H—型腔深度
C1—电极端面相对损耗率 粗规准用,C1≤0.3
C2—电极端面相对损耗率 中、精规准用,C1≤0.2~0.25
端面总进给量S=0.4~0.5
δj:放电间隙(0.02~0.03)
K:校孔系数 黄铜3~3.5,
紫铜2~2.5;石墨1.7~2;
钢3~3.5;铸铁2.5~3
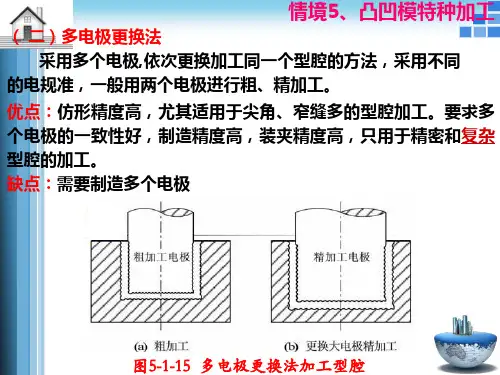
情境5、凸凹模特种加工
情境5、凸凹模特种加工
子任务三 电极尺寸 一、电火花成型加工电极尺寸计算 (一)电极横截面尺寸的确定
1、按凹模尺寸和公差确定电
极截面尺寸。如右图所示,电
rR
极的截面尺寸可按下式计算: R
1
1
a=A-2δ b=B+ 2δ
c=C
r2
2
C
c
δ
r1=R1+ δ
B
r2=R2-δ
b
δ :放电间隙
a
粗规准:δ =0.5
铜钨合金和银钨合金是较理想的电极材料,但价格贵,只用 于特殊型腔加工。
情境5、凸凹模特种加工
(一)电极材料的选择
型腔加工常用的电极材料主要是石墨和纯铜,纯铜 组织致密,适用于形状复杂、轮廓清晰、精度要求 较高的塑料成型模、压铸模等,但机械加工性能差, 难以成型磨削。由于其密度大、价格贵、不宜作大、 中型电极。 • 石墨电极容易成型,密度小,所以宜作大、中型电 极。但机械强度较差,在采用宽脉冲大电流加工时, 容易起弧烧伤。铜钨合金和银钨合金是较理想的电 极材料,但价格贵,只用于特殊型腔加工。
图5-1-24 校正工件
图5-1-25 校正铜公(电极)
情境5、凸凹模特种加工 3、再次按下“报警器”消音,同时在机床操作面板上调 整电火花成型用工艺参数,电流及脉宽ti选择, 粗加工时 脉间to调至3~4档,间隙电压调至3或4档, 精加工时to调 至5或6档,,间隙电压调至5或6档。关闭安全门,按下切 削液按钮和电火花放电按钮,见图5-1-28。 4、电火花成型型腔,见图5-1-29。