船体结构建模主要内容
- 格式:pdf
- 大小:136.10 KB
- 文档页数:6
探析船体结构的三维设计摘要:三维设计作为船舶船体结构的主要设计方式,其主要利用各种现代信息软件技术,对船体结构进行三维立体虚拟建模,并综合设计内部各个焊接与装配环节,进而提升船舶结构建造质量。
基于此,本文简单分析船体结构三维设计实施流程,并深入探讨船体结构三维设计要点,以供参考。
关键词:船体结构;三维设计;建模;焊接引言:随着现代CAM与CAD等现代技术的不断升级和更新,三维设计模式被广泛应用于现代船舶结构设计当中,使得船舶建造真正步入数字化生产时代。
因此,设计人员应全面分析现代各种三维技术软件功能和特性,选择最适合我国船舶结构建造三维技术进行结构设计,进而促进我国船舶行业长期稳定发展。
1.船体结构三维设计实施1.1软件选择及基础参数配置1.1.1软件选择合理布设软件设施与硬件设施是船体设计的关键所在,在采用三维设计方式实施船体结构设计方面,当前世界各国所运用的三维技术和设计软件各有所异。
如西班牙则主要采用FORAN软件来实施船体设计,挪威主要采用AUTOKON软件来实施船体设计,日本主要采用HICAS软件来实施船体设计,而瑞典则主要采用TRIBON软件来实施船体设计。
以上几种均为目前船体三维设计中主流设计软件,其功能和应用方式各有所长。
而我国在船体设计方面则与他国不同,目前主要采用设计软件包括TRIBON软件、CATIA软件、EFSHD软件及CAD软件等,其中专业性最强的便是CATIA其次为EFSHD,以上两项软件对于相关人员技能水平有着极高的要求,而相比之下CAD软件操作则对技术要求相对较低。
基于我国目前船舶发展现状和基本结构,使用频率最多的便是原产于瑞典的TRIBON设计软件。
该设计软件引入我国时间较早,设计工艺已处于成熟阶段。
因此,下文将主要针对此款设计软件的船体结构三维设计应用进行重点阐述。
1.1.2基础参数配置当确定船体结构设计软件后,应在软件内部配置相应的船体参数数据和相关文件,构建基础软件设计标准,而其中最为重要配置部分便是船型参数配置。


浅谈船体完整性建模
浅谈船体完整性建模
在船舶的生产设计中,船体结构建模不但作为每条船舶正式启动的第一环节,而且船体模型还将作为机电专业和舾装专业的载体.为其提供工作平台.为了更好地完成船体建模的工作.船体建模的完整性问题尤为重要.船体建模的完整性主要包括结构完整性建模、精度完整性建模和装配完整性建模等三大方面.船体完整性建模要求所有船体构件的基本信息、焊接信息、精度信息完整地输入到系统中,完成的模型中必须包含各种生产制造所需要的产品信息以及建造过程中需要的工艺信息等.完整性建模是现代造船的基本条件,设计人员还需要关注现代造船的装配流程及焊接工艺等等,紧跟时代步伐.这样设计的模型不仅完整而且符合最新工艺要求.
作者:周彩芳于开超 Zhou Caifang Yu Kaichao 作者单位:上海船舶研究设计院,上海,200032 刊名:船舶设计通讯英文刊名:JOURNAL OF SHIP DESIGN 年,卷(期):2009 ""(1) 分类号:U662.2 关键词:TRIBON 建模完整性。
船舶工程技术系统设计建模和仿真技术船舶工程技术系统设计建模和仿真技术是现代船舶设计与建造领域中的一项重要技术。
通过采用计算机辅助设计和仿真技术,可以有效提高船舶建造过程中的效率和质量,同时减少成本和资源投入。
本文将对船舶工程技术系统设计建模和仿真技术进行详细探讨,并介绍其在船舶建造领域中的应用。
一、技术原理和方法在船舶工程技术系统设计建模和仿真技术中,主要涉及到以下几个方面:1.1 船舶系统建模船舶系统建模是指将船舶系统的各个组成部分进行抽象化,通过数学模型的方式进行描述和分析。
这些组成部分包括船体结构、动力系统、工艺装备等。
通过建立准确的数学模型,可以对船舶系统的性能进行评估和优化。
1.2 仿真技术仿真技术是指利用计算机进行虚拟实验,模拟船舶在不同工况下的运行情况,并通过仿真结果进行评估和优化设计。
通过仿真技术,可以减少试验的时间和成本,提高设计的可靠性和精度。
二、应用案例以下是几个船舶工程技术系统设计建模和仿真技术在船舶建造领域中的应用案例:2.1 船体结构设计利用船舶工程技术系统设计建模和仿真技术,可以对船体结构进行设计和优化。
通过建立船体结构的数学模型,并结合材料力学和结构强度分析,可以评估船体结构的强度、刚度和稳定性,并进行结构优化,从而提高船舶的安全性和航行性能。
2.2 船舶动力系统设计船舶动力系统是船舶的核心部分,对船舶的推进性能和能效具有重要影响。
通过船舶工程技术系统设计建模和仿真技术,可以对船舶动力系统的工艺流程进行建模和仿真,从而评估动力系统的性能和工况下的能效,为船舶动力系统设计提供理论依据和参考。
2.3 装备安装和布置优化在船舶建造过程中,装备安装和布置是一个复杂而关键的环节。
通过船舶工程技术系统设计建模和仿真技术,可以对装备的安装位置、布局和连接方式进行优化设计。
通过仿真结果的分析和评估,可以选择最佳的装备方案,提高装备的可靠性和船舶的整体性能。
三、技术挑战和展望船舶工程技术系统设计建模和仿真技术在船舶建造领域中的应用已经取得了显著的成果。

模型船的结构及制作模型船是一种复制真实船只的模型,它是模仿船只的外观和结构,缩小比例制作的一种艺术品。
制作模型船需要细致的手工技巧和专业的知识,同时也需要耐心和时间。
下面将详细介绍模型船的结构和制作过程。
船体是模型船最重要的组成部分,它通常由多个木板拼接而成。
为了使船体与真实船只更加贴合,船体是按照真实船只的尺寸比例制作的。
船体的形状可以是平底、V底、U底等不同类型,根据不同的船型选择合适的船体形状。
甲板是船体上部的平坦部分,通常由木板制作。
在甲板上可以模仿真实船只的细节,如舱口、吊索、救生艇等。
舰桥是模型船上的指挥中心,设计它需要考虑到船舶的结构和外观。
烟囱是模型船上的排气装置,模型船的性能和外观都与烟囱有关。
舵柄是用来驾驶模型船的,通过操作舵柄可以控制船只的方向。
桅杆是模型船上的支撑装置,一般由细长的木条制成。
它扎根于船体的上方,支撑着帆。
帆是模型船上的动力部分,可以根据不同的船型选择不同的帆形状和数量。
帆还可以根据设计需要进行绘画,使其更加接近真实。
制作模型船的过程可以分为以下几个步骤:1.收集资料和设计:在制作模型船之前,需要收集真实船只的照片、平面图和资料,用来制作模型船的设计图。
设计图是制作模型船的依据,它将指导你在制作过程中的每一个步骤。
2.制作船体:根据设计图,使用适当的材料制作船体的框架,并用薄木板拼接做出船体的形状。
在制作船体的过程中需要注意尺寸比例的准确性和强度的要求。
3.制作甲板和舰桥:根据设计图,将薄木板切割成适当的形状,制作甲板和舰桥。
在制作甲板和舰桥时需要考虑到细节和比例。
4.制作烟囱、舵柄和其他细节:根据设计图,使用适当的材料制作烟囱、舵柄和其他的细节。
在制作这些细节时需要细心和耐心。
5.制作桅杆和帆:根据设计图,使用细长的木条制作桅杆,并挂上帆。
桅杆的制作需要考虑到强度和稳定性,帆的制作需要考虑到形状和绘画。
6.上漆和装饰:在模型船制作完成后,可以对其进行上漆和装饰。
舰船构造第一节:舰体结构要了解舰体的结构,必须要知道舰体在水中可能遭受到的一切外力,据此以计算舰体的强度(包括舰体的总强度及一个或一组构件的局部强度),然后才能决定舰体各构件的尺寸,以及如何构造。
舰体所遭受到的外力,可以分为两种,一种是作用在整个舰体上的外力,另一种是局部所受的外力。
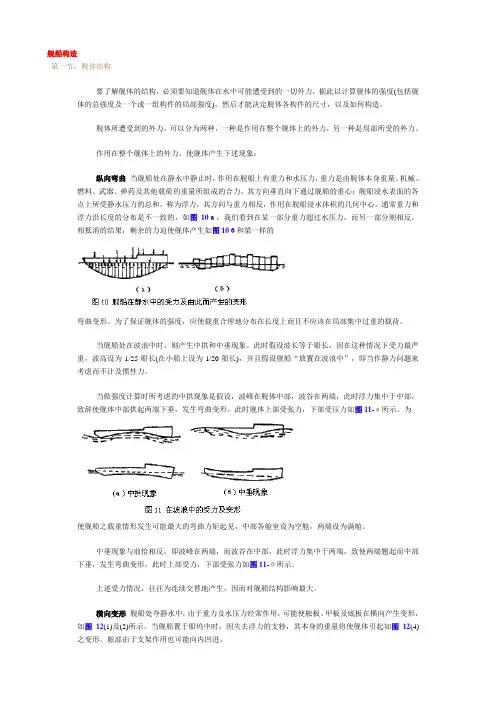
作用在整个舰体上的外力,使舰体产生下述现象:纵向弯曲当舰船处在静水中静止时,作用在舰船上有重力和水压力,重力是由舰体本身重量、机械、燃料、武器、弹药及其他载荷的重量所组成的合力,其方向垂直向下通过舰船的重心;舰船浸水表面的各点上所受静水压力的总和,称为浮力,其方向与重力相反,作用在舰船浸水体积的几何中心。
通常重力和浮力沿长度的分布是不一致的,如图10а,我们看到在某一部分重力超过水压力,而另一部分则相反,相抵消的结果,剩余的力迫使舰体产生如图10б和梁一样的弯曲变形。
为了保证舰体的强度,应使载重合理地分布在长度上而且不应该在局部集中过重的载荷。
当舰船处在波浪中时,则产生中拱和中垂现象。
此时假设波长等于船长,因在这种情况下受力最严重,波高设为1/25船长(在小船上设为1/20船长),并且假设舰船“放置在波浪中”,即当作静力问题来考虑而不计及惯性力。
当做强度计算时所考虑的中拱现象是假设,波峰在舰体中部,波谷在两端,此时浮力集中于中部,致辞使舰体中部拱起两端下垂,发生弯曲变形。
此时舰体上部受张力,下部受压力如图11-а所示。
为使舰船之载重情形发生可能最大的弯曲力矩起见,中部各舱室设为空舱,两端设为满舱。
中垂现象与前恰相反,即波峰在两端,而波谷在中部,此时浮力集中于两端,致使两端翘起而中部下垂,发生弯曲变形,此时上部受力,下部受张力如图11-б所示。
上述受力情况,往往为连续交替地产生,因而对舰船结构影响最大。
横向变形舰船处夺静水中,由于重力及水压力经常作用,可能使舷板、甲板及底板在横向产生变形,如图12(1)及(2)所示。
当舰船置于船坞中时,因失去浮力的支特,其本身的重量将使舰体引起如图12(4)之变形,舷部由于支架作用也可能向内凹进。
船模设计知识点归纳船模设计是一门涉及船舶结构和造型的艺术与科学相结合的领域。
在船模设计中,我们需要掌握一些基本的知识点,以确保模型的准确性和美观性。
本文将对船模设计涉及的主要知识点进行归纳和总结。
一、船体外形设计船体外形设计是船模设计中最基本的部分之一。
在这一步骤中,我们需要确定船体的长度、宽度、高度、曲线等参数,以及船体的细节设计,如窗户、门、舷梯等。
此外,还需要考虑船体的比例,选择合适的缩放比例以保持模型的真实性。
二、船体结构设计船体结构设计是船模设计中的核心内容之一。
在这一步骤中,我们需要确定船体的骨架结构,包括船体的龙骨、横梁、桁架等。
同时,还需要考虑船体的稳定性和强度,确保模型具有良好的航行性能和承载能力。
三、船舶系统设计在船模设计中,船舶系统设计是不可或缺的一部分。
这包括动力系统、导航系统、通信系统、供电系统等。
在设计这些系统时,我们需要考虑它们的功能和布局,并与船体结构相协调,以确保系统的有效性和船模的整体一致性。
四、船舶装饰设计船模的装饰设计是为了增加模型的美观性和仿真度。
这包括船体的涂装、船舶的标识、装饰物品的摆放等。
我们需要根据实际船舶的特征和需求,选择合适的材料和工艺,进行装饰设计,使模型更加逼真和精致。
五、船模制作工艺船模的制作工艺对于模型的质量和效果起着重要的作用。
常用的船模制作工艺包括木质船模、塑料船模、金属船模等。
我们需要选择适合的材料和工具,掌握相应的制作技巧和工艺流程,确保模型的制作质量和精度。
六、船模展示和保养完成船模设计和制作后,我们需要进行模型的展示和保养工作。
这包括选择合适的展示方式和场所,保持模型的清洁和无损坏,以延长其使用寿命和观赏价值。
同时,定期进行维护和修复,确保模型的良好状态和外观。
七、船模设计的应用领域船模设计广泛应用于船舶设计、教育、娱乐等领域。
在船舶设计中,船模设计可以作为船舶原型研究和设计验证的重要手段。
在教育领域,船模设计可以作为学生培养动手能力和创造力的有效工具。
TRIBON 船体建模导读____平面建模要点 1 / 1 -------------------------------------------------------------------------------------------------------------------------------------------
2012.2
结构建模依据
【设计资料】
1 总布置图、分舱图。
2 中横剖面图。
3 船体结构详细设计退审图。
4 结构节点详图。
5 焊接规格表。
6 建造方针或者船体建造原则工艺等。
7 分段划分图、总组及大合拢吊装顺序示意图(包括余量布置)。
8 相关的舾装布置图和详图。
例如人孔、梯道、门、风管、设备布置等。
9 各种基座和设备下的加强。
10 制造厂的有关标准和生产惯例。
【准备工作】
1 Tribon系统开题。
数据库初始化(CGDB,OGDB,GENTAB)
2 将光顺好的船体线型数据送数据库。
必要时可以先送初光顺的船体线型数据,待正确数据有了再运行一遍,但时间不能相差太长。
3 主要的连续结构平面板缝应先统一布置好。
例如内底板、斜底板、甲板主舱壁等。
4 根据结构节点详图,修正系统设置。
5 平直部分的外板纵骨应先建模,可以交叉进行。
船体建模技巧船体建模技巧周宇华(江南造船(集团)有限责任公司开发研究部)摘要船体结构是一个复杂的三维结构,在建模时如何作简化,如何应用MSC.Patran 提供的功能提高建模效率,本文将在这个方面作简单介绍。
1.船体结构的主要特征以及建模前的准备工作船体结构一般说来是左右对称的,主要由船壳、各层甲板、横向和纵向舱壁、强框架、弱框架以及加强筋等结构组成。
结构之间相交形成一个复杂的三维船体结构。
对于不同的计算目的,对有限元网格的大小有不同的要求,如振动响应的计算,一般纵向取一个强框架间距的长度,横向取较小一个纵桁间距的长度,垂向应控制各层甲板的位置;如果进行强度计算分析,对全船模型可粗一点,对局部模型应根据求解要求适当细一点。
因此在运用Patran建模前,首先根据工作任务确定网格大小,然后根据图纸确定主要构件的位置来预留有限元节点的位置,如各层甲板高度,强框架、横向和纵向舱壁位置,舱室前后左右端位置等信息要明确以减少返工,根据对称性可先建一半模型。
2.Patran 建模技巧在船体建模过程中几何建模虽是划分网格的基础,但最终目的是划分有限元网格。
以某船某一分段结构为例,模型如图1,图2所示。
图2中几何信息过多,如使用直接建有限元模型的一些技巧将取到事半功倍的效果。
以下介绍几何和有限元建模等的一些技巧。
技巧一几何建模船体外板是不规则曲面,输入型值点后,采用Create/Curve/Spline 功能生成外板轮廓线,再使用Create/Surface/Curve 方法生成船体曲面。
甲板与船体外板相交的交线是曲线,可先创建甲板中心线,用Create/Curve/Project 功能把中心线向船体曲面投影,投影线即为交线,连接中心线与投影线即创建了甲板的几何模型。
几何建模中投影法运用较多。
技巧二有限元建模Sweep/Element/Extrude 功能船上甲板通常是前后端、中心线三边为直线,舷侧一边为曲线,甲板上有纵骨、横梁,甲板还与纵向舱壁相交,这些位置都必须预留节点。
船体平面建模-设计出图规范流程船体平面建模、设计出图规范流程第一章概述一、平面建模基本概念平面建模模块的主要用途是对船体内部平面结构板架进行建模,例如平台、舱壁等。
概括地讲,平面建模工作可以分成三个步骤:(1)模型的生成;(2)从模型中抽取图纸信息;(3)图纸的完善。
在不同的设计阶段平面建模具有不同的用途:在基本设计及详细设计阶段:建立早期设计模型;根据模型生成设计(送审)图;利用模型信息提供设计基础数据,如重量预估、材料预估等。
在生产设计阶段:进一步细化模型,将早期的设计模型(大总段)分割成实际生产单元(分段)并填加详细的工艺信息;根据细化模型生成工作图;完整模型信息,通过提取模型信息生成各类施工图纸。
二、板架及分段的概念Tribon系统典型船体结构数据库的结构关系如下图所示:BLOCK,PANEL,SCHEME的相互关系也可如下图所示:典型的平面板架立体示意图如下:Tribon系统将一条船的船体模型分成若干个BLOCK(分段),每一个BLOCK(分段)又由若干个PANEL(板架)组成。
PANEL(板架)则包含具体的结构零件,而每个零件具有各种工艺信息,如厚度,材质,形状,坡口,余量,延尺,滚轧线等信息,这些零件及其加工信息可以利用到后续套料模块中,生成零件的切割指令。
PANEL(板架)是组成船体模型的基本单位,设计人员在建模工作总应该在脑海中建立以PANEL(板架)为基本单位的设计观念,而不是把PANEL(板架)中零件一个一个孤立起来分开对待。
三、船体坐标系基本概念1 全船固定坐标系XYZ如下图所示:2 平行于肋骨面,侧剖面或水平面的板架平面,通常由X=xc,Y=yc,Z=zc分别定位,如下图:3、任意倾斜的板架则由坐标系统的三点定义其平面,例如:ORIGIN=Ox,Oy,OzUAXIS=Px,Py,PzVAXIS=Sx,Sy,Sz如下图表示:四、建模前的准备工作在建模前,设计人员对设计的阶段,工作任务和所负责区域一定要明确,并且要准备和熟悉下面的一些图纸:a. 总布置图b. 基本结构图c. 分段划分图d. 区域结构图e. 建造计划书f. 全船理论线图g. 节点图册h. 建模代码表并且,使用Tribon系统的Project Selection模块选择相应的工程项五、Planar Hull模块界面介绍六、定义BLOCK的名称及范围使用Tribon系统中Initiate Hull Standards模块可以新建或修改一个BLOCK的名称及范围,注意该操作应指定系统管理员或主办完成,普通用户不要随意操作此命令,以免操作失误造成数据的丢失或改变。
船模设计知识点归纳总结船模设计是一项复杂而精确的艺术,涵盖了多个领域的知识和技术。
在船模设计过程中,我们需要考虑船体结构、船舶动力系统、船舶操纵控制以及船舶装备等众多方面。
本文将对船模设计的主要知识点进行归纳总结,旨在帮助读者全面了解船模设计的要点和技巧。
一、船体结构设计1.1 船体类型:船体类型包括单体和整体两种,单体指的是单船船体,而整体是指多船船体结构。
1.2 船体比例:船模设计中常用的船体比例有1:100、1:200和1:300等,根据设计需求选择合适的比例尺寸。
1.3 船体结构组成:船体结构一般由船头、船舷、船底和船尾等部分组成,需要根据实际船舶结构进行设计和模拟。
二、船舶动力系统设计2.1 动力选型:根据船模的用途和规模选择适当的动力系统,常见的动力系统包括电动推进系统、蒸汽动力系统和燃气涡轮动力系统等。
2.2 推进器设计:推进器是船模动力系统的核心,需要根据船舶设计和水动力学原理进行合理设计,以提供足够的推力和操纵性能。
2.3 能源供应:船舶动力系统需要配备合适的能源供应系统,如电池组、燃料电池和太阳能电池等,以保证船模的长时间运行。
三、船舶操纵控制设计3.1 舵机系统:船模的操纵控制主要通过舵机系统实现,舵机需要具备高精度和高响应性能,以确保船模能够准确地执行操纵指令。
3.2 遥控系统:遥控系统是船模操纵的关键,需要选择合适的遥控设备和频率,以确保信号传输的稳定性和可靠性。
3.3 航行稳定性:船模的航行稳定性对于操纵和控制至关重要,需要综合考虑船体结构、重心位置以及浮力分布等因素进行设计和调整。
四、船舶装备设计4.1 通信设备:船模可能需要安装通信设备,如无线电台、雷达和GPS导航等,以确保船模在航行过程中的通信和定位功能。
4.2 功能装置:根据船模的用途和要求,可以安装各种功能装置,如水泵、灭火系统和救生设备等,以提升船模的实用性和安全性。
4.3 船舶外观装饰:船模的外观装饰可以根据个人喜好进行设计,包括船体涂装、舷外设施以及船舶标识等,以增加船模的美观性和辨识度。
结构建模的主要内容生产设计的基本工艺准则请参阅“工厂施工基准”结构建模以PANEL为单元,力求正确,完整。
要注意左右不对称的构件建模。
1 PANEL名:为了便于沟通与查找,请参照“模型对象的命名”内容。
2 PANEL定位:⑴ PANEL的平面坐标有三种常用的选择。
① 主平面--- X |Y |Z② 三点定平面--- 取平面上的三点坐标(ORI=,,UAX,VAX)。
三点的次序尽可能按靠近的主视图坐标系。
即 水平面:原点-X-Y; 纵剖面:原点-X-Z; 横剖面:原点-Y-Z 。
③ 根据一条已知的平面曲线名定义一个平面。
⑵ PANEL 的局部坐标系UVW① 水线面:U轴由尾向首,V轴由中心向左舷。
建模可视面向下看。
② 纵剖面:U轴由尾向首,V轴由下向上。
建模可视面向左舷看。
③ 横剖面:U轴由中心向左舷,V轴由下向上。
建模可视面向尾看。
④ 三点的平面:U轴由原点ORI向UAX点,V轴由原点ORI向VAX点。
建模可视面向W 轴的逆方向看。
⑤ 局部坐标的W轴是按右手法则决定。
⑶ DAT 数据类型。
是对应视图中的线条类型。
DAT=191 轨道线,用于水密结构件。
DAT=181 粗虚线,用于舱内的非水密结构件。
例如非水密的底纵桁、舱壁等。
DAT=101 双点划线,用于强桁材结构。
例如强肋骨、舷侧纵桁、甲板纵桁等。
3 边界:⑴ 边界线一定要依次相交的封闭图形,包括余量线,因此尽量用无限线段。
⑵ 邻接分段的接口要吻合,它们的公共边界线数据应该采用相同的表达形式,特别是对曲线或斜线的分段边界,一定要用相同的数据。
边界的数量不超过12条。
⑶ 尽量用关联的结构作为边界,这样方便修改。
⑷ 边界的数量不超过12条。
在建模可视面中逆时针方向排列。
4 板缝:⑴ 布置:根据板厚、材质及板材订货规格布置。
一般是平行船体的长度方向布置,但是钻井平台要考虑其特殊性和相关工厂的生产惯例,板的长边可以平行型材长度方向布置。
对于全船性的结构如内底板、平台板、甲板、主舱壁及上层建筑外围壁等应统一排板。
⑵ 坡口:① 板缝的坡口类型、方向按施工阶段与工艺要求选用。
注意,板缝是有方向性的,如 -------------------------------------------------------------------------------------------------------------------------------------------果左右边的坡口不同,代码不要搞错。
特别要检查任意平面上的坡口方向。
② CO2衬垫焊设两个代码,有间隙和无间隙代码,可根据工厂施工惯例选择坡口代码。
通常是用在部件或组件上的CO2衬垫焊缝选择有间隙的代码。
对于边界上的CO2衬垫焊缝有的船厂用无间隙的代码,有的船厂用有间隙的代码,再另加其他余量。
⑶ 余量:① 自动埋弧焊板缝的焊接补偿量,板缝每边放0.5mm。
③ 手焊的焊接补偿量不放。
⑷ 对压波纹筋结构的板材,板缝布置要考虑每条筋的展开长度。
最好由工厂提供实际数据。
⑸ 题外,对要滚轧的圆弧板,板缝要布置在平直部分,距切线至少100mm,如是在圆弧部分,要加放100mm的加工余量。
5 板:⑴ 厚度、材质、及其厚度朝向要选用正确。
Tribon系统有时候多次运行后会产生厚度加倍的错误,所以要经常复查。
⑵ 对于斜面PANEL的厚度朝向要注意复查。
6 扶强材:⑴ 按原设计图选用型材规格、材质、厚度朝向及其端部的连接节点。
⑵ 选择端部坡口类型,坡口方向要考虑型材的实际焊接位置。
避免仰焊。
⑶ 端部余量的判断,当型材端头与相邻分段是焊接的,如果板材放余量,此型材也要放余量。
如果端部是削斜的,或者有空隙连接时,不必放余量。
⑷ 波纹板上的压筋是作为型材处理的。
⑸ 曲型较大的型材,两端要放加工余量,至少250mm7 面板:⑴ 按原设计图选用面板的规格、材质。
特别注意厚板的材质要求。
⑵ 要考虑端部的节点形式、余量、坡口的类型和方向。
与腹板焊接的一面是理论面,坡口代码为正值,反之为负值。
一定要检查邻接面板的厚度、宽度是否一致,它们的连接位置是否有偏差。
⑶ 曲型的面板,如有接缝要布置在平直部分,距切线至少250mm,如果在曲型部分,要加放250mm的加工余量。
8 肘板:⑴ 尽可能采用TRIBON 的标准肘板建模。
⑵ 肘板与型材是对接的情况,该连接边要开40度V型坡口,方向是型材的理论面。
⑶ 肘板的趾端连接处要避免‘硬点’,少量的肘板可适当放长尺寸。
⑷ TRIBON系统可自动在肘板上开贯通孔,但贯通孔的类型设置,一种类型的型材只能-------------------------------------------------------------------------------------------------------------------------------------------固定对应一种贯通孔类型。
9 开孔:⑴ 要参阅相关专业的图纸校核孔的类型、规格及中心位置。
如有结构的变动,要考虑相关结构的关联性。
⑵ 如果板缝通过开孔,焊缝长度D<200或者D>800时,开虚疑孔。
否则在板缝处要设过桥,每边100mm宽,即分成两个开孔。
⑶对于内室木门孔的四角应加止裂孔,即孔的类型为HRM<a*b*r*d>例如HRM1950*800*15*5⑷ 要考虑的开孔类型还有通焊孔、止焊孔、流水孔、通气孔以及工艺孔。
开孔的规格标准应全船统一。
具体方案应按照详细设计的节点详图,未注明的可参考工厂的船体建造标准。
10 贯通孔及其补板:⑴ 根据详细设计要求或者工厂的船体建造标准选用代码。
标准的应用代码参见“TRIBON 标准应用”的贯通孔及其补板代码。
⑵ 补板通常是安装在非构件面。
水平结构的水密补板安装在上平面,防止积水。
11 角偶的切角:按照详细设计的节点详图选用,或者约定全船统一的标准。
12 余量:⑴ 角焊缝的焊接补偿量角焊缝的焊接补偿一般只对焊缝的横向收缩进行补偿,即垂直于型材安装线的方向补偿,目前是采取均匀加放补偿量的方法,通常根据工厂的工艺方法,确定具体的部位与数值大小进行补偿值建模。
友情提示:建模用<SHR>语句中M1和 M2的参数实现。
但是,TRIBON 的用户指南说明有些问题,其中,M1和 M2参数表示垂直Line主方向的补偿,而系统的运行结果与用户指南的说明正好相反。
实用经验是,M1和 M2参数是平行Line主方向的补偿。
⑵ 装配余量① 分段边界的余量:参照分段划分图和总组示意图的要求。
有的工厂将角焊缝的焊接补偿与分段余量合在一起考虑,如有疑义要商讨后再做。
②型材端部的分段边界余量:当型材端头与相邻分段的型材是接的,如果板材放余量,此型材也要放余量。
如果端部是削斜的,或者是有空隙的,可不放余量。
③ 分段制造过程的构件余量应按分段制造工艺而定。
⑶ 加工余量:曲型板材在压制或者滚轧方向如没有平直部分,考虑至少要放100mm余量。
对曲型的型材和面板,如有接缝要布置在平直部分,距切线至少150mm,如果在曲型部分,要加放250mm的加工余量。
--------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------⑷ 温馨提示:当余量≤100(设置可修改)时,要从余量中扣除坡口的间隙。
13 边界的焊接坡口:⑴ 参照退审图和分段划分图的要求选择坡口。
对于分段的总组装和船台对接的CO2衬垫焊缝,有的船厂用无间隙代码,有的船厂用有间隙代码。
⑵ 一条边界上如有多种坡口类型时,根据坡口类型分别建模。
关于起点和终点,在Weld statement 菜单中有三种常用的计算方法供选择① 坡口起点:选 Dist_From_start 距离从要开坡口边界的起点计算 正M1选 Dist_From_end 距离从要开坡口边界的终点计算 负M1选 Dist. With_seam 距离用板架内的板缝位置,FROM=编号② 坡口终点:计算方法同上,上图的距离选从所定边界的终点计算,文件中的关键字符:M2=负值。
举例1:边界4 的AXS-1坡口坡口起点 Start of interval 选 Dist_From_start 从边界4的起点计算 正M1 WEL, LIM=4, M1=3500, SID=AFT, BEV=403, BVT='AXS-1';或 选 Dist_From_end 从边界4的终点计算负M1WEL, LIM=4, M1=-2000, SID=AFT, BEV=403, BVT='AXS-1';举例2:边界2的AXS-1坡口坡口终点 Start of interval 选 Dist. With_seam 用板架内的板缝位置,TO=编号 WEL, LIM=2, TO=1, SID=AFT, BEV=403, BVT='AXS-1';举例3:边界4的AYS-2坡口坡口起点Start of interval 选 Dist_From_start 从边界4的起点计算 正M1坡口终点 End of interval 选 Dist_From_end 从边界4的终点计算 负-M2 WEL, LIM=4, M1=1500, M2=-2000, SID=AFT, BEV=310, BVT='AYS-2';举例4:边界4的AYS-3坡口坡口终点Start of interval 选 Dist_From_start 从边界4的起点计算 正M2 WEL, LIM=4, M2=1500, SID=AFT, BEV=307, BVT='AYS-3';⑶ 边界有余量的坡口,虽然内场不割坡口,但图中要标注焊接方法的文字代码。
⑷ 如果相邻分段之间有板厚差,当厚板无余量,薄板有余量时,薄板仍然要建模,坡口代码BEV=100,文字按要求填。
例如,WEL, LIM=1, SID=TOP, BEV=100, BVT='CVN';否则系统不会处理厚板的过度斜。
内场得不到过度斜信息而无法加工。
⑸ 如有疑问时可以切剖面检查坡口是否正确。