TA2/316L爆炸复合板界面分析
- 格式:pdf
- 大小:216.46 KB
- 文档页数:3
第37卷第2期南京理工大学学报V01.37N o.2爆炸焊接参数对钛钢复合板界面波的影响王小绪,何勇(南京理工大学机械工程学院,江苏南京210094)摘要:为了研究爆炸焊接参数对界面波的影响,该文采用小倾角法对杉钢进行爆炸焊接,得到了不同碰撞速度和碰撞角下连续变化的界面波。
通过金相显微观察测量了不同位置界面波的波长和波高。
采用光滑粒子动力学无网格方法对小倾角法爆炸焊接过程进行了数值模拟,计算出不同位置的碰撞速度、碰撞角、比压强。
研究表明,碰撞速度和碰撞角是影响界面波形的关键参数,当碰撞速度为648m/s,碰撞角为16.1。
时,界面波开始生成。
随着碰撞速度和碰撞角的增加,界面波波长和波高逐渐增加,比波长先减小后增加。
关键词:爆炸焊接;界面波;碰撞速度;碰撞角;光滑粒子动力学法中图分类号:0389文章编号:1005—9830(2013)02-0215-04I nf l uenc e of par am e t er s of expl osi ve w el di ng on i nt er faci al w avesof T i/s t ee l com pos i t e pl at eW a ng X i aoxu,H e Y ong(School of M ec ha ni c al E ngi neeri ng,N U ST,N anj i ng210094,C hi na)A bs t r a ct:I n or der t o st udy t he i nf l uenc e of expl osi v e w el di ng pa r am e t er s o n t he i nt erf aci al w aves,t he expl osi v e w el di ng expe r i m ent w i t h sm al l i ncl i nat i on i s pe r f or m ed,and i nt erf aci al w aves a r e obt ai ned under di f f erent i m pac t vel oci t i es and i m pac t angl es.T he w a v e l engt h and w a v e hei ght a r e m ea s ur ed by t he m or phol ogy of i nt erf aci al w a ves.T he expl osi v e w el di ng w i t h sm al l i ncl i nat i on i s nu—m er i cal l y si m ul a t ed us i ng s m oot hed par t i ol e hydr odynam i c s m et hod,a nd t hepa r am e t er sof t he i m pac tvel oci t y,t he i m pac t angl e and t he s peci f i c pr es s ur e a r e cal cu l at ed.T he r es ul t s s howt hat t he i m pac tvel oci t y and i m pac t angl e a r e t he key pa r a m e t e r af f ect i ng i nt erf aci al w aves.W hen t he i m pac t vel oci t yi s648m/s and t he i m pac t angl e i s16.1。
钛钢爆炸复合板轧制工艺与界面控制
钛钢爆炸复合板是利用爆炸冲击波的高压、高速作用下造成金属
板之间的冲击与剪切,从而实现爆炸焊接现象,具有良好的综合性能、可塑性和耐腐蚀性。
然而,钛钢爆炸复合板的制备过程中,界面质量
对于爆炸复合板的性能优劣具有决定性的影响。
本文从钛钢爆炸复合板制备工艺及界面控制方面进行分析。
首先,钛钢爆炸复合板的制备过程需要在爆炸压力波下进行,压力及时间的
控制一定程度上影响复合板的成型效果。
其次,在爆炸复合板的制备
过程中,钢板与钛板各自的物理性质差异决定了其界面形态的构造及
质量。
因此,采用前处理技术,如清洗、去氧化等方法,可以有效地
提高钢板和钛板的表面质量,从而达到优化界面结构和性能的目的。
在制备过程中,优化钛钢复合板的制备工艺、精确控制界面质量
是关键。
本文综合使用金相显微镜、扫描电镜等手段对钛钢爆炸复合
板的界面结构进行观察和分析,同时探究制备工艺中对界面结构和性
能的影响。
最后,针对制备过程中出现的问题,提出了钛钢爆炸复合
板的优化制备方案。
总之,钛钢爆炸复合板的制备工艺及界面控制是实现优质钛钢爆
炸复合板的重要因素,需要在制备过程中严格控制,从而实现优异的
综合性能和应用价值。
钛-钢爆炸复合板界面硬度测试方法编制说明西安汉唐分析检测有限公司2019年3月7日钛-钢爆炸复合板界面硬度测试方法编制说明一、工作简况●项目的必要性简述钛钢爆炸复合双金属板是近二十年发展起来的制备金属材料的新工艺方法。
这种复合板综合地发挥了基材和复材的各自独特性能;它既有钛的优异的抗腐蚀性能,又保证了足够的强度和低廉的成本。
目前,复合板被广泛应用在电厂建设、石油化工、医药工程、轻工业生产、及汽车等行业,尤其在压力容器的制造中。
复合板发展至今已形成多种产品。
如钛及钛合金复合材料、不锈钢/钢复合材料、有色金属及其合金复合材料、三层甚至多层复合材料等,复合的方法通常有爆炸复合、轧制复合等。
爆炸复合多层金属材料在国内外正被推广应用,有着广阔的市场和巨大的潜力。
爆炸焊合的基本原因是接触面上生成薄溶化凝固层。
在冲击波作用下,界面处金属在超过屈服应力数十倍的应力作用下,其再结晶规律也是特殊的,爆炸能传递到界面,其微观上是不均匀的。
局部地区使金属溶化,非溶化区中,由于热作用也发生了扩散,爆炸焊是溶化和扩散共同作用的结果。
爆炸焊合的界面在抗剪切,抗疲劳裂纹扩展和抗剪切疲劳性能方面超过了基体。
但如复合前板材表面不洁净会造成复合界面上存在缺陷,或者不适当的工艺下过分强烈的冲击,造成界面附件微裂纹,钛钢复合界面常常表现为脆性和高强度。
由于钛钢复合板界面组织的特殊性,常分为波形结合区、连续溶化型结合区、混合型结合区、直接接触的平面结合区、溶化块、溶化层等。
而钛钢复合板界面硬度对于复合板后期的加工工艺具有非常重要的指导意义。
因无相关国家标准及行业标准规范复合钢板界面硬度的测量计算过程,对复合钢板实际工艺操作者造成困扰。
●适用范围本标准适用于钛-钢爆炸复合板的界面硬度测定。
●可行性西安汉唐分析检测有限公司是西北有色金属研究院(集团)下属的第三方检测机构。
1965年成立至今,公司已在西安宝鸡两地三区建成标准化实验室,检测面积10000余平方米,设备200余台(套),设备资产上亿元。
铝-钢爆炸复合板的研究进行了三种质量比的铝-钢爆炸复合板试验,所有复合板界面焊合良好,焊合率>95%,结合强度>60 MPa,而且基、复层材料对爆炸冲击波响应的硬化程度不明显,但结合界面存在铁、铝金属间化合物,故复合时应仔细选择爆炸参数,尽量减少其生成量。
1 前言铝柔软、加工性良好,同时又有良好的耐蚀性和隔音性。
但铝的强度很低,常温下无变形强化效果,为保持一定的抗力,只能加大铝板厚度,这又导致了成本增加。
如将铝板与钢板复合,则可克服熔化焊等焊接方法难以结合的缺点,同时又能发挥铝的优势,具有很高的强度。
2 试验材料与工艺以2.7 mm厚L3铝板作复层,12 mm厚945钢作基层,分别以R为3.84,2.74,2.19的三种复合比进行铝-钢爆炸复合试验,复合方式见文献[1]。
相应的试板A、B、C经探伤合格后,再进行机械性能检测和微观分析。
3 试验结果与讨论所有三块铝-钢爆炸复合板A、B、C经超声波探伤,焊合良好,焊合率>95%。
剪切试验得到的复合板结合强度见表1。
表1 铝-钢爆炸复合板的结合强度**:标准规定值为60 MPa。
同时沿复合板厚度方向测量了维氏硬度,由于铝-铁的硬度差别太悬殊,在硬度曲线上难以表述,故以实物照片和硬度数值来表述,见图1。
相对不锈钢爆炸复合板而言[1 ],铝-钢爆炸复合板的爆炸硬化趋势不明显。
图1 铝-钢爆炸复合板复合界面硬度图2金相照片显示了铝-钢爆炸复合板的情况,界面结合良好,属冶金结合,并呈波形特征,但与铜-钢、不锈钢-钢爆炸复合板相比,界面结合区的波形不规则,波长长,波幅小。
(a) (b)图2 铝-钢爆炸复合板复合界面微观形貌由于铝、钢元素的亲和力大,相互扩散到界面易形成金属间化合物。
图3和表2分别表示的铝-钢爆炸复合板界面元素线扫描与局部熔化区的微区A(线扫描成分曲线陡降段又出现缓降平台,这一现象在钢-钢、不锈钢-钢爆炸复合板都不曾出现)探针成分结果证实了这一点。
爆炸焊接参数对钛钢复合板界面波的影响
爆炸焊接是一种铺设复合管线的高效方法,特别是钛钢复合板,其焊接参数显得尤为重要。
燃烧助焊剂的黏度、灵敏度和抬升速度是影响界面波的重要参数。
燃烧特性影响助焊剂抬升速度,直接关系到焊缝的形状和焊缝界面波的产生,这些界面波将其影响到焊缝的机械性能。
因此,爆炸焊接参数调整是相关研究中的重点,应优先考虑它们对钛钢复合板界面波的影响。
燃烧助焊剂黏度和灵敏度决定了火花抬升速度,高灵敏度可使火花爆发更快,抬升速度越快,火花抬升高度越高,反之,则会降低火花抬升速度。
所以,在钛钢复合板爆炸焊接过程中,如果采用低燃烧速度的助焊剂,可以有效控制界面波,减小电路抵抗的差异,使焊缝获得良好的机械性能。
爆炸焊接参数对复合板界面组织及力学性能的影响爆炸焊接作为一种特种焊接技术,以其独特的优点在国防和民用工业中得到了广泛的应用,并有着很大的发展潜力。
本论文从实验和理论两个方面对爆炸焊接装药量与界面波的组织形状及复合板力学性能间的关系进行了研究和探讨。
通过扫描电镜观察,分析了不同装药条件下铜、铝、钢复合板的界面形状及金相组织的变化情况,研究表明界面波的波长和波幅、熔化层和夹杂都随着装药量的增加而增加。
通过抗拉、抗剪、弯曲和硬度实验,探讨了不同装药量条件下复合板、复合界面的力学性能,认为爆炸焊接普遍存在冲击硬化现象,而且复合板的力学参数在一定范围内对装药量并不十分敏感。
根据实验结果对焊接参数的经验公式作了修正,将之应用于武钢热轧带钢厂油膜轴承衬板的爆炸焊接工程中,指导铜/钢焊接参数选择,保证了复合板的焊接质量,取得了良好的效果。
钛/铝爆炸复合板结合区域的微观组织及力学性能的研究夏鸿博;王少刚;贲海峰【摘要】采用爆炸焊接方法对TA2与2 A12金属组合进行爆炸复合,并对获得的钛/铝爆炸复合板进行微观组织结构分析及力学性能测试。
金相组织观察显示,复合板的结合界面以波状方式结合,在结合界面处产生了强烈的塑性变形。
对复合板结合界面区进行XRD测试分析,未发现有金属间化合物析出,保证了结合界面具有较高的结合强度。
力学性能测试结果表明,随着与结合界面之间的距离增大,其显微硬度逐渐降低,整体上复合板的力学性能良好,其拉伸强度和剪切强度等能够满足工业生产对其力学性能的要求。
%The metal combination between TA2 and 2A12 is bonded together by using explosive welding . The microstructure of titanium/aluminium composite plate is investigated and the mechanical properties of composite plate are tested .The metallographic observation shows that the bonding interface of composite plate presents the pattern of wave shape ,and the violent plastic deformation is generated in the interface . The result of XRD analysis indicates that no intermetallic compounds precipitate in the interface region ,as a result ,the bonding strength of interface is relatively high .The results of mechanical properties tests show that the microhardness of composite plate gradually decreases with the distance far frominterface .On the whole,the mechanical property of composite plate is better ,and their tensile strength and shear strength can meet the requirements of mechanical properties in industry production .【期刊名称】《压力容器》【年(卷),期】2013(000)008【总页数】6页(P15-20)【关键词】钛/铝复合板;爆炸焊接;微观组织;力学性能【作者】夏鸿博;王少刚;贲海峰【作者单位】南京航空航天大学材料科学与技术学院,江苏南京 210016;南京航空航天大学材料科学与技术学院,江苏南京 210016;南京航空航天大学材料科学与技术学院,江苏南京 210016【正文语种】中文【中图分类】TH142;TG456.60 引言钛及其合金以其具有耐热、耐腐蚀以及比强度高等优异的综合性能,成为航海、化工和航空航天等领域中广泛应用的一种金属材料[1]。
文章编号:1000-5080(2000)04-0027-04作者简介:肖宏滨(1960-),男,副教授.主要研究领域和方向为金属材料的组织和性能.收稿日期:2000-09-11爆炸焊接铜/钢复合板结合界面的组织结构分析肖宏滨,李 谦,祝要民,李 炎(洛阳工学院材料工程系,河南洛阳471039)摘要:为了进一步认识爆炸焊接结合机理和指导实际生产,本文采用透射电镜、扫描电镜、能谱分析仪等对铜(T 2)/钢(20#)爆炸焊接复合板结合界面区的组织结构进行了分析。
结果表明,T 2/20#爆炸焊接复合板结合界面为波状结构,其结合界面由直接结合区、熔化层及漩涡构成;结合界面存在原子扩散;结合区发生了严重的塑性变形并伴随有加工硬化。
关键词:铜钢;复合板;爆炸焊接;界面;结构分析中图分类号:TG 441.7 文献标识码:A0 前言在爆炸冲击力驱动下,两块金属板高速碰撞后的连接谓之爆炸焊接。
爆炸焊接能将两种难以或不能用熔焊连接的金属焊接在一起,加之工艺简便,连接强固,复合面积大,生产效率高,成本低廉,以及覆层和基层的厚度及厚度比可任意调节等一系列优点,因而目前已成为国内外生产复合板的主要工艺方法[1]。
爆炸焊接时其结合面瞬时吸收了爆炸碰撞产生的强烈塑变功而使其组织结构特别复杂,并对复合板的性能有直接影响[2],但此结合区很薄,难以在光学显微镜下分辨其细节,所以本文采用扫描电镜和透射电镜对结合界面组织结构进行了深入的分析,这对认识爆炸焊接过程与机理、指导爆炸焊接工艺的制定,以及降低产品的废品率、提高产品的质量和寿命均有重要参考价值。
1 试验条件爆炸焊接复合板的覆板为T 2铜板,厚3mm ,各元素质量分数:W S <0.005%,W Pb <0.005%,W Bi <0.002%,W Cu >99.9%;基板为20#钢,厚5mm ,各元素质量分数:W C =0.20%,W Si =0.27%,W Mn =0.50%,W Ni =0.25%,W Cr =0.25%,W Cu =0.25,W S <0.035%,W P <0.035%。
2020.27科学技术创新超薄钛/钢复合板爆炸工艺的试验与研究张宝军1赵毅霞2(1、西安天力金属复合材料股份有限公司,陕西西安7102012、陕西汽车集团有限责任公司,陕西西安710200)爆炸焊接又称为爆炸复合,是一种将炸药爆炸瞬间产生的能量作为能源对金属进行焊接的一种高新技术[1~4]。
钛钢复合板综合其金属组元各自的优点,可以获得单一金属所不具有的物理和化学性能,如优良的耐蚀性和强度高等优点,钛钢复合板已经在机械、航空航天、轮船、建筑、核能和石油化工等工业领域得到推广和应用。
钛作为钛/钢复合板设备中与介质接触面,能充分发挥钛的耐蚀性;不锈钢具有优良的力学性能。
钛/不锈钢焊接构件不但可以满足工业对钛的需求,还能发挥二者的共同点,大大降低化工设备固定投资成本。
但是,在实际生产中,对于复层1mm 左右的薄复层材料,爆炸复合较难实现,本文主要研究讨论配比为1/3×~mm 的TA2/304材料的爆炸工艺。
1试验准备1.1材料表1试验材料规格及性能1.2炸药参数炸药:民用生产型炸药A#、B#,密度0.75-0.82g/cm 3、2100~2400m/s ,药高H 为20-24mm 。
2试验工艺与过程2.1工艺流程下料→打磨组配→爆炸复合→UT →取样→试样退火→校平→性能测试。
2.2方法过程分别采用A#和B#炸药,试板编号分别为:SY-1#(A#药)、SY-2#(B#药)。
下料后,将钛板和不锈钢打磨干净组配好;选一处较坚硬的地基,处理平整;将组配好的试板放置于炮台上,要求基板与地基严密贴合,四边塞实;间隙选用4.0mm 钛间隙;爆炸UT 探伤;热处理校平后取样检测。
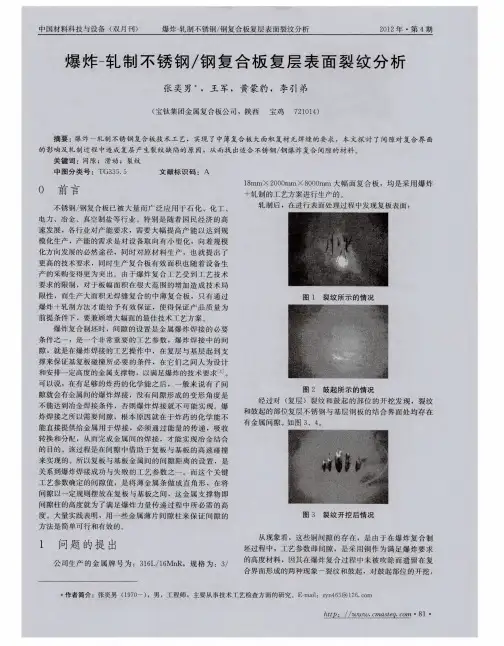
3检验与测量3.1结合与表面爆炸复合后,宏观检查,结合良好。
由于复合板厚度较薄,用手摸钛面可以发现部分间隙,沿爆轰波方向有移动,位移最大的有15mm 。
另外,边缘上复层有被间隙顶裂现象存在。
经超声探伤检验,结合强度良好。
3.2复合板厚度测量在复合板面上,从边沿到中心随机测量8个点,使用板厚千分尺对复合前后基、复板和复合板的厚度进行测量,数据表明:整板边沿处厚度相对较薄,中心处相对较厚;另外,爆炸后复合板厚度范围为3.80~3.90mm ,减薄大约0.08mm 。
槽型界面爆炸复合板界面效应及结合机理的研究爆炸焊接是利用炸药爆炸能量使高速碰撞的界面金属产生塑性流动和冶金结合的一种工艺,已成功实现数百种金属的复合,广泛应用于层状金属复合板的制备。
但传统爆炸焊接炸药用量很大,造成严重的环境污染、振动和噪声。
而且受到爆炸焊接窗口限制,当焊接能量较小时界面金属无法产生塑性流动和金属射流,难以实现复合,而当焊接能量较大时易产生过熔现象,造成界面的结合强度不高,甚至被反射拉伸波拉开。
针对目前爆炸焊接存在的诸多问题,提出采用蜂窝结构炸药作为焊接能量,通过爆炸焊接以及爆炸压接-轧制复合槽型界面金属板的研究思想。
爆速是爆炸焊接的重要参数,为配制槽型界面金属板复合专用炸药,研究了玻璃微球尺寸和含量对乳化炸药密度和爆速的影响。
结果表明:炸药密度和爆速随着玻璃微球含量增加而减小:小尺寸玻璃微球的敏化效果和调节爆速效果均比大尺寸的好。
传统爆炸焊接炸药密度不均,临界直径较大,采用蜂窝铝板作为焊接炸药药框,蜂窝孔的各向约束降低炸药临界厚度的同时,可保证各位置炸药的厚度基本相同,炸药的爆速也有所提高。
由于铝合金与钢,尤其镁铝合金与钢界面易产生过熔现象和脆性金属间化合物,难以直接爆炸复合一起,往往需要在铝合金与钢层间加入纯铝、钛等薄板作为中间夹层进行爆炸焊接。
为将镁铝合金-钢直接爆炸复合一起,提高界面的结合强度,本文采用5083铝合金与槽型界面Q345钢分别作为覆层和基层,通过公式计算得到铝-钢爆炸焊接窗口后,选取靠近可焊性窗口下限的参数进行实验,再通过力学性能检测和微观形貌观察研究5083/Q345复合板的结合性能。
结果表明:铝合金与钢在冶金结合和燕尾槽的挤压啮合共同作用下实现爆炸复合,为铝-钢等强度相差较大的金属材料直接爆炸焊接提供一条新途径:铝合金-槽型界面钢爆炸复合板结合面积比传统铝合金-钢爆炸复合板大145%,铝合金-槽型界面钢爆炸复合板剪切试样强度均大于167.6MPa,满足铝-钢复合板结合强度的要求;5083/Q345复合板界面附近钢侧和铝合金侧显微硬度随着与距离界面的减小而增大,燕尾槽下底面界面5083铝合金和Q345钢的显微硬度与距离燕尾槽上底面界面相同距离5083铝合金和Q345钢的显微硬度基本相等。
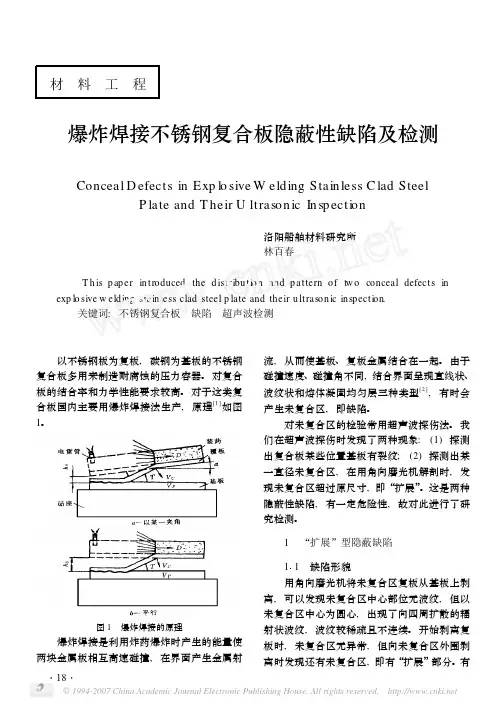
爆炸不锈钢复合板及其在石化设备上的应用目前不锈钢复合板的生产方法主要有3种:爆炸法、轧制法和爆炸-轧制法。
我国目前主要采用爆炸法生产复合板,该方法生产工艺简单,使用的能源丰富,所生产的复合板性能好,已被广泛应用于石油、化工、制药、船舶、水电等行业,产生了很好的经济效益和社会效益。
1 爆炸焊接机理及工艺爆炸焊接是一种高能率的加工技术,是一种以炸药的爆轰为能源,将两层或多层相同的或不同的金属材料结合为整体材料(复合板)的材料加工工艺。
图1是爆炸焊接装置及焊接过程示意图。
当炸药被引爆后,复板在炸药爆炸释放的能量驱动下加速,当速度稳定时,与基板发生碰撞,从而在碰撞点形成足够的再入射流,靠再入射流清理待结合金属表面的氧化物、氮化物、气体薄膜及附着的水分等,使金属露出活性表面。
同时,金属碰撞产生的高压使金属活性表面紧密接触,通过原子间的作用力,实现两种金属间的可靠连接。
图1 爆炸焊接装置及焊接过程1-炸药;2-缓冲区;3-复板;4-基板;5-基础;6-起爆器;7-爆炸产物;8-再入射流;s-基复板安装间距;VD -炸药爆速;VP-复板运动速度;VCP-碰撞点运动速度;c-碰撞点1.1 实现焊接的必要条件(边界条件)爆炸焊接属于冷焊,要实现良好的焊接必须具备以下3个条件:(1)碰撞速度要超过某一最小值,产生的碰撞压力要大于材料的动态屈服极限,在碰撞点附近产生流体区。
Whitman等人[1]提出的最小碰撞速度vpmin=(σb/ρ)1/2。
(2)形成足够稳定的再入射流,产生自清理过程。
产生再入射流,必须具备2个条件,一是动态碰撞角β必须大于某一临界值;二是碰撞点运动的速度要小于声音在该材料中的传播速度。
Crossland等人[1]提出最小碰撞角βmin=k0(Hv/ρv cp2)1/2(3)碰撞点运动的速度要大于某一临界值,界面才能呈波状结合特征,否则界面平直、结合强度低。
Cowan等人[1]提出最小碰撞点运动速度vcpmin =[2Re(Hv1+Hv2)/(ρ1+ρ2)]1/2式中ρ—材料密度;Hv—硬度;σb—材料拉伸强度;Re—雷诺数;k—材料表面状态系数。