挤出机日常保养记录表
- 格式:xls
- 大小:34.50 KB
- 文档页数:2
注塑机保养记录范文注塑机是一种常见的塑料加工设备,其保养记录对于设备的正常运行和延长使用寿命非常重要。
以下是一份注塑机保养记录的示例,供参考。
日期:2024年1月1日保养人员:张工设备基本信息:-注塑机型号:XYZ-200-出厂日期:2024年5月10日-使用年限:3年-上次保养日期:2024年12月15日保养项目:1.外观清洁-使用布料擦拭注塑机外表面,清除尘土和污渍。
-检查外壳是否有破损或变形情况,并记录。
2.润滑油更换-检查注塑机的润滑油是否达到更换周期。
-如果需要更换,根据操作手册的指引,将旧润滑油排出,并添加新的适用润滑油。
3.清洁注射装置-拆卸注射装置,清洗注射缸,并使用无油布擦拭干净。
-检查注射缸内的磨损情况,如有异常应及时更换。
4.清洁冷却系统-检查冷却水质量,如有污染应更换。
-清洁冷却器,移除附着物。
5.检查电器系统-检查电源线和插头是否完好。
-检查控制面板上的按钮和开关是否正常工作。
-清理电气柜内的灰尘,以提供良好的散热条件。
-检查电器线路是否有老化或损坏,如有需要及时更换。
6.机械零件检查-检查注塑机的机械零件是否有松动、变形或磨损情况。
-如发现问题,进行紧固、调整或更换。
7.安全装置检测-测试安全装置的功能,确保在工作过程中的人身安全。
-如发现问题,及时修复或更换。
8.检查液压系统-检查液压系统的油位和油质,如有问题应及时补充或更换液压油。
-检查液压管路和接头是否有漏油或老化现象,如有应及时修复或更换。
9.记录维修和保养情况-在保养记录本中详细记录每次保养的时间、项目和结果。
-如有发现的问题和需要维修的部件,应及时通知上级以及维修人员,并记录相关信息。
以上是一份注塑机保养记录示例,根据实际情况可以适当增减保养项目。
保养注塑机可以确保其正常运行,延长使用寿命,并提高生产效率和产品质量。
建议根据设备的实际情况和操作手册提供的保养指引,制定适合自己设备的保养计划,并按照计划进行定期的保养和检查。
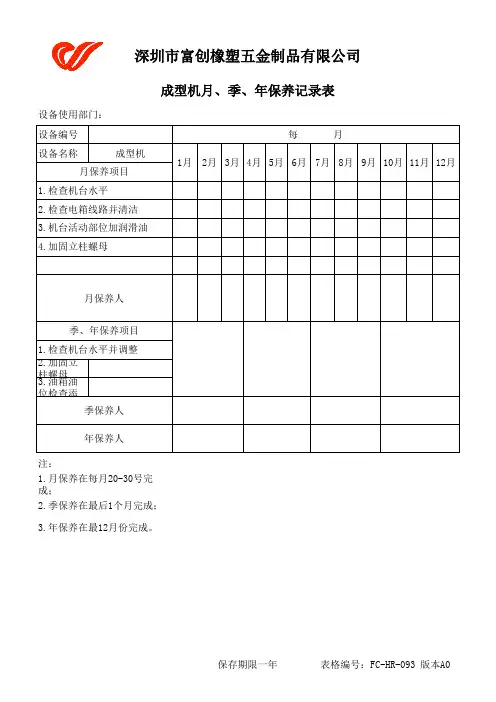
注:成型机月、季、年保养记录表设备使用部门:1.月保养在每月20-30号完成;2.季保养在最后1个月完成;3.年保养在最12月份完成。
注;液氮成型机月、季、年保养记录表设备使用部门:1.月保养在每月20-30号完成;2.季保养在最后1个月完成;3.年保养在最12月份完成。
注:密炼机月、季、年保养记录表设备使用部门:1.月保养在每月20-30号完成;2.季保养在最后1个月完成;3.年保养在最12月份完成。
注:毛边机月、季、年保养记录表设备使用部门:1.月保养在每月20-30号完成;2.季保养在最后1个月完成;3.年保养在最12月份完成。
切料机月、季、年保养记录表设备使用部门:注:1.月保养在每月20-30号完成;2.季保养在最后1个月完成;3.年保养在最12月份完成。
镭雕机月、季、年保养记录表设备使用部门:注:1.月保养在每月20-30号完成;2.季保养在最后1个月完成;3.年保养在最12月份完成。
注:空压机月、季、年保养记录表设备使用部门:1.月保养在每月20-30号完成;2.季保养在最后1个月完成;3.年保养在最12月份完成。
注:模切机月、季、年保养记录表设备使用部门:1.月保养在每月20-30号完成;2.季保养在最后1个月完成;3.年保养在最12月份完成。
注:油压冲床月、季、年保养记录表设备使用部门:1.月保养在每月20-30号完成;2.季保养在最后1个月完成;3.年保养在最12月份完成。
注:气动冲床月、季、年保养记录表设备使用部门:1.月保养在每月20-30号完成;2.季保养在最后1个月完成;3.年保养在最12月份完成。
注:注塑机月、季、年保养记录表设备使用部门:1.月保养在每月20-30号完成;2.季保养在最后1个月完成;3.年保养在最12月份完成。
注:开炼机月、季、年保养记录表设备使用部门:1.月保养在每月20-30号完成;2.季保养在最后1个月完成;3.年保养在最12月份完成。
注:挤出机月、季、年保养记录表设备使用部门:1.月保养在每月20-30号完成;2.季保养在最后1个月完成;3.年保养在最12月份完成。


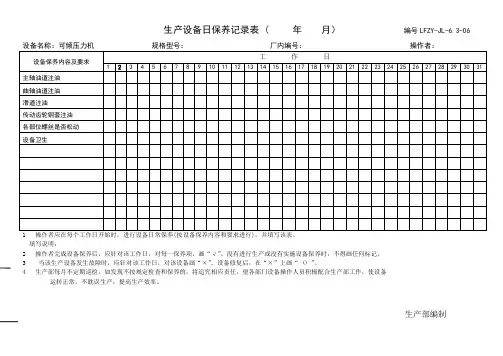
生产设备日保养记录表 ( 年月)编号LFZY-JL-6.3-06 设备名称:可倾压力机规格型号:厂内编号:操作者:设备保养内容及要求工作日1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31主轴油道注油曲轴油道注油滑道注油传动齿轮铜套注油各部位螺丝是否松动设备卫生1 操作者应在每个工作日开始时,进行设备日常保养(按设备保养内容和要求进行),并填写该表。
填写说明:2 操作者完成设备保养后,应针对该工作日,对每一保养项,画“√”。
没有进行生产或没有实施设备保养时,不得画任何标记。
3 当该生产设备发生故障时,应针对该工作日,对该设备画“×”。
设备修复后,在“×”上画“Ο”。
4 生产部每月不定期巡检,如发现不按规定检查和保养的,将追究相应责任,望各部门设备操作人员积极配合生产部工作,使设备运转正常,不耽误生产,提高生产效率。
生产部编制生产设备日保养记录表 ( 年月)编号LFZY-JL-6.3-06 设备名称:车床规格型号:厂内编号:操作者:设备保养内容及要求工作日1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31托板滑道注油挂轮箱油眼光,丝杠润滑部位注油走刀箱油池油位各部位螺丝是否松动设备卫生填写说明:1 操作者应在每个工作日开始时,进行设备日常保养(按设备保养内容和要求进行),并填写该表。
2 操作者完成设备保养后,应针对该工作日,对每一保养项,画“√”。
没有进行生产或没有实施设备保养时,不得画任何标记。
3 当该生产设备发生故障时,应针对该工作日,对该设备画“×”。
设备修复后,在“×”上画“Ο”。
4 生产部每月不定期巡检,如发现不按规定检查和保养的,将追究相应责任,望各部门设备操作人员积极配合生产部工作,使设备运转正常,不耽误生产,提高生产效率。
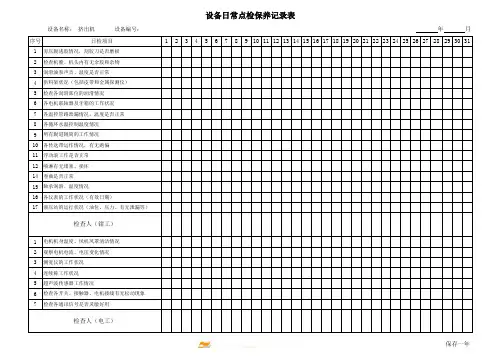
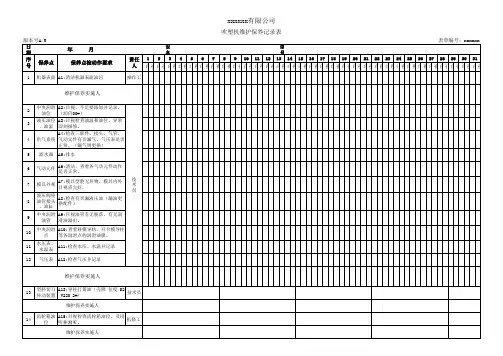
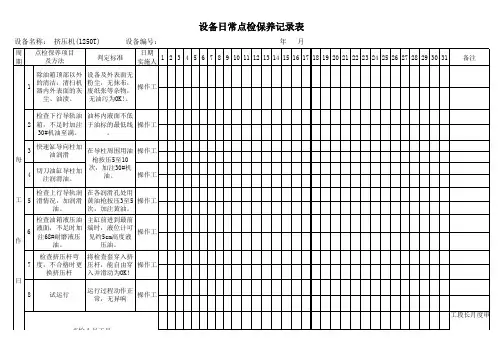
序号日检项目123456789101112131415161718192021222324252627282930311
旁压辊逃胶情况,刮胶刀是否磨损
2
检查机膛、机头内有无余胶和杂物3
润滑油泵声音、温度是否正常4
供料架状况(包括皮带和金属探测仪)5
检查各润滑部位的润滑情况6
各电机联轴器及牙箱的工作状况7
各温控管路泄漏情况,温度是否正常8
各循环水温控制温度情况9所有辊道辊筒的工作情况10各传送带运作情况,有无跑偏
11浮动滚工作是否正常
12喷淋有无堵塞、损坏
14卷曲是否正常
15轴承润滑、温度情况
16各仪表的工作状况(有效日期)17液压站的运行状况(油位、压力、有无泄漏等)
1
电机机身温度、风机风罩清洁情况2
观察电机电流、电压变化情况3
测宽仪的工作状况4
连续称工作状况5
超声波传感器工作情况6
检查各开关、接触器、电机接线有无松动现象7检查各通讯信号是否灵敏好用
设备日常点检保养记录表
年 月检查人(钳工)
检查人(电工)
设备名称: 挤出机 设备编号:保存一年。

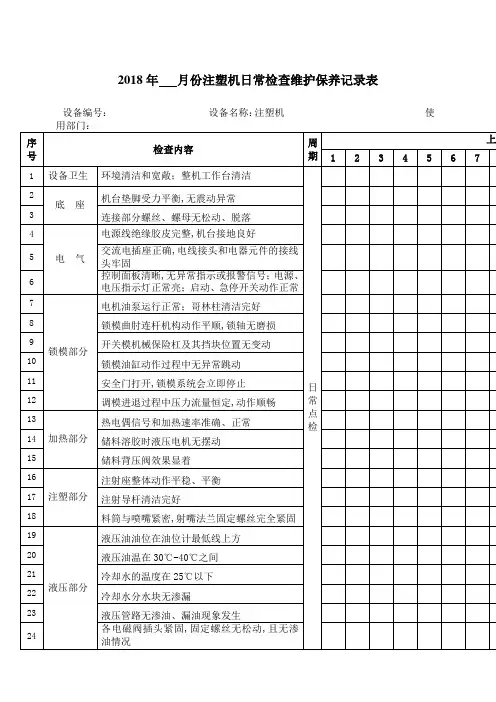
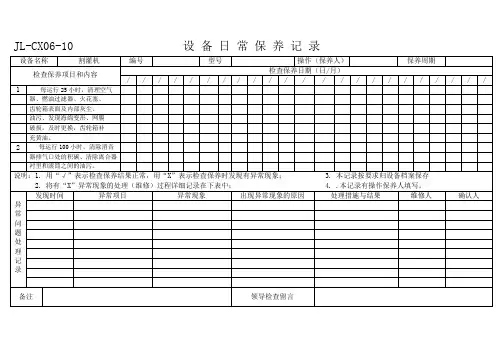
注塑机维护保养记录内容日期每周需维护内容;维护后打“√”。
A.紧急停机按钮是否正常。
B.运行过程是否有异常噪声。
C.机械安全保护装置是否正常。
D.润滑点供油是否充足。
E.油温是否升高过高。
F.料筒加热操作是否正常。
G.模具安装是否稳固。
H.各行程开关是否有松动。
I.液压缸、法兰、软管是否漏油。
J.液压油是否变质、污染。
K.控制柜的线路及电气是否松脱。
维护者:确认者:注塑机维护保养记录内容日期每周需维护内容;维护后打“√”。
A.紧急停机按钮是否正常。
B.运行过程是否有异常噪声。
C.机械安全保护装置是否正常。
D.润滑点供油是否充足。
E.油温是否升高过高。
F.料筒加热操作是否正常。
G.模具安装是否稳固。
H.各行程开关是否有松动。
I.液压缸、法兰、软管是否漏油。
J.液压油是否变质、污染。
K.控制柜的线路及电气是否松脱。
2维护者:确认者:注塑机维护保养记录内容日期每周需维护内容;维护后打“√”。
A.紧急停机按钮是否正常。
B.运行过程是否有异常噪声。
C.机械安全保护装置是否正常。
D.润滑点供油是否充足。
E.油温是否升高过高。
F.料筒加热操作是否正常。
G.模具安装是否稳固。
H.各行程开关是否有松动。
I.液压缸、法兰、软管是否漏油。
J.液压油是否变质、污染。
K.控制柜的线路及电气是否松脱。
3维护者:确认者:注塑机维护保养记录内容日期每周需维护内容;维护后打“√”。
A.紧急停机按钮是否正常。
B.运行过程是否有异常噪声。
C.机械安全保护装置是否正常。
D.润滑点供油是否充足。
E.油温是否升高过高。
F.料筒加热操作是否正常。
G.模具安装是否稳固。
H.各行程开关是否有松动。
I.液压缸、法兰、软管是否漏油。
J.液压油是否变质、污染。
K.控制柜的线路及电气是否松脱。
4注塑机维护保养记录内容日期每周需维护内容;维护后打“√”。
A.紧急停机按钮是否正常。
B.运行过程是否有异常噪声。
C.机械安全保护装置是否正常。
D.润滑点供油是否充足。
生产设备维修保养表格表格说明为了保证生产设备的正常运行和延长设备的使用寿命,对设备进行定期的维修保养是非常重要的。
本文档提供了一份生产设备维修保养表格,帮助企业或组织对各类生产设备进行维修保养管理。
本表格包含了设备信息、维修保养内容、维修保养日期等必要的信息,通过填写这些信息可以方便地记录设备的维护细节,并为设备维修保养工作提供依据。
表格内容设备编号设备名称设备型号维修保养内容维修保养日期备注1 机床XYZ-001 更换油封2022-01-012 压力机ABC-002 清洁润滑部件2022-01-053 输送带DEF-003 调整张紧力2022-01-104 电焊机UVW-004 更换电极2022-01-155 仪器设备GHI-005 校准仪器2022-01-20表格说明•设备编号:每个设备的唯一编号,方便进行设备管理和查询。
•设备名称:设备的名称或简称,方便进行识别。
•设备型号:设备的型号规格,用于区分不同型号的设备。
•维修保养内容:对设备进行维修保养的具体内容,如更换零部件、清洁润滑等。
•维修保养日期:进行维修保养的日期,记录设备维保的时间点。
•备注:可选项,用于记录设备维保过程中的其他信息或情况。
使用说明1.根据实际需要,逐条记录需要进行维修保养的设备及其相关信息。
2.当设备进行维修保养时,填写对应设备行中的维修保养内容。
3.在维修保养完成后,填写维修保养日期。
4.如果有其他需要记录的信息,可在备注栏中进行填写。
注意事项•填写表格时,请务必确保设备编号的唯一性,避免重复或混淆。
•维修保养内容应准确明确,便于维修保养人员进行操作。
•维修保养日期应准确填写,可参考实际维修保养完成的时间。
•如果需要记录更多信息,可按照需要扩展表格列数或在备注栏中进行补充。
结语生产设备维修保养表格是一份非常实用的工具,可以帮助企业或组织对生产设备进行规范的维修保养管理。
通过填写维修保养内容和日期,可以及时了解设备的维护情况,定期维修保养有助于预防设备故障和提高生产效率。
挤出机定期维修保养工作指引及检查表机台编号:保养人:日期:20 年月日1.墙上开关1.1.开关盒面板及螺丝是否完整?(完整\不完整)(差个)1.2.动静触点检查,触点表面是否光滑?若不光滑或有灼烧情况需进行打磨?1200#砂纸。
(检查\未检查)(光滑\不光滑)(打磨\未打磨)1.3.进出电缆线耳有无变色?有无锈蚀情况?(变色\无变色)(锈蚀\无锈蚀)1.4.所有进出电缆端子螺丝是否锁紧?(锁紧\未锁紧)1.5.所有进出端子间绝缘板是否完整?共4个。
(完整\不完整)(差个)1.6.检查进出电缆有无异常?有无破损情况?有无老化情况?(异常\无异常)(破损\无破损)(老化\无老化)1.7.试验保护按扭动作是否正常?(正常\不正常)1.8.开关内部及开关盒内部除尘。
(除尘\未除尘)1.9.根据历史情况,判断是否需要更换开关?(更换\不需更换)2.柜内主开关2.1.动静触点检查,触点表面是否光滑?若不光滑或有灼烧情况是否进行打磨?1200#砂纸。
(检查\未检查)(光滑\不光滑)(打磨\未打磨)2.2.进出电缆线耳有无变色?有无锈蚀情况?(变色\无变色)(锈蚀\无锈蚀)2.3.所有进出电缆端子螺丝是否锁紧?(锁紧\未锁紧)2.4.所有进出端子间绝缘板是否完整?共4个。
(完整\不完整)(差个)2.5.检查进出电缆有无异常?有无破损情况?有无老化情况?(异常\无异常)(破损\无破损)(老化\无老化)2.6.试验保护按扭动作是否正常?(正常\不正常)2.7.开关内部及开关盒内部除尘。
(除尘\未除尘)2.8.根据历史情况,判断是否需要更换开关?(更换\不需更换)2.9.其它问题?3.变频器及交流马达3.1.控制端子及铜排端子螺丝是否松动?锁紧。
(锁紧\未锁紧)3.2.主回路端子是否有接触不良的情况?铜排连接处是否有过热痕迹?(接触不良\无接触不良)3.3.电力电缆、控制电缆有无损伤?(损伤\无损伤)3.4.电力电缆线耳的绝缘包扎带是否脱落?(脱落\未脱落)3.5.对电路板、风道进行除尘,按要求喷三防漆。
挤出机械日常使用和保养简介塑料挤降生产线中各个类型产品,都有其操作特点,对其操作特点有个认真的了解,才可以充分发挥机器的效能。
挤出机是其中一种类型机器,把握好挤出机的操作要点,正确合理地使用挤出机。
螺杆挤出机的使用包括机器的安装、调整、试车、操作、维护和修理等一系列环节,它的使用具有一般机器的共性,重要表现在驱动电机和减速变速装置方面。
但螺杆挤出机的工作系统即挤出系统,却又*特点,在使用螺杆挤出机时应特别注意其特点。
机器的安装、调整、试车一般在挤出机的使用说明书中均有明确规定,这里对挤出机的操作要点,维护与保养简述如下:操作人员必需谙习本身所操作的挤出机的结构特点,尤其要正确把握螺杆的结构特性,加热和冷却的掌控仪表特性、机头特性及装配情况等,以便正确地把握挤出工艺条件,正确地操作机器。
制作不同塑料制品时,挤出机的操作要点是各不相同的,但也有其相同之处。
下面简要介绍挤出各种制品时相同的操作步骤和应注意的挤出机的操作要点。
1、开车前的准备工作(1)用于挤出成型的塑料。
原材料应达到所需要的干燥要求,必要时需作进一步干燥。
并将原材料过筛除去结块团粒和机械杂质。
(2)检查设备中水、电、气各系统是否正常,保证水、气路畅通、不漏,电器系统是否正常,加热系统、温度掌控、各种仪表是否工作牢靠;辅机空车低速试运转,察看设备是否运转正常;启动定型台真空泵,察看工作是否正常;在各种设备滑润部位加油润滑。
如发觉故障适时排出。
(3)装机头及定型套。
依据产品的品种、尺寸,选好机头规格。
2、开车(1)在恒温之后即可开车,开车前应将机头和挤出机法兰螺栓再拧紧一次,以除去螺栓与机头热膨胀的差异,紧机头螺栓的次序是对角拧紧,用力要均匀。
紧机头法兰螺母时,要求四周松紧一致,否则要跑料。
(2)开车,选按“准备开车”钮,再接“开车”钮,然后缓慢旋转螺杆转速调整旋钮,螺杆转速慢速启动。
然后再渐渐加快,同时少量加料。
加料时要紧密注意主机电流表及各种指示表头的指示变化情况。