改造普通车床为镗孔专用车床
- 格式:pdf
- 大小:159.23 KB
- 文档页数:2
车床改装为深孔加工机床的设计方法D esign W ays of Converting a L athe In to a D eep Bo ring M ach in ing Too l西安石油学院(710065) 朱林 西安工业学院(710032) 赵洪兵【摘要】用普通车床进行深孔加工,具有成本低、一机多用等优点。
这里介绍了将普通车床改装成深孔加工机床的设计方法,以及相应装置的结构和油路系统的设计。
关键词 车床改造 深孔加工机床 油路系统Keywords lathe refitting ,deep bo ring m ach in ing too l ,grease system改装总体设计 用普通车床改装为深孔加工机床,由于其成本低、制造周期短以及一机多用(车削、深孔钻削、深孔镗削和深孔珩磨)等优点,已为许多生产厂家所接受。
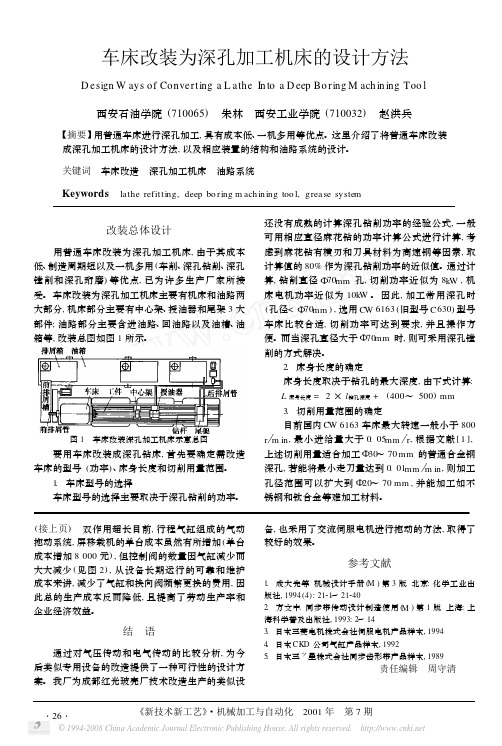
车床改装为深孔加工机床主要有机床和油路两大部分,机床部分主要有中心架、授油器和尾架3大部件;油路部分主要含进油路、回油路以及油槽、油箱等,改装总图如图1所示。
图1 车床改装深孔加工机床示意总图要用车床改装成深孔钻床,首先要确定需改造车床的型号(功率)、床身长度和切削用量范围。
1.车床型号的选择车床型号的选择主要取决于深孔钻削的功率。
还没有成熟的计算深孔钻削功率的经验公式,一般可用相应直径麻花钻的功率计算公式进行计算,考虑到麻花钻有横刃和刀具材料为高速钢等因素,取计算值的80%作为深孔钻削功率的近似值。
通过计算,钻削直径570mm 孔,切削功率近似为8k W ,机床电机功率近似为10k W 。
因此,加工常用深孔时(孔径<570mm ,选用C W 6163(旧型号C 630)型号车床比较合适,切削功率可达到要求,并且操作方便。
而当深孔直径大于570mm 时,则可采用深孔镗削的方式解决。
2.床身长度的确定床身长度取决于钻孔的最大深度,由下式计算:L 床身长度=2×l 钻孔深度+(400~500)mm 3.切削用量范围的确定目前国内C W 6163车床最大转速一般小于800r m in ,最小进给量大于0.05mm r ,根据文献[1],上述切削用量适合加工530~70mm 的普通合金钢深孔,若能将最小走刀量达到0.01mm m in ,则加工孔径范围可以扩大到520~70mm ,并能加工如不锈钢和钛合金等难加工材料。

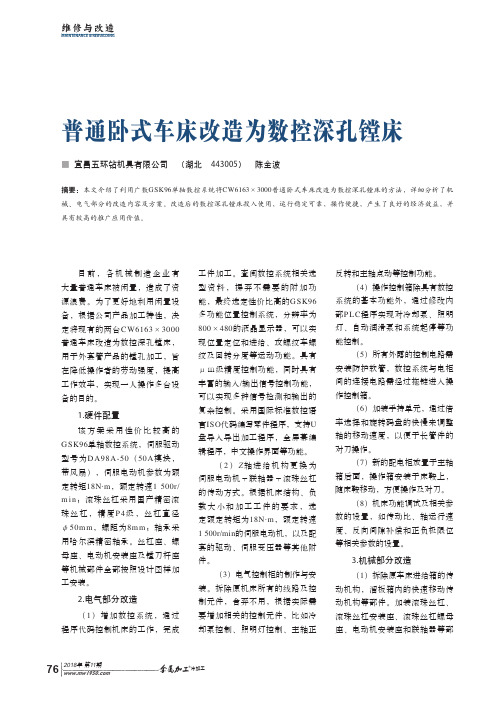
Maintenance & rebuilding维修与改造2018年 第11期冷加工76普通卧式车床改造为数控深孔镗床■■宜昌五环钻机具有限公司 (湖北 443005) 陈全波摘要:本文介绍了利用广数GSK96单轴数控系统将CW6163×3000普通卧式车床改造为数控深孔镗床的方法,详细分析了机械、电气部分的改造内容及方案。
改造后的数控深孔镗床投入使用,运行稳定可靠,操作便捷,产生了良好的经济效益,并具有较高的推广应用价值。
目前,各机械制造企业有大量普通车床被闲置,造成了资源浪费。
为了更好地利用闲置设备,根据公司产品加工特性,决定将现有的两台C W6163×3000普通车床改造为数控深孔镗床,用于外套管产品的镗孔加工,旨在降低操作者的劳动强度,提高工作效率,实现一人操作多台设备的目的。
1.硬件配置该方案采用性价比较高的GSK96单轴数控系统,伺服驱动型号为D A98A-50(50A 模块,带风扇),伺服电动机参数为额定转矩18N·m ,额定转速1 500r/m i n ;滚珠丝杠采用国产精密滚珠丝杠,精度P 4级,丝杠直径φ50m m ,螺距为8m m ;轴承采用哈尔滨精密轴承。
丝杠座、螺母座、电动机安装座及镗刀杆座等机械部件全部按照设计图样加工安装。
2.电气部分改造(1)增加数控系统,通过程序代码控制机床的工作,完成工件加工。
查阅数控系统相关选型资料,摒弃不需要的附加功能,最终选定性价比高的GSK96多功能位置控制系统,分辨率为800×480的液晶显示器,可以实现位置定位和进给、攻螺纹车螺纹及回转分度等运动功能。
具有μm级精度控制功能,同时具有丰富的输入/输出信号控制功能,可以实现多种信号检测和输出的复杂控制。
采用国际标准数控语言ISO 代码编写零件程序,支持U 盘导入导出加工程序,全屏幕编辑程序,中文操作界面等功能。
(2)Z 轴进给机构更换为伺服电动机+联轴器+滚珠丝杠的传动方式。

C630车床用于镗孔加工的改进设计作者:兴化市东方机械公司丁玉光程中琴作为一家普通的机械加工厂,车床、刨床、钻床等通用设备占有相当数量,而一些专用机床,如镗床、铣床、插床等数量却相对较少。
面对大量镗孔加工的生产要求,我们采用的办法是将C630车床进行改进设计,使之能够代替锉床进行镗孔加工。
根据现有产品的特点,需要制作工装和镗杆,进而对产品进行固定和加工,具体步骤如下。
1. 制作工装需镗孔加工的产品为阀板,见图1,需镗孔径为f80 mm,孔中心高为65mm 。
图1依据这一特点,制作一工装。
卸去小拖板后将做好的工装固定于大拖板滑枕上,其上平而距顶尖和卡盘中心线的距离为65mm (图2 )。
图22. 加工镗杆根据镗孔直径为f80 mm ,制作一实心镗杆f55 ,两端加工有B 型顶尖孔,中间适当位置加平出插刀孔,与之垂直方向攻牙,安放压紧螺钉(图3 ) 。
图33. 固定工件,安装镗杆将工件阀板置于工装上,调整阀板位置,合适后用压板压紧(图4 ) ;安装镗杆。
镗杆一端用卡盘卡爪夹紧,另一端用顶尖顶紧,插刀孔内安装刀头,用螺钉压紧(图4 )。
1.项尖2.镗杆3.阀板4.卡盘5.工装6.中拖板滑枕7.大拖板滑枕8.C630导轨图44. 镗孔加工置于工装上的工件,连同工装一道固定于大拖板滑枕上,可与滑枕一道沿导轨纵向移动,因此,随着镗杆的转动,镗孔加工即可顺利进行,直至符合尺寸要求。
经过检验,用此法镗孔,尺寸和精度完全满足要求,且有如下优点:1. 节省投资镗床设备的大量资金;2. 充分利用现有设备,使之满负荷工作,提高设备利用率;3. 改造成本低,只需制作一工装和镗杆,材料为普通钢板、圆钢和槽钢,而且只需简单机械加工;4. 简便可行,改造方便,操作简单,不需专门培训,现有车工即可完成。
由此看出,对于非专业生产厂家来说,利用现有设备资源进行挖潜改造,不失为一种投资省、见效快,而且是切实可行的有效途径。
(end)。
在车床上增加镗深孔装置张安清1 王 梁2 朱玉英11 安机集团有限责任公司,河南安阳 455000;2 安阳大学,河南安阳 455000图2 镗深孔装置1 镗杆2 前支架3 后支架4 滑板5 防尘板6 压板7 后支架导轨8 床鞍9小滑板图1 工件图对于长套筒类零件的内孔加工,常规工艺大都采用扩孔和镗孔。
因工件固定,刀具运动不易排屑和散热。
尤其当工件要求粗、精工序在一序完成,或加工一定直径范围内的孔,常规工艺扩孔需要不同规格的扩刀相对应,刀具数量多、费用高、换刀时间长。
而镗孔需要多次对刀、辅助时间长、效率低。
若要提高效率,需定制专用设备,投资大、柔性差、生产准备时间长,产品更新时,财力物力浪费高。
现在我们对车床进行改制,加上镗深孔装置,加工长套筒类零件,不需多次装卸工件,更换刀具、辅具,能够在同一序完成粗,精加工或一定直径范围内孔的加工。
操作省时、省力、调刀速度快,工件旋转,排屑方便,易散切削热,柔性大,产品更新方便。
适用于液压、印刷、化工等行业长套筒类零件的加工。
现以加工广东东莞制板厂的印刷滚筒工件为例(见图1),对车床改装作一简介。
(1)改装机床型号:CW 6163车床(2)加工套筒长度L :850mm加工内孔直径d 范围: 140~200mm加工最大外圆直径D :<360mm (3)镗深孔装置结构(见图2)由于对深孔镗削,为了保证镗杆刚度,加强稳定性,保证悬伸比,镗杆1采用了前后支架,增加了固定镗杆1支承跨距,前支架2安装在小滑板9上,去掉了原机床小滑板上的刀架,后支架3固定在床鞍滑板4和支承导轨7上,可随前支架小滑板前后移动,导轨固定在床鞍8上。
整个镗孔装置与机床刀架工作原理一样,切削运动由床鞍完成,刀具径向尺寸由手把带动滑板实现。
改装后,机床加工时排屑流畅,容易调整对刀,柔性增大、效率提高。
(4)安装镗深孔装置应注意的问题安装前支架时,应修研前支架底平面,保证支架26 组合机床与自动化加工技术镗杆孔中心线与床头箱主轴中心线等高,允差为0 2mm (只许高);与床身导轨平行允差为0 03/100mm 。
车床巧改成镗床玉金贵;秦广森;李玉贵【期刊名称】《金属加工:冷加工》【年(卷),期】2011(000)006【总页数】1页(P70)【作者】玉金贵;秦广森;李玉贵【作者单位】承德高中压阀门管件有限集团公司,河北,068150;承德高中压阀门管件有限集团公司,河北,068150;承德高中压阀门管件有限集团公司,河北,068150【正文语种】中文J46Y—220系列的高压直通截止阀是我公司的主打产品之一,近年来销售量呈现增加趋势。
该阀门的阀体进出口斜孔一直由镗床进行加工,当交货期较紧时,该工序则成为了制约产品交工期的瓶颈。
如果采购镗床,则会增加公司经济负担。
为此,我们设计了在C650车床用的车钻窝和车斜孔的工装(见图1)及相应的刀具。
该工装通过底盘上φ160mm外圆 (见图2)与C650车床的床鞍相应孔配合,靠孔和接触平面实现定位,底盘可绕自身轴线自由转动,并通过四根T形螺栓与床鞍联接。
图1 工装1、7.螺母 2.双头螺柱 3.底盘 4.调节螺栓 5.压板 6.定位螺栓 8.T形螺栓9.锁紧母图2 底盘底盘圆弧窗口可以显露车床床鞍上的刻线,圆弧窗口中间带有0刻线,并与车床床鞍上的0刻线重合。
根据阀体斜孔角度,将底盘扳转相应角度后锁紧T形螺栓;底盘固定后吊装阀体放在调节螺栓平面上靠实定位螺栓,可实现阀体定位;定位后用压板压紧即可实现夹紧。
阀体的中心线要和车床主轴轴线重合,这就需要提前调节调节螺栓的高度,通过调节其高低,可以实现不同规格阀体斜孔的加工。
经过车削150J46Y-220及200J46Y-220阀体斜孔验证,该工装夹装迅速,加工效率较高。
刀具参考镗床镗刀制作,切削刀具在刀杆中可以逐步调节伸出长度配合加工斜孔。
刀杆后端加工成莫氏锥度,并通过莫氏锥套与车床主轴的莫氏锥孔联接定位,并用拉杆联接到车床主轴另一端。
这样,刀杆带动切削刀具和主轴一同旋转切削阀体。
切削中主轴转速可选40~50r/min进行里孔粗车,精车时采用90~100 r/min;粗车时背吃刀量根据机床功率选取8~12mm,精车时取1~2mm。