汽车白车身重量设定设计规范
- 格式:docx
- 大小:314.12 KB
- 文档页数:3
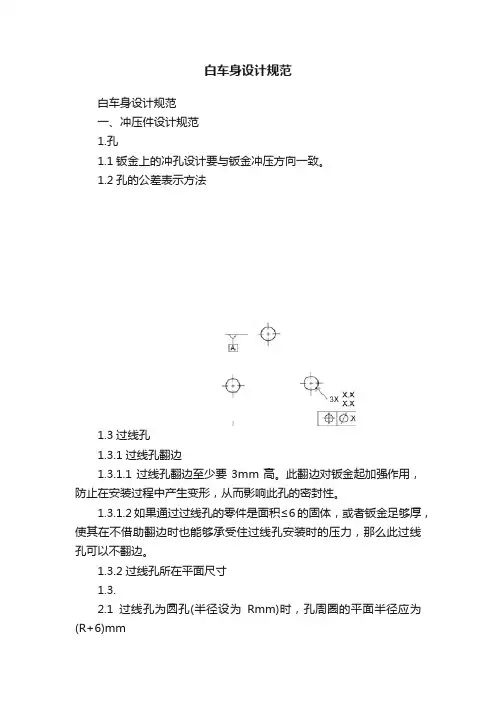
白车身设计规范白车身设计规范一、冲压件设计规范1.孔1.1钣金上的冲孔设计要与钣金冲压方向一致。
1.2孔的公差表示方法1.3过线孔1.3.1过线孔翻边1.3.1.1过线孔翻边至少要3mm高。
此翻边对钣金起加强作用,防止在安装过程中产生变形,从而影响此孔的密封性。
1.3.1.2如果通过过线孔的零件是面积≤6的固体,或者钣金足够厚,使其在不借助翻边时也能够承受住过线孔安装时的压力,那么此过线孔可以不翻边。
1.3.2过线孔所在平面尺寸1.3.2.1过线孔为圆孔(半径设为Rmm)时,孔周圈的平面半径应为(R+6)mm1.3.2.2过线孔为方孔时,孔周边的平面尺寸应比孔各边尺寸大6mm。
1.4法兰孔1.4.11.5排水孔1.5.1排水孔设计在车身内部空腔的最低处,其直径一般为6.5mm。
1.5.2对于车身内部加固的防撞梁,应同样在其空腔的最低处布置排水孔。
1.5.3在车身结构件的空腔及凹陷处必须布置排水孔。
1.6空调管路过孔1.8管道贯通孔2.圆角3.边3.1密封边3.1.1行李箱下端3.1.1.1.为了使水排出止口,如图所示需要留出3.0mm的间隙。
3.1.1.2安装用止口应该具备恒定的高度和厚度(用于弯角的凸缘除外)。
3.1.1.3车门开口周围的止口厚度变化,包括制造变差的范围通常在1.8mm至6.0mm之间。
厚度的极端值会产生较高的插入作用力和密封条稳定性等问题。
3.1.1.4止口厚度的变化在任何位置不得超过一个金属板的厚度。
如果可能,仅可以使垂直的止口产生厚度变化,绝对不要使弯角半径产生厚度变化。
止口厚度的阶段变化会使密封条托架中的水渗漏。
3.1.1.5应该避免带有焊点的止口出现燃油和其它润滑油,这些物质会降低稳定性。
3.1.1.6止口结构类型及其优缺点3.1.2行李箱上端为了防止水从密封条止口泄漏并且进入行李舱,可按下面结构进行设计:3.1.2.1支架内的胶黏料或可发泡的热熔胶需符合漏水防止设计手册。
工艺设计Q/JQ 16123-2012制定部门: 工艺工程院 企业技术标准 代 替 号标题:白车身特殊公差设定规范第 1 页 共 12页修订标记 文件号更 改 内 容 修订页 修订日期 修订者标准化 会 签 制 定 校 对 审 核 批 准 发布日期 实施日期目 次前 言 ............................................................................... 2 1 范围 ............................................................................. 3 2 规范性引用文件 ................................................................... 3 3 基本原则 ......................................................................... 3 4 术语和定义 ....................................................................... 3 5 白车身特殊公差形式 ............................................................... 4 5.1 冲压件特殊公差 .................................................................. 4 5.2 焊装匹配特殊公差 ................................................................ 6 5.3 工装特殊公差 .................................................................... 9 6 特殊公差的标注方式 .............................................................. 10 6.1冲压件特殊公差标注方式 .......................................................... 10 6.2 特殊公差在MCP 和SQM 中的标注方式 .. (11)工艺设计Q/JQ 16123-2012标题:白车身特殊公差设定规范第2页共12页前言本标准《Q/JQ 16123-2012 白车身特殊公差设定规范》是公司工艺类标准之一。
![白车身三维设计规范[1]](https://uimg.taocdn.com/85ba28813186bceb19e8bbd2.webp)
精选商密×级▲白车身零部件三维设计规范2005-08-××发布2005-10-30实施长安汽车(集团)有限责任公司发布—200×前言中国汽车工业正飞速发展,长安公司也在进行裂变式发展,汽车的自主开发是中国汽车业健康发展的必经之路。
在汽车自主开发设计中,会用到各种参考资料,它们对设计起着非常重要的作用,对这些资料进行整理、归纳,使之成为规范,会使我们思路清晰,设计中有据可依,同时大大提高工作效率。
而车身三维设计是车身结构设计的基础和关键,所以,我们收集了德国EDAG设计公司和意大利IDEA设计公司以及长安公司历年的设计资料及设计经验,并加以比较、整理和完善形成一套完整的车身三维设计规范。
在此对其进行详细的介绍,希望能对车身设计人员特别是刚刚从事车身设计的人员提供参考。
本规范由长安汽车(集团)有限责任公司提出。
本规范由长安汽车(集团)有限责任公司科技委管理。
本规范起草单位:长安汽车工程研究院本规范主要起草人:本规范批准人:(五号宋体)Ⅰ—200×引言车身三维设计是汽车工程化设计的关键阶段。
主要设计工具是三维设计软件CATIA_V5:设计需要完成车身上各个零件的三维模型,焊接打点图、挤胶图及螺母、螺栓图,零件的定位位置、零件的压紧位置,零件的料厚方向等。
本规范的主要目的是让车身设计人员进行车身三维设计时,依据规范的设计规则,了解设计的方法、设计步骤及注意事项,对车身三维设计具有指导作用,从而缩短设计周期,节省研制经费,提高产品可靠性。
—200×车身三维设计规范1、范围本规范规定了车身三维设计的规则及方法。
本规范适用于M1汽车的车身设计。
2、规范性引用文件下列文件通过本规范的引用而成为本规范的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本规范,然而,鼓励根据本规范达成协议的各方,研究是否可使用这些文件的最新版本。
白车身设计规则1. 范围本标准归纳了白车身结构设计的一些基本方法和注意事项。
本标准适用于本公司白车身结构设计及检查。
2.基本原则2.1 白车身设计是一个复杂的系统并行设计过程,要彻底地摒弃孤立地单个零件设计方法,任何一个零件只是其所处在的分总成的一个零件,设计时均应考虑其与周边相关零部件的相互关系。
2.2 任何一种车型的白车身结构均可按三层板的设计思想去构思结构设计,即最外层是外板,最内层是内板,中间是加强板,在车身附件安装连接部位应考虑设计加强板。
2.3 所设计的白车身结构在满足整车性能上、结构上、冲压工艺、焊接工艺、涂装工艺、总装工艺是否比参考样车或其他车型更优越,是否符合国内(尤其是客户)的实际生产状况,以便预先确定结构及工艺的改良方案。
2.4 白车身在结构与性能上应提供车身所需的承载能力,即强度和刚度要求。
3.冲压工艺要求3.1 在设计钣金件时,对于影响拉延成型的圆角要尽可能放大,原则上内角R≥5,以利于拉延成型;对于折弯成型的圆角可以适当放小,原则上R≈3即可,以减小折弯后的回弹。
3.2在设计钣金件时,考虑防止成型时起皱,应在适当的地方(如材料聚集处)布置工艺缺口,或布置工艺凸台、筋。
3.3 孔与孔,孔与边界距离应大于2t,若在圆角处冲孔,孔与翻边的距离应大于R+2t。
开孔时尽量不要开在倒角面上,以避免模具刃口早期磨损。
3.4 三面或多面交汇的尖角处在倒圆时应尽量倒大成球形。
4.焊接工艺要求4.1 焊接搭接边重叠部分的宽度一般在10~15mm 为佳,最少不得小于8mm;4.2 考虑焊接工艺时应考虑焊枪的接近性。
4.3 对于无法焊接的内板,可以考虑开焊接工艺过孔,一般要求Φ30以上;4.4 对于无法点焊的部位,可以考虑二氧化碳保护焊或塞焊;4.5 考虑布置焊接工艺孔。
5. 装配工艺要求5.1 考虑零部件装配时装配工具的接近性;5.2 考虑零部件自身安装或拆卸的方便性;5.3 对于安装工艺过孔,应考虑做成翻边孔,以增加零件本身的刚度,以及不伤手和工具。
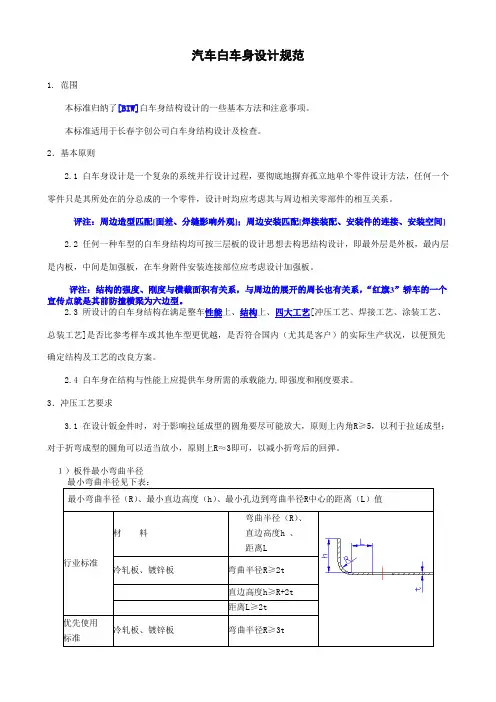
汽车白车身设计规范1. 范围本标准归纳了[BIW]白车身结构设计的一些基本方法和注意事项。
本标准适用于长春宇创公司白车身结构设计及检查。
2.基本原则2.1 白车身设计是一个复杂的系统并行设计过程,要彻底地摒弃孤立地单个零件设计方法,任何一个零件只是其所处在的分总成的一个零件,设计时均应考虑其与周边相关零部件的相互关系。
评注:周边造型匹配[面差、分缝影响外观];周边安装匹配[焊接装配、安装件的连接、安装空间]2.2 任何一种车型的白车身结构均可按三层板的设计思想去构思结构设计,即最外层是外板,最内层是内板,中间是加强板,在车身附件安装连接部位应考虑设计加强板。
评注:结构的强度、刚度与横截面积有关系,与周边的展开的周长也有关系,“红旗3”轿车的一个宣传点就是其前防撞横梁为六边型。
2.3 所设计的白车身结构在满足整车性能上、结构上、四大工艺[冲压工艺、焊接工艺、涂装工艺、总装工艺]是否比参考样车或其他车型更优越,是否符合国内(尤其是客户)的实际生产状况,以便预先确定结构及工艺的改良方案。
2.4 白车身在结构与性能上应提供车身所需的承载能力,即强度和刚度要求。
3.冲压工艺要求3.1 在设计钣金件时,对于影响拉延成型的圆角要尽可能放大,原则上内角R≥5,以利于拉延成型;对于折弯成型的圆角可以适当放小,原则上R≈3即可,以减小折弯后的回弹。
1)板件最小弯曲半径2) 弯曲的直边高度不宜过小,其值h ≥R+2t 。
见上表。
3)弯曲边冲孔时,孔边到弯曲半径R 中心的距离L 不得过小 ,其值L ≥2t 。
见上表。
4)圆角弯曲处预留切口。
5)凸部的弯曲避免如a 图情形的弯曲,使弯曲线让开阶梯线如图b ,或设计切口如c 、d 。
r ≥2t n=r m ≥2t k ≥1.5t L ≥t+R+k/23.2在设计钣金件时,考虑防止成型时起皱,应在适当的地方(如材料聚集处)布置工艺缺口,或布置工艺凸台、筋。
3.3 孔与孔,孔与边界距离应大于2t ,若在圆角处冲孔,孔与翻边的距离应大于R+2t 。
型轿车白车身技术条件编制:校对:审核:标准:批准:二〇〇四年八月1 范围本标准规定了A型轿车白车身的技术要求、试验方法、检验规则、运输和储存。
本标准适用于A型轿车白车身。
2规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB7258-2004 机动车运行安全技术条件GB/T11363-1989 钎焊接头强度试验方法QC/T900-1997 汽车整车产品质量检验评定方法3. 技术要求3.1基本要求3.1.1 白车身总成(包括车身本体总成,左右车门总成,发动机罩总成,行李舱门总成)应符合本技术条件要求,并按规定程序批准的图样及技术文件制造。
3.1.2白车身总成的各总成、零件必须经检验验收合格后方可进行焊装3.1.3白车身的焊接(焊点数及焊缝的位置、尺寸)应符合。
轿车的车身焊装图样的规定。
3.1.4白车身的质量(重量)应符合的规定范围内。
3.2 白车身的尺寸要求3.2.1 白车身的焊装尺寸应符合,轿车车身控制要点项目表的规定。
3.2.2 白车身的外形尺寸应符合图(1)的规定。
3.3. 焊接的具体要求3.3.1点焊3.3.1.1 点焊的焊点直径为Φ6±1 mm。
3.3.1.2 同一条焊线上的焊点间距应基本均匀,间距偏差不大于5mm。
3.3.1.3同一条焊线上的焊点应基本上在一条线上,其偏移量不大于3mm。
3.3.1.4有交错搭边的部位的焊点应点焊到基体中部。
3.3.1.5点焊的焊点应牢固,(正式焊接前应做试片检验),不允许虚焊、漏焊及连续开焊,同一条焊线上开焊的焊点数不超过5%。
3.3.1.6焊点处应无飞边毛刺及半点焊等缺陷。
3.3.2二氧化碳气体保护焊3.3.2.1不允许有裂纹、夹渣、漏焊、假焊、烧穿等缺陷。
保定长安客车制造有限公司企业标准白车身设计规则发布实施前言为了使本公司白车身结构设计满足冲压、装配、焊接、涂装等工艺要求,并且车身结构要满足强度、刚度、密封……等等需要,特参考国内外各种白车身结构及各种工艺要求,结合本公司已经开发车型的经验,编制此《白车身设计规则》,使本公司设计人员在白车身结构设计过程中,尽可能避免因经验不足造成设计缺陷或错误、最大限度地提高设计成功率以减少不必要的返工、节约开发成本及制造成本、并便于技术交流、提高白车身结构设计的质量。
本标准于日起实施。
本标准由有限公司提出。
本标准主要起草人:马柏山白车身设计规则1. 范围本标准归纳了白车身结构设计的一些基本方法和注意事项。
本标准适用于本公司白车身结构设计及检查。
2. 术语结构设计工艺性贯穿于机械设计的全过程中,并与之同步地综合考虑制造、装配工艺及维修等方面的各种技术问题,称之为机械设计工艺性。
而这种工艺性体现于结构设计之中,故又称之为结构设计工艺性。
3.基本原则3.1 白车身设计是一个复杂的系统并行设计过程,要彻底地摒弃孤立地单个零件设计方法,任何一个零件只是其所处在的分总成的一个零件,设计时均应考虑其与周边相关零部件的相互关系(即边界条件)。
3.2 任何一种车型的白车身结构均可按三层板的设计思想去构思结构设计,即最外层是外板,最内层是内板,中间是加强板,在车身附件安装连接部位应考虑设计加强板。
3.3 所设计的白车身结构在满足整车性能上、结构上、冲压工艺、焊接工艺、涂装工艺、总装工艺是否比参考样车或其他车型更优越,是否符合国内(尤其是客户)的实际生产状况,以便预先确定结构及工艺的改良方案。
3.4 白车身在结构与性能上应提供车身所需的承载能力,即强度和刚度要求。
4.白车身钣金的材料选取原则汽车覆盖件所用材料一般是冷轧钢板。
4.1按国家标准选取钣金材料4.1.1钣金按表面质量分有I,II两级:I级质量最好,适用于外板;II级次之,适用于内板与加强板。
白车身设计:白车身设计过程中的质量操纵现代汽车质量的好坏完全决定设计水平。
关于一部好的车身来讲,必需在设计时期差不多完全考虑了各种公差.工艺性等因素的碍事,再加上设计中的操纵文件,完全保证了后期车身生产质量。
本文要紧介绍设计中的公差及工艺性需要考虑的因素。
一. 车身在设计时期公差的操纵在设计时期充分考虑各种要紧公差,要紧有冲压公差.焊接公差.制造公差.装配公差.移动公差等。
要有效保证车身零件在整车使用寿命范围内工作状况最正确,必须合理利用和分配各种公差。
设计知识资源网一〕.装配公差保证零件安装无误,而且保证零件工作性能得到特别好保证,一定综合考虑和分配各零部件的公差。
以下以车门内板和玻璃升落器的安装为例讲明公差分配。
前车门内板玻璃升落器的安装如图1,玻璃升落器安装螺栓为M6,门内板安装孔直径为ø7。
要是公差分配不合理,后期安装困难。
因为车门内板的冲压精度较高,公差较小如图2所示,能够保证孔的距离公差在±0.2mm范围内。
要求在设计玻璃升落器的时候考虑玻璃升落器支架总成的精度。
要是玻璃升落器安装支架总成的距离精度320.5±1mm,特别难保证安装。
计算如下:门内板两安装孔距离为Lmin=320.3mm,Lmax=320.7;设计知识资源网Lmin+〔ø7-M6〕/2*2=321.3〈321.5=Dmax因此就会导致两个零件单独检测均合格,但安装不上的现象。
一旦出现上述情况汉阳科技,需要协调解决,有以下两种方案:1.提高玻璃升落器安装支架总成的精度,保证距离精度在320.5±0.8mm范围内;2.加大门内板上的安装孔,将孔径由ø7mm,加大到ø7.5mm。
二〕冲压公差为了保证车身零件安装的可靠性,必需保证冲压件安装面的精度。
对一些要求较高的功能面和孔的公差必需特别要求。
三〕焊接公差为了保证整车的精度,对每级焊接总成的公差结合实际情况给定设计范围。
轿车白车身重量目标设定及优化方法介绍路遥;吴强;洪练;刘峰【摘要】文章简要介绍了轿车白车身重量目标设定的常用方法:(1)投影面积对比法;(2)体积对比法;同时结合公司新车型重量目标的设定及优化进行了详细说明.【期刊名称】《汽车实用技术》【年(卷),期】2016(000)005【总页数】2页(P55-56)【关键词】白车身;重量目标;投影面积对比法;体积对比法【作者】路遥;吴强;洪练;刘峰【作者单位】安徽江淮汽车股份有限公司,安徽合肥 230601;安徽江淮汽车股份有限公司,安徽合肥 230601;安徽江淮汽车股份有限公司,安徽合肥 230601;安徽江淮汽车股份有限公司,安徽合肥 230601【正文语种】中文【中图分类】U463.82+110.16638/ki.1671-7988.2016.05.004CLC NO.: U463.82+1 Document Code:A Article ID: 1671-7988 (2016)05-55-02根据行业研究及实验表明:整车重量与燃油消耗量之间存在着正比关系,汽车整车重量降低10%,燃油效率可提高6%-8%;汽车整备质量每减少100kg,百公里油耗可降低0.3-0.6升。
汽车约75%的油耗与整车质量有关。
汽车车身约占汽车总质量的30%,空载情况下,约70%的油耗用在车身质量上[1]。
因此,在保证汽车安全性和其他基本性能的基础上,一个较小的车身重量,可实现汽车行驶的节能环保要求。
车身设计初级阶段怎样科学合理的定义白车身重量是非常重要的,一方面,可以根据行业轻量化程度现状,设定一个有竞争力的车身重量;另一方面,可以结合公司轻量化水平设计一个可实现的重量目标。
为此本文依据公司设计经验,结合实例介绍白车身重量目标设定常用的一般方法。
据以往车型设计经验,对于白车身(指已经装焊好但尚未喷漆的白皮车身,此处主要用来表示车身结构件和覆盖件的焊接总成,此外尚包括前、后板制件与车门,但不包括车身附属设备及装饰件等。