不同钢号相焊推荐选用焊接材料表
- 格式:doc
- 大小:59.00 KB
- 文档页数:2

整理.一、一般情况下的焊材选用表1.(续表1).(续表1).(续表1).注:(1)焊接二、三类容器承压焊缝时,必须选用结427焊条。
(2)对于16MnR、15MnVR钢,在下列情况之一者,必须选用J507焊条:a)产品工作压力:Pg≥16Kg/cm2的容器承压焊缝;b)产品工作温度:T≤-20℃的容器承压焊缝;c)盛装液化石油气等易燃介质容器的承压焊缝;d)筒体板厚δ≥20mm,且整个焊缝厚度全部由手工焊完成的承压焊缝,包括接管外补强圈的外角缝。
(对于板厚δ≥20mm的筒体环缝自动焊手工焊打底焊缝除外);e)焊接操作环境温度低于0℃时,除上述情况外,均可选用J502焊条施焊(包括δ≥20mm的自动焊手工打底焊缝)。
(3)对于16MnR、15MnVR钢的自动焊丝选用如下:当需要预热焊接时(即16MnR δ>30mm,15MnVR δ>28mm)均需选用高档的焊材。
16MnR应选用H10MnSi;15MnVR应选用H108MnMoA,否则选用低档焊丝。
(4)18MnMoNbR自动焊时,本选用250焊剂,但鉴于目前国内不生产该种焊剂,故采用250G焊剂代用。
.(5)与之相对应的美国牌号为:ASTM A387-72a标准中:A387BASTM A387-74a标准中:A387Gr12(6)与之相对应的美国牌号为:ASTM A387-72a标准中:A387DASTM A387-74a标准中:A387Gr22(7)a) 按化学成分对照,SUS403相当于我国钢号1Cr13;SUS405相当于我国钢号0Cr13,但鉴于我厂订货要求SUS403板含碳量均≤0.08%,故相当于0Cr13。
b) 表中所列的奥302焊条只限于复合板的复层材质为SUS403、SUS405或板厚δ≤6mm的单层钢板焊接时所用。
其它情况下应另行考虑焊材。
.二、复合钢板焊接情况下的焊材选用(表2).三、异种钢板焊接情况下的焊材选用表3.续表3四、当封头或筒体需要经过正火处理或相当于正火温度下加热(热冲压成型)时,若封头拼板缝或筒体纵缝是用埋弧自动焊接时为保证焊缝强度不低于母材,其自动焊丝不能按表1选取,而应按表4选用。
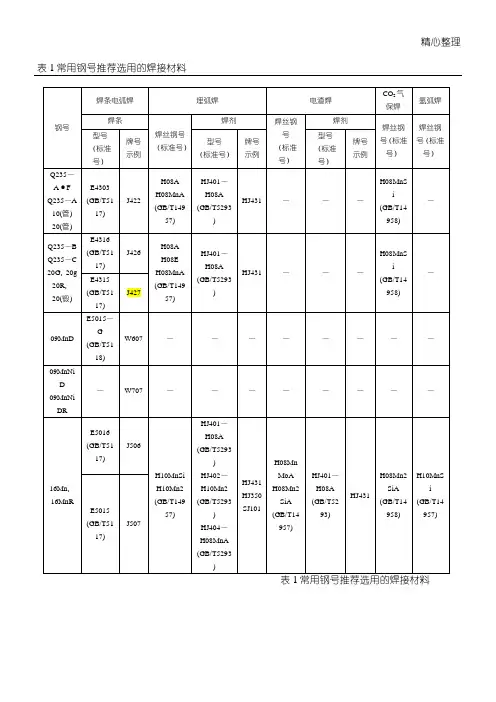
精心整理表1常用钢号推荐选用的焊接材料
JB/T4709—2000
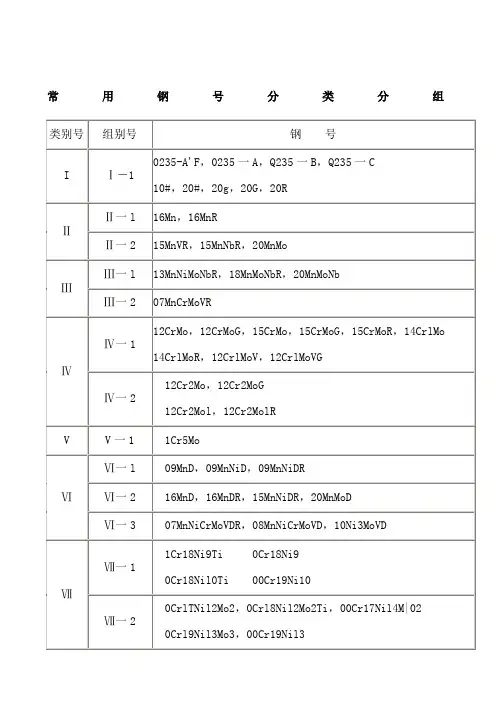
表2常用钢号分类分组
清理干净。
5.5为防止沾附焊接飞溅,奥氏体高合金钢坡口两侧各100mm范围内应刷涂料。
5.6焊条、焊剂按规定烘干、保温,常用焊材烘干温度及保持时间见表4;焊丝需
去除油、锈;保护气体应保持干燥。
5.7预热
5.7.1根据母材的化学成份、焊接性能、厚度、焊接接头的拘束程度、焊接方法
和焊接环境等综合考虑是否预热,必要时通过试验确定。
常用钢号推荐的预热温度见表5。
5.7.2不同钢号相焊时,预热温度按预热温度要求较高的钢号选取。
5.7.3采取局部预热时,应防止局部应力过大。
预热的范围为焊缝两侧各不小于
焊件厚度的3倍,且不小于100mm。
表
表3不同
钢号相焊推荐选用焊接材料表
表3不同钢号
相焊推荐选用焊接材料表
)
JB/T4709—2000
表4常用焊材烘干温度及保持时间
JB/T4709—2000
表5常用钢号推荐的预热温度
5.9组对定位
5.9.1组对时,坡口间隙、错边量、棱角度等应符合规定。
5.9.2尽量避免强力组装,定位焊缝间距要符合规定。
5.9.3焊接接头拘束度大时,推荐采用抗裂性能更好的焊条施焊。
5.9.4定位焊缝不得有裂纹,否则应清除重焊。
如存在气孔、夹渣时亦应去除。
5.9.5熔入永久焊缝内的定位焊缝两端应便于接弧,否则应予修整。
6焊接
6.1焊前应按接头编制焊接工艺规程(推荐表格见附录B),焊工应按图样、工艺文件、技术标准施焊。

建筑施工# 常用钢材选用焊接材料表(同类钢)钢号焊条电弧焊埋弧焊氩弧焊CO2气保焊焊前预热温度焊后热处理温度焊材烘干温度焊条焊丝钢号(标准号)焊剂焊丝钢号(标准号)气体焊丝钢号(标准号)气体型号牌号牌号种类种类Q235-A.F Q235A E4303 J422 H08A HJ431 TIG-J50 Ar H08MnSi CO2焊条烘干75~150℃(恒温1h)10(管) 20(管) E4303 J422 H08MnA HJ431 TIG-J50 Ar H08MnSi CO2焊条烘干75~150℃(恒温1h)Q235-B Q235-C E4316E4315J426J427H08AH08EHJ431 TIG-J50 Ar H08MnSi CO2焊条烘干350~380℃(恒温1h)20G、20g 20R、20(锻)E4315E4315J426J427H08AH08EH08MnAHJ431 TIG-J50 Ar H08MnSi CO2焊条烘干350~380℃(恒温1h)16Mn 16MnR E5016E5015J506J507H10MnSiH10Mn2HJ431HJ350H10MnSi Ar H08Mn2Si CO2焊条烘干350~380℃(恒温1h)16MnD 16MnDR E5016-GE5015-GJ506RHJ507RHH10MnNiMoA SJ101 TG50 Ar MG50-3 CO2焊条烘干350~380℃(恒温1h)建筑施工#15MnNiDR E5015-G W607 H08MnA SJ102 TG50 Ar MG49-Ni CO2焊条烘干 350~380℃ (恒温1h)常用钢材选用焊接材料表(同类钢)钢号焊条电弧焊埋弧焊 氩弧焊 CO2气保焊 焊前预热温度 焊后热处理温度 焊材烘干温度焊条 焊丝钢号 (标准号)焊剂 焊丝钢号 (标准号)气体 焊丝钢号 (标准号)气体 型号牌号牌号种类种类12CrMoE5515-B1R207H08CrMoA HJ350TIG-R30 ArH08CrMnSiMoCO2150-250℃ 650~700℃焊条烘干 380~420℃ (恒温1.5h) 15CrMo E5515-B2 R307 H13CrMoAHJ350 SJ103 ER55-B2 ER55-B2LAr ER55-G CO2 150-250℃ 650~700℃焊条烘干 380~420℃ (恒温1.5h) 12Cr1MoVE5515-B2-VR317 H08CrMoV A HJ350 ER55B2MnV Ar 200-300℃ 650~700℃焊条烘干 380~420℃ (恒温1.5h) 1Cr5Mo E5MoV-15 R507 H0Cr5Mo Ar 200-300℃ 760±10℃焊条烘干 380~420℃ (恒温1.5h) 0Cr18Ni9E308-16 E308-15 A102 A107H0Cr21Ni10 HJ260 H0Cr21Ni10 ArA102.A107 150℃1h 250℃1h建筑施工#0Cr18Ni10Ti 1Cr18Ni9Ti E437-16 E437-15 A132 A137 H0Cr21Ni10TiHJ260H0Cr21Ni10TiArA132.A137 150℃1h 250℃1h 0Cr17Ni12Mo2E316-16 E316-15 A202 A207 H0Cr19Ni12Mo2HJ260H0Cr19Ni12Mo2ArA202.A207 150℃1h 250℃1h常用钢材选用焊接材料表 (同类钢)钢号焊条电弧焊埋弧焊 氩弧焊CO2气保焊焊前预热温度 焊后热处理温度 焊材烘干温度焊条 焊丝钢号 (标准号)焊剂 焊丝钢号 (标准号)气体 焊丝钢号 (标准号)气体 型号牌号牌号种类 种类0Cr18Ni12Mo2E316L-16 E318-16A022 A212H00Cr19Ni 12Mo2HJ260H00Cr19Ni 12Mo2ArA022.A212 150℃1h00Cr19Ni10 E308L-16 A002 H00Cr21Ni10 HJ260 H00Cr21Ni10 ArA002 150℃1h。


实用标准文档大全一、一般情况下的焊材选用文档大全文档大全文档大全注:(1)焊接二、三类容器承压焊缝时,必须选用结427焊条。
(2)对于16MnR、15MnVR钢,在下列情况之一者,必须选用J507焊条:a)产品工作压力:Pg≥16Kg/cm2的容器承压焊缝;b)产品工作温度:T≤-20℃的容器承压焊缝;c)盛装液化石油气等易燃介质容器的承压焊缝;d)筒体板厚δ≥20mm,且整个焊缝厚度全部由手工焊完成的承压焊缝,包括接管外补强圈的外角缝。
(对于板厚δ≥20mm的筒体文档大全环缝自动焊手工焊打底焊缝除外);e)焊接操作环境温度低于0℃时,除上述情况外,均可选用J502焊条施焊(包括δ≥20mm的自动焊手工打底焊缝)。
(3)对于16MnR、15MnVR钢的自动焊丝选用如下:当需要预热焊接时(即16MnR δ>30mm,15MnVR δ>28mm)均需选用高档的焊材。
16MnR应选用H10MnSi;15MnVR应选用H108MnMoA,否则选用低档焊丝。
(4)18MnMoNbR自动焊时,本选用250焊剂,但鉴于目前国内不生产该种焊剂,故采用250G焊剂代用。
(5)与之相对应的美国牌号为:ASTM A387-72a标准中:A387BASTM A387-74a标准中:A387Gr12(6)与之相对应的美国牌号为:ASTM A387-72a标准中:A387DASTM A387-74a标准中:A387Gr22(7) a) 按化学成分对照,SUS403相当于我国钢号1Cr13;SUS405相当于我国钢号0Cr13,但鉴于我厂订货要求SUS403板含碳量均≤0.08%,故相当于0Cr13。
b) 表中所列的奥302焊条只限于复合板的复层材质为SUS403、SUS405或板厚δ≤6mm的单层钢板焊接时所用。
其它情况下应另行考虑焊材。
文档大全二、复合钢板焊接情况下的焊材选用文档大全三、异种钢板焊接情况下的焊材选用文档大全文档大全四、当封头或筒体需要经过正火处理或相当于正火温度下加热(热冲压成型)时,若封头拼板缝或筒体纵缝是用埋弧自动焊接时为保证焊缝强度不低于母材,其自动焊丝不能按表1选取,而应按表4选用。


常用焊接材料选用表一、一般情况下的焊材选用注:(1)焊接二、三类容器承压焊缝时,必须选用结427焊条。
(2)对于16MnR、15MnVR钢,在下列情况之一者,必须选用J507焊条:a)产品工作压力:Pg≥16Kg/cm2的容器承压焊缝;b)产品工作温度:T≤-20℃的容器承压焊缝;c)盛装液化石油气等易燃介质容器的承压焊缝;d)筒体板厚δ≥20mm,且整个焊缝厚度全部由手工焊完成的承压焊缝,包括接管外补强圈的外角缝。
(对于板厚δ≥20mm的筒体环缝自动焊手工焊打底焊缝除外);e)焊接操作环境温度低于0℃时,除上述情况外,均可选用J502焊条施焊(包括δ≥20mm的自动焊手工打底焊缝)。
(3)对于16MnR、15MnVR钢的自动焊丝选用如下:当需要预热焊接时(即16MnR δ>30mm,15MnVR δ>28mm)均需选用高档的焊材。
16MnR应选用H10MnSi;15MnVR 应选用H108MnMoA,否则选用低档焊丝。
(4)18MnMoNbR自动焊时,本选用250焊剂,但鉴于目前国内不生产该种焊剂,故采用250G焊剂代用。
(5)与之相对应的美国牌号为:ASTM A387-72a标准中:A387BASTM A387-74a标准中:A387Gr12(6)与之相对应的美国牌号为:ASTM A387-72a标准中:A387DASTM A387-74a标准中:A387Gr22(7)a) 按化学成分对照,SUS403相当于我国钢号1Cr13;SUS405相当于我国钢号0Cr13,但鉴于我厂订货要求SUS403板含碳量均≤0.08%,故相当于0Cr13。
b) 表中所列的奥302焊条只限于复合板的复层材质为SUS403、SUS405或板厚δ≤6mm的单层钢板焊接时所用。
其它情况下应另行考虑焊材。
二、复合钢板焊接情况下的焊材选用三、异种钢板焊接情况下的焊材选用四、当封头或筒体需要经过正火处理或相当于正火温度下加热(热冲压成型)时,若封头拼板缝或筒体纵缝是用埋弧自动焊接时为保证焊缝强度不低于母材,其自动焊丝不能按表1选取,而应按表4选用。
常用钢材选用焊接材料表(同类钢)常用钢材选用焊接材料表(同类钢)常用钢材选用焊接材料表(同类钢)常用钢材选用焊接材料表(异种钢)常用钢材选用焊接材料表(异种钢)常用钢材选用焊接材料表(异种钢)常用钢材选用焊接材料表(异种钢)常用钢材选用焊接材料表(异种钢)锅炉常用钢材钢号分类表容器常用钢材分类表容器常用钢材分类表(续)器常用钢材分类表(续)焊接材料选用标准2016-0518(代替2011-0816)151617181920焊接材料选用表中的注解(1) E4303(J422)焊条只适用于第一类压力容器中的非重要结构件.(2)序号2-3项钢号工件如果焊后需进行正火温度范围内热加工时,埋弧自动焊选用H10Mn2焊丝。
(3)SJ101烧结焊剂可用于序号5-7项钢号工件壳体纵、环缝窄间隙埋弧自动焊。
(4)E5515-G(J557) 焊条适用于焊后需进行正火温度范围内热加工的5项钢号的工件。
(5)序号5项钢号工件如果焊后需进行正火温度范围内热加工时,埋弧自动焊焊丝选用H08MnMoA焊丝;序号5-6项钢号当工件板厚≥60mm时,电渣焊选用H10Mn2MoA焊丝。
(6)序号6-7项,9项钢号工件,如果焊后需进行正火温度范围内热加工时,手弧焊选用E6015-D1(J607)焊条,埋弧自动焊选用H08Mn2MoA焊丝。
(7)序号11项钢号工件如果焊后需进行正火温度范围内热加工时,手弧焊应选用E7015-D2(J707)焊条,埋弧自动焊选用H08Mn2NiMoA焊丝,电渣焊选用焊丝原则:当壳体进行正火+回火热处理时选用H10Mn2NiMoA焊丝当壳体进行淬火+回火热处理时选用H10Mn2MoA焊丝(8)序号13项钢号工件,如果焊后需进行正火温度范围内热加工时,手弧焊应选用E7015-G(J707Ni)焊条,埋弧自动焊选用H10Mn2NiMoA焊丝。
(9)E7015-G(J707Ni)焊条亦适用于低温容器和要求冲击韧性高的重要结构。