基于PLC、触摸屏的四级传送带顺序控制系统
- 格式:pdf
- 大小:189.95 KB
- 文档页数:3
时器40 n’}Z乳l
时器42
圈3 自动运行子程序流程图
4触摸屏的画面设计
4.1 触摸屏与西门子PLC以及计算机的接口 为了使触摸屏与PLC正常通讯,必须正确连
国5操作主画面 4.3封面的设计
设置封面窗口为启动窗口(开机默认的窗 口),封面主要用来对系统进行简要说明. 4.4操作主画面的设计
操作主画面如图5所示,在其功能模块下可
摘要:介绍了触模屏与PLC组成的四级传送带顺序控制系统的构成和功能,着重论述了系统的
构成、触摸屏参数设置以及PLC的主要程序的功能和框图.触摸屏为系统提供了界面友好,简单
直观,易于操作.
关键词:触模屏;PLC;顺序控制 中图分类号:F 032.1
文献标识码:A
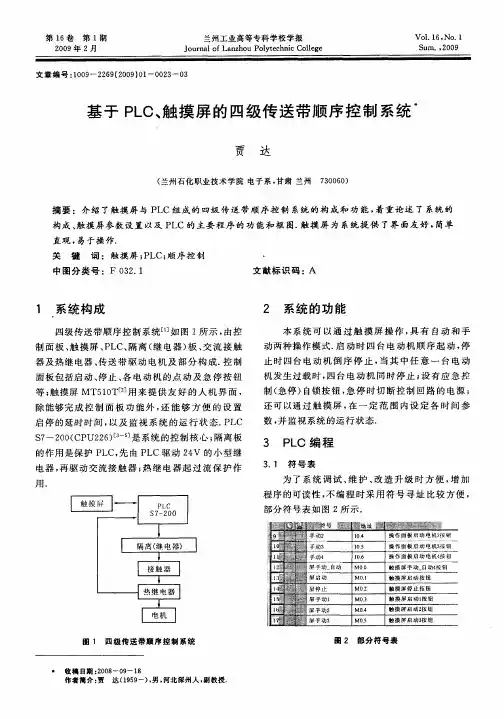
1 系统构成
四级传送带顺序控制系统[13如图1所示,由控 制面板、触摸屏、PLC、隔离(继电器)板、交流接触 器及热继电器、传送带驱动电机及部分构成.控制 面板包括启动、停止、各电动机的点动及急停按钮 等;触摸屏MT510Tt2]用来提供友好的人机界面, 除能够完成控制面板功能外,还能够方便的设置 启停的延时时间,以及监视系统的运行状态.PLC S7—200(CPU226)[3“3是系统的控制核心;隔离板 的作用是保护PLC,先由PLC驱动24V的小型继 电器,再驱动交流接触器;热继电器起过流保护作 用.
MT50lTV母头
PC母头
l 一 6
3
—
8
接MT510TV的 PC(RS232)&
PLC(RS485)
5
接讣算机的标准RS232Ll S7-200一I:头
接¥7-200的PP I U
图4计算机的接口通讯电缆的连接 4.2触摸屏系统参数设置
为了使触摸屏与PLC正常通讯,还必须进行 触摸屏的系统参数设置,打开EasyBuilder,在编辑 菜单中选择”系统参数”项,设置系统参数窗口中 的相关参数,在EasyBulider 2.7.0以后的版本,用 户只需选择所用的PLC型号,相关的通讯参数会 自动填一卜推荐值。无需用户自行输入.
自动运行子程序的任务是:根据实际要求实 现自动顺序启动、停止.除正常顺序启动、停止外, 在启动过程中,如需停止,已启动的电机也要顺序 停止,自动运行子程序流程图如图3所示,采用顺 序指令编程.自动顺序启动、停止,共有要8个状 态,用SO.0一S0.7(顺序“继电器”)实现.
时器7
时器38
时器9
接通讯电缆,触摸屏与西门子PLC以及计算机的 接口通讯电缆的连接如图4所示.
万方数据
Hale Waihona Puke 第1期贾达:基于PI。C、触摸屏的四级传送带顺序控制系统
进行,读取设备、地址,输出设备、地址必须与PLC 编程中的地址一致.
·25·
图6时间设置界面
4.5时间设置界面 时间设置界面的作用是根据要求设置启停延
时时间.时间设置界面如图6所示,其中Tl一2表 示电动机1启动后电动机2启动的延时定时器,+ 按钮的属性设置如图7所示,读取设备、地址,输 出设备、地址必须与PLC编程中的地址一致. 4.6操作指南界面
操作指南界面就是一个帮助画面,包括触摸 屏的维护、参数的说明、操作的注意事项等.
5 结语
本控制系统设计完成以后,为我院电子电气 类专业学生毕业综合实训、专业技能培训的必做 项目之一,甘肃省维修电工技师社会化考评的选 做项目之一.通过本控制系统设计,熟悉触摸屏与
图7 +按钮的属性设置 PLC以及计算机的通讯接口及通讯参数的设置, 熟练掌握PLC顺序控制程序设计与调试、及控制 电路的设计安装调试及触摸屏的组态软件(Easy— Builder)的应用.
2 系统的功能
本系统可以通过触摸屏操作,具有自动和手 动两种操作模式.启动时四台电动机顺序起动,停 止时四台电动机倒序停止,当其中任意一台电动 机发生过载时,四台电动机同时停止;设有应急控 制(急停)自锁按钮,急停时切断控制回路的电源; 还可以通过触摸屏,在一定范围内设定各时间参 数,并监视系统的运行状态.
应用[M].北京:人民邮电出版社,2007.
Sequence Control System of Four Levels Conveyer Belt Based on PLC and Touchscreen JIA Da
(Department of Electric and Electronic Engineering,Lanzhou Petrochemical College of Technology,Lan zhou 730060,China)
万方数据
Abstract:This article introduces the constitution and the function of the sequence control system of four levels conveyer belt which is composed of the touchscreen and the PLC,narrates the constitution of the system,the parameter of the touchscreen,the main program function and diagram of the PLC.The touchscreen provides the friendly contact surface,which is simple and easy to operate. Key words:touchscreen;PLC;sequence control
3 PLC编程
3.1符号表 为了系统调试、维护、改造升级时方便,增加
程序的可读性,不编程时采用符号寻址比较方便, 部分符号表如图2所示.
田1 四级传送带顺序控制系统
9 :I『}
l
F动2 下动3 手动4
Z
Jjf手动一自动
l:t
胖启动
卜I
{I;
肼停止 觯手动1
lb
J#手动2
l丁, ,z。毳髫l 1.#手动3
第16卷第1期 2009年2月
兰州工业高等专科学校学报 Journal of Lanzhou Polytechnic College
文章编号:l009—2269(2009)Ol—0023一03
V01.16,No.1 Sum..2009
基于PLC、触摸屏的四级传送带顺序控制系统’
贾达
(兰州石化职业技术学院电子系,甘肃兰州 730060)
10 4 10 5 106 M0 0 MO.1 M02 MO 3 M04 MO 5
操作曲扳扁动电机2按钶i 操作面扳启动电机3按钮 操作血扳启动电gt4按钮
触摸屏手动一自动4掖目I 触摸屏启动按钮 触摸觯停止按钮 触摸鲜启动I按钮 触揽屏启动2按钮 触摸屏启动3按钮
圈2部分符号表
- 收籍日期:2008—09一18 作者简介:贾达(1959一).男.河北深州人,谢教授.
参考文献:
E13刘哲。黄建荣,程仲文,等.PLC时间顺序循环控制 程序设计常见错误分析[J].兰州工业高等专科学校 学报,2000(4):4-6.
Ez] 台湾威纶公司.MT510触摸屏用户手册[z].2001. [3]王永华.现代电气控制及PLC应用技术[M].北京:
北京理工大学出版社,2003. [4]SIEMENS S7—200用户手册[Z].2003. [5]张运刚,宋小春,郭武强.西门子S7—200PLC技术与
万方数据
·24·
‘兰州工业高等专科学校学报
第16卷
3.2主程序 主程序完成初始化及子程序调用,初始化包
括予置默认延时时间,启动时置默为手动操作并 清除所有自“状态”. 3.3公共子程序
公共子程序的主要作用是,实时检测各电机 的过流情况,及手动/自动功能的切换,在手动/自 动功能的切换时,对相关“状态”进行置位或复位 等. 3.4自动运行子程序