点缺陷的原因。
(2)线缺陷是在晶体的某一平面上,沿着某一方向,伸展开来呈线状的一种缺陷。
(3)面缺陷2、材料的强度指标(1)比例极限:能恢复原形σP变形随应力按比例变化。
(2)弹性极限:不按比例变化σb能恢复原形。
精心整理表1常用钢号推荐选用的焊接材料
JB/T4709—2000
表2常用钢号分类分组
质清理干净。
5.5为防止沾附焊接飞溅,奥氏体高合金钢坡口两侧各100mm范围内应刷涂料。
5.6焊条、焊剂按规定烘干、保温,常用焊材烘干温度及保持时间见表4;焊丝需
去除油、锈;保护气体应保持干燥。
5.7预热
5.7.1根据母材的化学成份、焊接性能、厚度、焊接接头的拘束程度、焊接方法和
焊接环境等综合考虑是否预热,必要时通过试验确定。
常用钢号推荐的预热温度见表5。
5.7.2不同钢号相焊时,预热温度按预热温度要求较高的钢号选取。
5.7.3采取局部预热时,应防止局部应力过大。
预热的范围为焊缝两侧各不小于焊
件厚度的3倍,且不小于100mm。
表
表3不同
钢号相焊推荐选用焊接材料表
表3不同钢号
相焊推荐选用焊接材料表
)
JB/T4709—2000
表4常用焊材烘干温度及保持时间
JB/T4709—2000
表5常用钢号推荐的预热温度
5.8
5.9
5.9.3焊接接头拘束度大时,推荐采用抗裂性能更好的焊条施焊。
5.9.4定位焊缝不得有裂纹,否则应清除重焊。
如存在气孔、夹渣时亦应去除。
5.9.5熔入永久焊缝内的定位焊缝两端应便于接弧,否则应予修整。
6焊接
6.1焊前应按接头编制焊接工艺规程(推荐表格见附录B),焊工应按图样、工艺文件、技术标准施焊。